RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Yeah, I know, I learned the lesson multiple times 🙂 but finally my second roll is over at last 😀 the much cheaper ecoPLA mat black is kind of a similar finish but much easier to print...
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I have more running currently, but I have this picture of an incomplete temperature tower I was printing while talking with Prusa Support. They had me send them 3mf, take pictures of the gap between the heatblock and heatsink, and idler tension... I had other things to do so I eventually just gave up with support. When my other prints come out so smooth, and only prusament is a problem.. does kind of narrow it down.
Temp Tower - Prusament Galaxy Black 230-210

Had to cancel it before completion because support wanted me to print a whistle.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@skreelink
TLDR: I don't think is a filament problem. This was also my first thought, but putting the stock heatbreak has solved all my problems.
In my case I also had big differences between filaments, meaning I was printing without problems with some and with others I had terrible prints. I was originally also looking at the filament as prime suspect, but in the end when I changed the Bondtech heatbreak with the stock heatbreak it solved the problem for all of them. I am now printing without a single issue with filaments that I could barely print before.
If we want to get technical, the fusion point of PLA depends not only on the PLA itself but also on additives that are added (think paint or other stabilizers). Better PLAs like Protopasta are known for being very precise on the fusion point with a narrower temperature band for the melting point, which has a lot of advantages for getting really good quality prints.
The problem with the bondtech heatbreak is that the filament comes cooler to the nozzle than in the stock heatbreak (bondtech does a better job of interrumpting the heat transfer) but that means the filament has to absorb all that heat in a very small area. Since the heat block is realtively small and doesn't have that much thermal inertia, in retractions (or when the printer is trying to push filament too quickly) the heater block doesn't have enough thermal energy for the filament to reach the melting temperature and cannot go through the nozzle (a block happens). Once the printer detects this, it increases the amount of heat to bring the temperature back up and solves it. That is why we see the very thick layers just after the underextrusion (all that pressure that has accumulated is relieved at once). Unfortunately all this filament going through reduces the temperature of the heater block and the cycle continues.
Adding the thermal paste improves conductivity through the heat block, and will allow the filament to draw thermal energy from further away mitigating and possibly solving the issue. However I had to raise the temp to 245 degrees in order to print properly (and I had thermal paste with the bondtech extruder). Right now with the normal 215 degrees I am printing perfectly without issues.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@aurru
Glad to hear that cleared it up for you. I've been running some more temp towers as a test and... Well it's interesting to say the least.
Temp Towers - CC3D Silk Purple, 3D Solutech Metal Silver, Prusament Galaxy Black 230-195
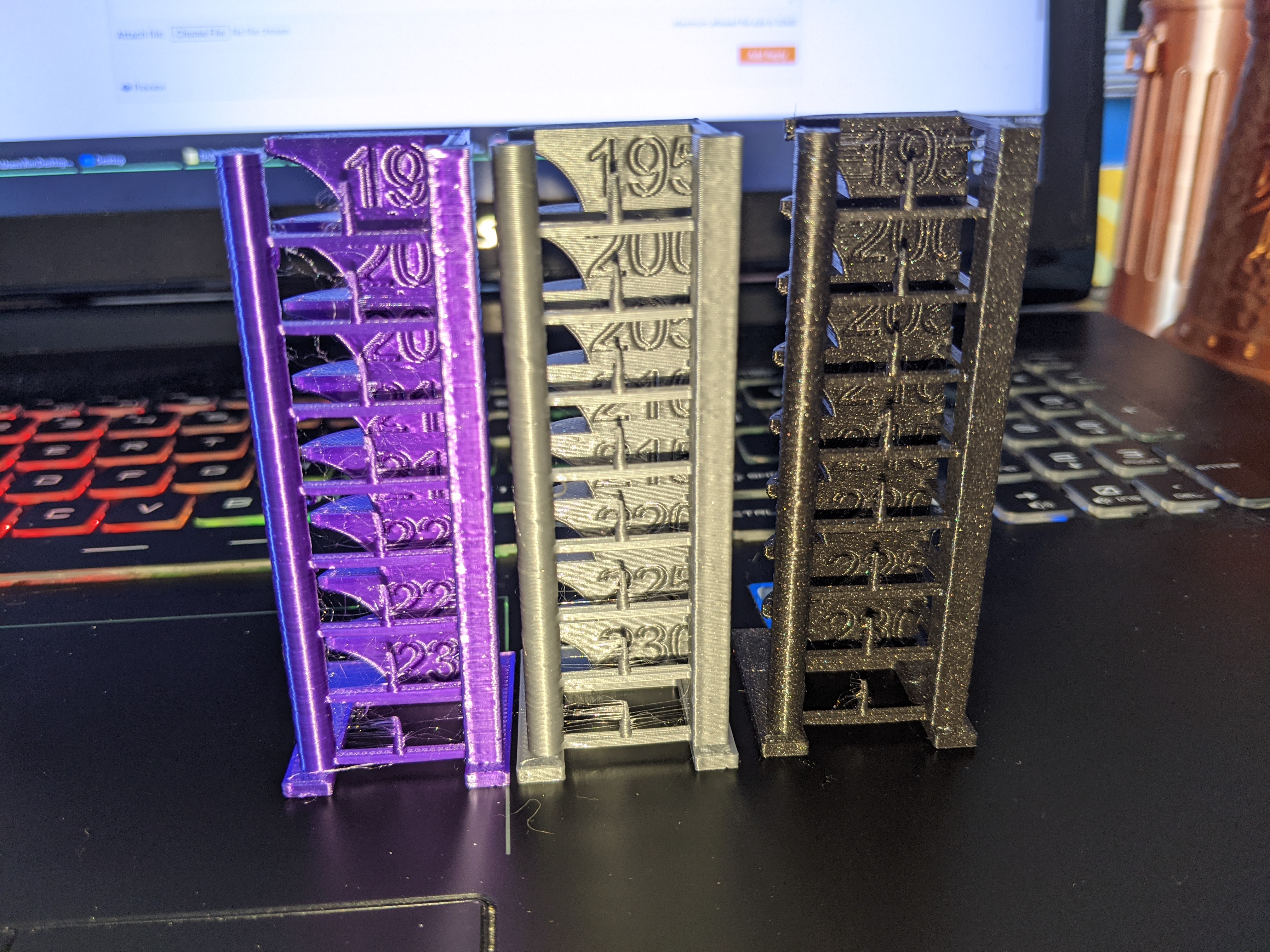
This was after running a fresh M303 and plugging the numbers in, not using Bondtech's PID numbers. Reminder: I'm using the bondtech heatbreak and silicone sock. The only imperfections this time on the Prusament is in the 195C range, which is semi-expected as by Prusa's info is already too cold for it (range on the spool is 205-220), even then it's pretty minor vs the results I got before. I'll see about running a vase mode box with the Prusament.
Who here is using a sock in conjunction with the heatbreak? I'm going to test vase mode with stock PIDs, Bondtech PIDs, and my own PIDs to see if any show imperfections and which ones. Also as a side note, I exported the Generic PLA and Prusament PLA profiles, the only differences are Filament Cost, Notes, Spool Weight, Vendor, and Temperature. None of which are consequential except the 5C difference in temperature. Checking the notes in Prusaslicer, the spool weight is there for you to set at an empty spool, add the sliced grams used, weight your partial spool, and see if you have enough for the print, it doesn't get calculated into flow rates.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Hi all,
After being frustrated with progressively worse prints with the Bondtech heat break I too installed the Stock Prusa Mini heat break and true to form with the others that have reverted, prints are coming out flawlessly.
I must admit I also have had issues with the Galaxy Black Prusament as you can see from a previous post with the Vader model, I initially thought this was down to damp filament but now that some of you are having inconsistent prints with the Prusament I wonder if this actually was the issue.
My prints are still using the Bondtech PIDs as I've just been printing from previously sliced gcodes. I will in the next few days re slice my gcodes and test again but I think the Mini heat break has solved my issues for now. If I had a second mini I would have happily carried on testing but the frustration of poor prints were getting the better of me...
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I have been using a sock along with the bondtech heatbreak and extruder.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I have been using a sock along with the bondtech heatbreak and extruder.
I had been using a silicon sock with the Bondtech heat break, I'm now using one with the Stock Mini heat break.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I did some tests and it seems... kind of inconclusive to be honest. I ran the 3MF from this link: https://www.prusaprinters.org/prints/41442-guide-flow-e-step-calibration-cube/files and changed the filament settings back to stock, and printer settings to stock to ensure the latest from Prusa. These were all sliced with Prusaslicer 2.3.0 stable, all previous ones (except the last temp tower, which was 2.3 as well) were sliced with 2.2.0. The table layout is as follows:
Columns; Stock PID, Bondtech PID, My own PID.
Rows; Two sets each using "Prusament PLA (215)" and "Generic PLA (210)" Top set in normal mode from the 3MF (the settings had 1 perimeter, etc but the spiral vase was NOT checked), second set was in actual vase mode. The last set was printed with Prusament PLA settings only with 2 perimeters.
Flow/E-Step Calibration Squares - Prusament Galaxy Black
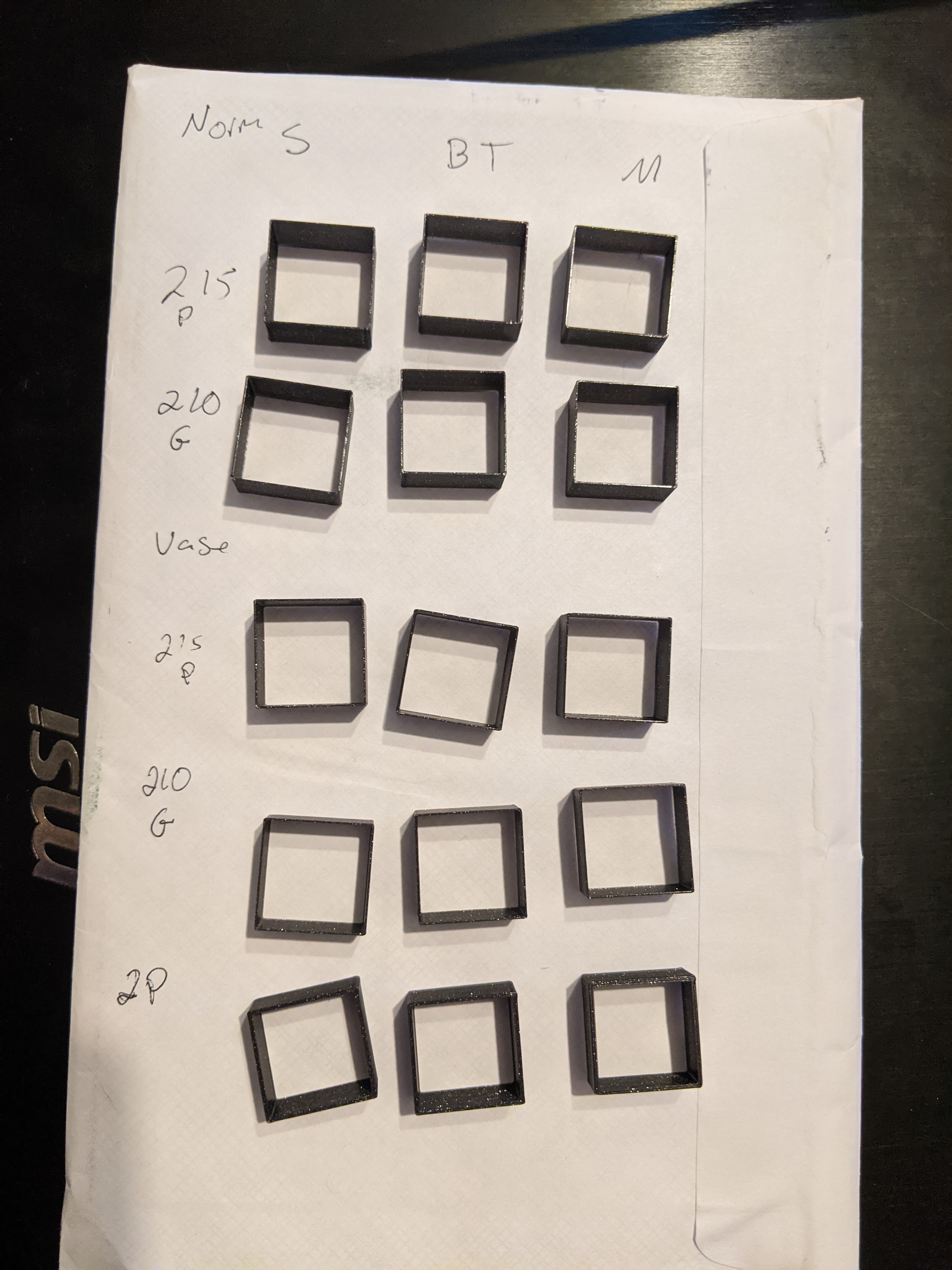

They all came out clean no matter the settings. Next test is going to be a Calibration Castle at 0.15 Quality, all defaults except adding supports where the test calls for it and my own PID settings. If this comes out well, I'll try something that takes around 4 hours or so and see if that changes anything.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
It's Wednesday, my dudes... And I think I may have found something out. I remembered an additional difference between my previous temp tower, and my current one that looked decent... I had reprinted and changed out my extruder body. I noticed it had cracked around the brass insert and so I replaced it... This got me thinking of idler tension after I finished a calibration castle that showed the issue, but not as horrible as it had before. There are exactly 2 changes between the first print and the second print, and one of them I think does not matter (or at least I hope doesn't). Both were sliced @ 0.15mm Quality with my PID tune, the only differences is one was at stock tension (screw flush when no filament is loaded) and sliced in Prusaslicer, the other was sliced in Cura with Prusa's provided profiles and the idler screw one FULL turn in past flush. The results, were amazing.
Calibration Castle - Prusament Galaxy Black; Left Prusaslicer, Right Cura + Tightened
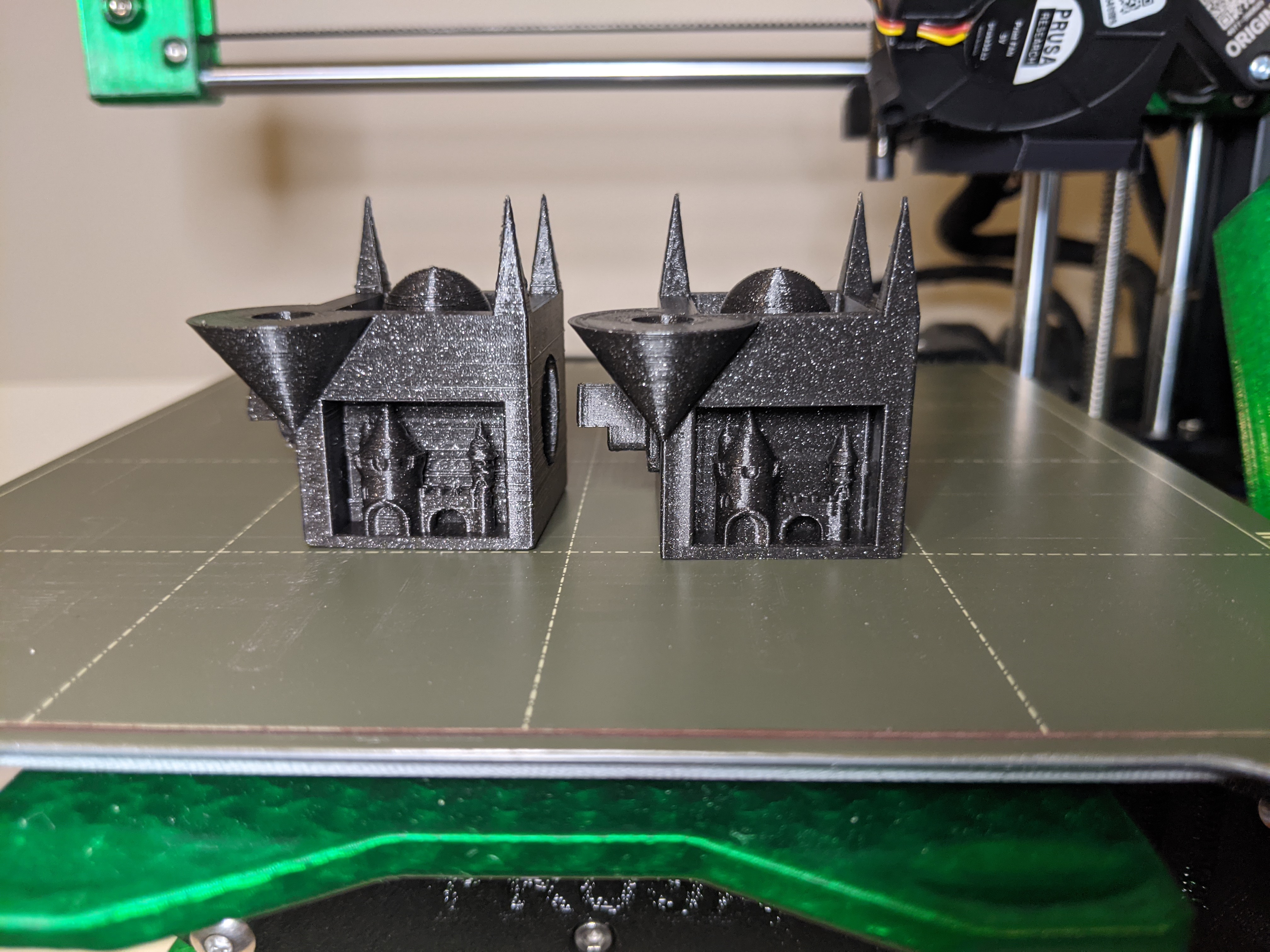

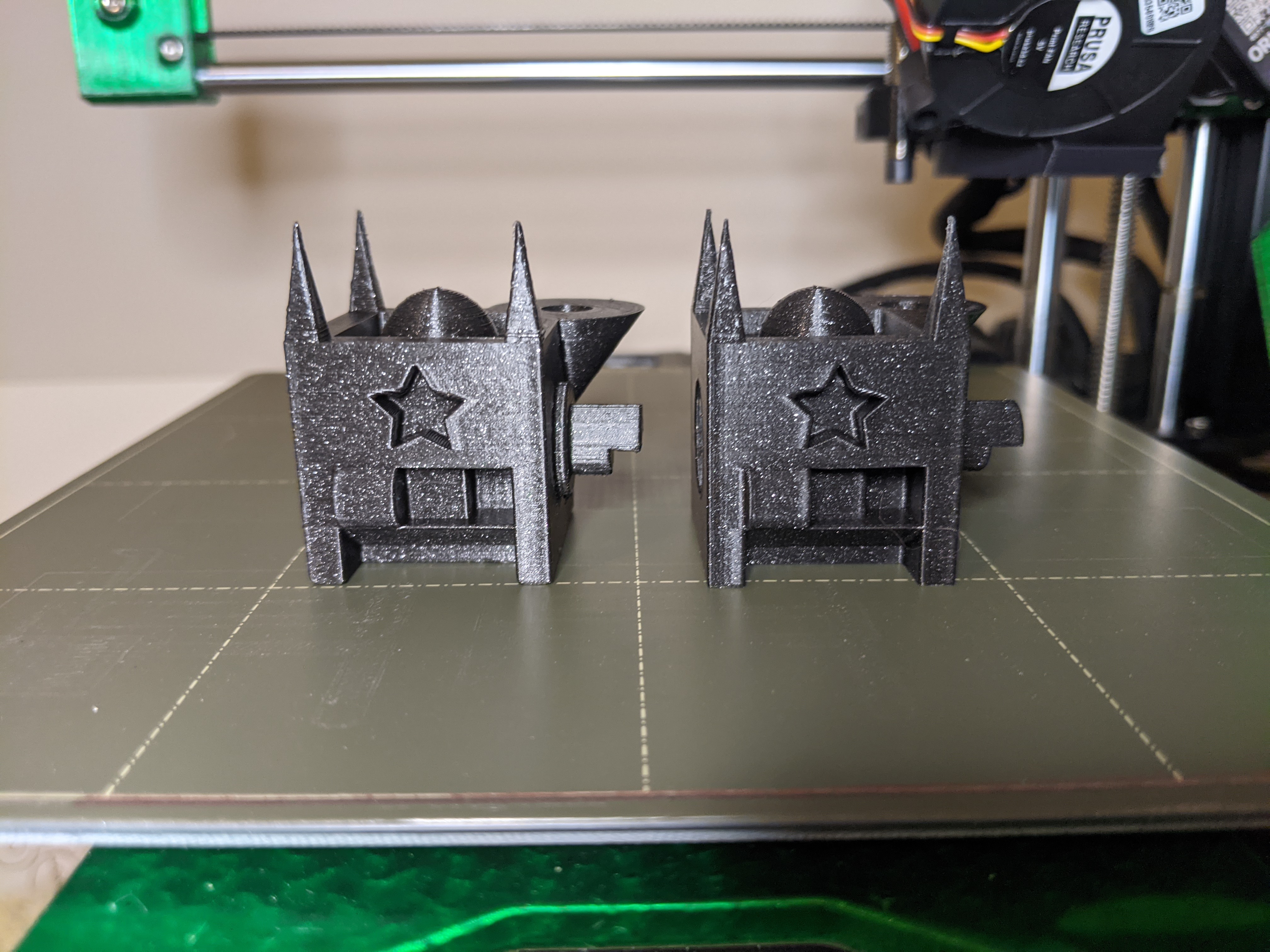

Comparison of all four sides, the Cura/tightened one is flawless and smooth. Just look at the detail in the tiny castle in the first one! In the last image you can look at the domed top close and see how the left from PS has the "overextrusion" and the one from Cura is perfect. I think whatever polymer blend they use that makes Prusament require a higher temperature, also changes the density a bit to make it need higher tension. I'll try to do more tests with the new tension and see if it gives me any more troubles and to make sure this wasn't just a one-off nice print to disrupt my data analysis.
So test idea: Try turning the idler screw one full turn tighter (clockwise) from flush, if that doesn't help, try slicing with Cura (I don't think this is the solution, however).
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@skreelink
TLDR: I don't think is a filament problem. This was also my first thought, but putting the stock heatbreak has solved all my problems.
In my case I also had big differences between filaments, meaning I was printing without problems with some and with others I had terrible prints. I was originally also looking at the filament as prime suspect, but in the end when I changed the Bondtech heatbreak with the stock heatbreak it solved the problem for all of them. I am now printing without a single issue with filaments that I could barely print before.
If we want to get technical, the fusion point of PLA depends not only on the PLA itself but also on additives that are added (think paint or other stabilizers). Better PLAs like Protopasta are known for being very precise on the fusion point with a narrower temperature band for the melting point, which has a lot of advantages for getting really good quality prints.
The problem with the bondtech heatbreak is that the filament comes cooler to the nozzle than in the stock heatbreak (bondtech does a better job of interrumpting the heat transfer) but that means the filament has to absorb all that heat in a very small area. Since the heat block is realtively small and doesn't have that much thermal inertia, in retractions (or when the printer is trying to push filament too quickly) the heater block doesn't have enough thermal energy for the filament to reach the melting temperature and cannot go through the nozzle (a block happens). Once the printer detects this, it increases the amount of heat to bring the temperature back up and solves it. That is why we see the very thick layers just after the underextrusion (all that pressure that has accumulated is relieved at once). Unfortunately all this filament going through reduces the temperature of the heater block and the cycle continues.
Adding the thermal paste improves conductivity through the heat block, and will allow the filament to draw thermal energy from further away mitigating and possibly solving the issue. However I had to raise the temp to 245 degrees in order to print properly (and I had thermal paste with the bondtech extruder). Right now with the normal 215 degrees I am printing perfectly without issues.
Good thinking, maybe setting up slower detraction speed would help ? Something like 2x lower , so filament would have time to melt.
Does copper heat block would improve heat transfer? I got one from trianglelab laying around
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I used a brass in the past. Later replaced it with a copper nozzle and did not see any difference.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@prusatester2020
That tells me your extrusion problem is not the nozzle or related to the thermal properties.
--------------------
Chuck H
3D Printer Review Blog
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I just installed a completely new heatbreak and ptfe tube i bought from Prusa.
The first cube looks good. I'm printing a benchy now.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
The benchy is done. The best I've printed in a long time.
A little bit of stringing in the wheel house and of course the hull line. But other than that, it's smooth.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@cwbullet
After reading the posts and if I have to summarize them until now: The problem IS a combination of:
1. Bondtech or similar heatbreak with a relatively short heating distance;
2. Heat distribution which could be partually improved by putting thermal paste on the nozzle, heater and thermistor.
3. Ingredients of the filament - in most cases Prusament PLA specific.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
That sounds about right.
I'm considering installing a mosquito hotend.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@prusatester2020
Thank you for summarizing. I have one of these to install. I will keep it in mind.
--------------------
Chuck H
3D Printer Review Blog
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
The confounding part is the randomness. The results with the castles, then I tried some cylinders with the same settings and both exhibited problem. Then I took off the sock and moved the cooling fan to the back again, did the exact same gcode for the cylinders, perfectly smooth. Followed up with a temp tower, bulging again. I'm going to test the files on the included USB and see if they behave differently, and the fact that of all the test prints, I've only done a whistle. When one print is perfectly fine, and another is garbage, tracking the cause down can be frustrating.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
@nis
I recommend using a v6 with titanium or bi metal heatbreak - cheaper solution , same effect.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
For the people who have swapped the heatbreak back to the stock one, which for me worked really well until the PTFE tube shrank and I had to keep replacing...
...how do you remove the Bondtech one? What tools are you using? Are you heating it? I can change nozzles easily but I have no idea how I would change the heatbreak. Even the original heatbreak I couldn't remove from the original block. 😕