RE: Prusa Mini Silicone Bed Leveling Mod
Consistent between the textured and smooth sheet also

RE: Prusa Mini Silicone Bed Leveling Mod
Definitely planning to do the silicone mod - but have been playing with the bed visualiser plugin in Octoprint and using masking tape to make adjustments. - not too shabby 🙂
Clever idea for a quick and dirty fix. You'd have to test - but I'd be worried about thermal transfer through the masking tape. That might make your print surface heat quite unevenly.
RE: Prusa Mini Silicone Bed Leveling Mod
@tex
Good point - I was looking for a potential downside
I’m running print tests today - will post some first layers
RE: Prusa Mini Silicone Bed Leveling Mod
Is it actually possible to connect Pronterface to the Mini? I've talked to the Prusa support and they said the mini doesn't support Pronterface?
Since the guide says to use Pronterface or Octoprint, Pronterface should work...? I've tried connecting to the mini over USB-A since the mini doesn't have a USB-B port but nothing is happening.
RE: Prusa Mini Silicone Bed Leveling Mod
many of us have done it and it works fine 🙂
Mini with FW:4.4.1 + SuperPINDA + Bondtech Heatbreak + PC4-M8 couplers + 1 piece boden
RE: Prusa Mini Silicone Bed Leveling Mod
@hannes-b3A
Absolutely works. You need to use the micro USB port.
Plus the PMSBLM site now shows a visual representation of the bed, so no need for Octoprint + plugins.
https://bbbenji.github.io/PMSBLM/
Prusa Mini Silicone Bed Leveling Mod: https://bbbenji.github.io/PMSBLM/
RE: Prusa Mini Silicone Bed Leveling Mod
@benji
I had a bad micro usb cord... you should update the guide so it doesn't say USB-B or that it says usb-b for mk3, micro usb for mini etc 🙂
RE: Prusa Mini Silicone Bed Leveling Mod
@hannes-b3
My original Prusa Mini works with Pronterface after installing this STM32 vcp driver (W7, W8): STM32_vcp_driver
![]()
Connect to Mini over Micro USB.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Silicone Bed Leveling Mod

What do you guys think, try to correct the corners or will it do more harm than good?
Stock setup, no silicone
RE: Prusa Mini Silicone Bed Leveling Mod
What do you guys think, try to correct the corners or will it do more harm than good?
Stock setup, no silicone
That's pretty flat and I'd probably just leave it.
RE: Prusa Mini Silicone Bed Leveling Mod
So I've been tooling around with this mod a bit more after visually seeing that my bed was not flat. The mesh report comes out within .1mm but I can see with my naked eye that a corner is way lower than all the other points. So I reset the bed to just under 6mm high on all points but the middle using a set up block of 7/32" thickness.
I expected a mesh report with a middle point higher than all other points since we know the standoff is ~6mm tall. What I got was this.

That tall corner in the rear is where the heat bed connection is. I took a look at the area and the thermistor wire runs directly under where the sensor measures that point. Could that be throwing off the mesh leveling at all? I was also surprised to find that I didn't get the expected results with the other corners after my measurements.
I have the new SPINDA sensor (black tip) if that makes any difference. The measuring is done via octopi mesh bed plugin.
RE: Prusa Mini Silicone Bed Leveling Mod
@obv
Have you checked that the heatbed carrier frame is flat? I checked mine and found that the rear left arm was slightly lower than the rest of the carrier frame. This gave me a similar issue (but lower in my case). if you use a straight-edge (e.g. metal ruler) you can see the "flatness" and any deviation.
That was one of the reasons for doing the silicone mod. Made all the difference.
I have also done the SPINDA upgrade. I was getting inconsistent first layer when the Mini had been printing for a few hours. No more trouble in that area either, so far.
Hope that helps
Roger
RE: Prusa Mini Silicone Bed Leveling Mod
@g7ruh
Good idea, I'll check that out. I did manage to get the bed level again both with the mesh visualization and using a precision square visually.
RE: Prusa Mini Silicone Bed Leveling Mod
Hi, I also want to share my experience with the silicone bed leveling mod. Thanks, @benji and all involved for this guide!
The reason I did the mod was that I had big trouble on the right side of the bed and the backside to get PETG to stick at all. I was a bit scared because this is also my first 3D printer but it with the correct material and tools it is really easy!
So here is what I achieved quite quickly:
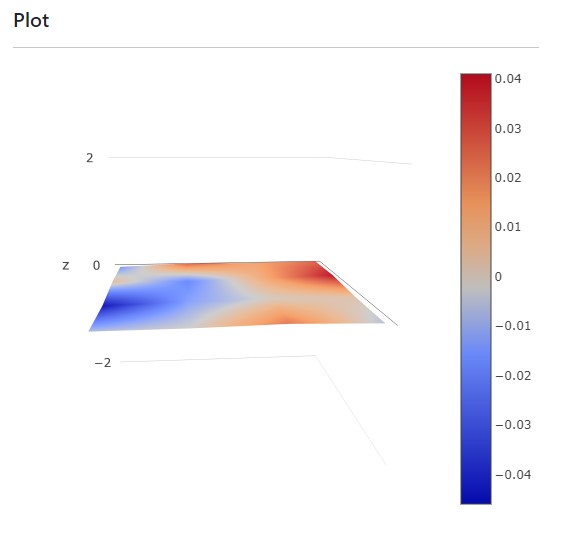
This provided very nice first level results nearly everywhere on the heat bed (even far out on the edges) but the ~1,5cm on the right side from front to left still didn't stick at all! I also completely exchanged the heatbed as I was in contact with Prusa before and they thought it was a temperature issue. So I did the mod a second time with the new heatbed, brought it to the same result but the issue persisted 😪
Going lower with the nozzle isn't an option as it is close to perfect everywhere else on the heatbed. When I was watching the printer doing the mesh leveling, something got me thinking. The SPINDA actually measures quite far away from the right side - maybe it does some interpolation between the measurement point and the nozzle but I thought I just go up a bit on all 3 screws on the far right side. I know it's always possible to try different temps for the nozzle, heatbed, speed and so on but as I'm using "everything" from PRUSA (Printer, SLicer and Filament) I thought it "should" work with the recommended settings.
So here is how I "leveled" my heatbed currently after some test first first level prints on the far right side:
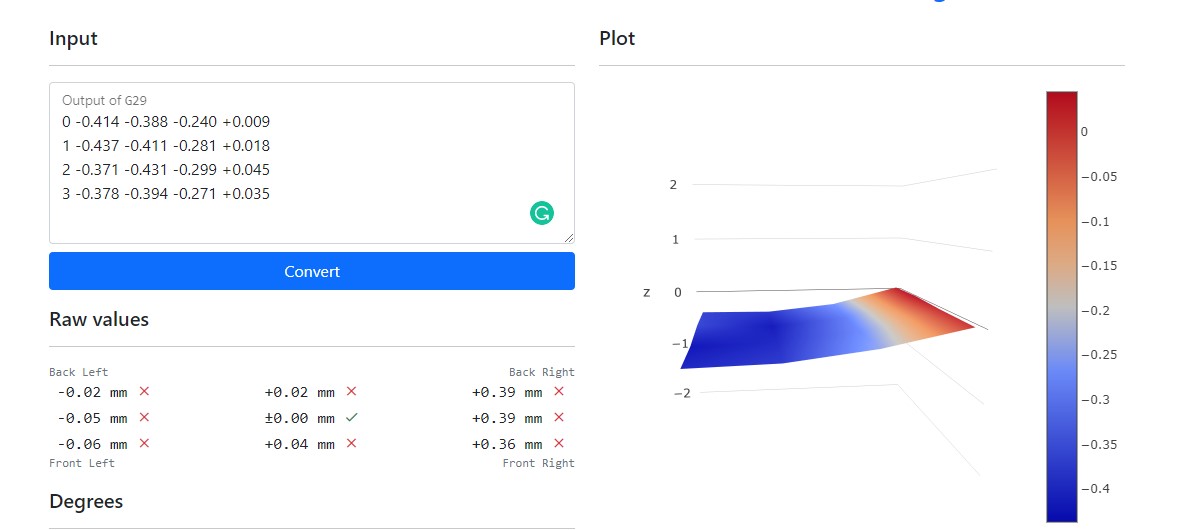
It looks "bad" but the first level finally sticks even at the far right side from front to back - not perfect but I'd say 90% OK. The second layer is fixing it then and as I hardly print that far outside I decided to keep it like this for now.
Now my three questions at the experts around here:
- What do you think of my "investigation" about the measuring points on the far right side, that the printer doesn't really know about the area between SPINDA and right heatbed side?
- Is there any other issue I'm not seeing right now causing the issue at the far right side? As written above it is the same for the original heatbed and the spare part I got.
- Is it printing fine for all of you at the complete far right side from back to front?
Many thanks
RE: Prusa Mini Silicone Bed Leveling Mod
@karl-herbert
Can you tell me how to put in these m3 inserts into the Y carriage ?
RE: Prusa Mini Silicone Bed Leveling Mod
@klaaz
For this you need a soldering iron with a fine tip. Set the temperature to approx. 250-300 degrees C. and push the insert into the hole with little pressure.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Silicone Bed Leveling Mod
@karl-herbert
Thank you for the answer. I will give it a try!
RE: Prusa Mini Silicone Bed Leveling Mod
@karl-herbert
But did you not drill the holes bigger?
Even at 450C nothing happend when I try it, and I pushed it hard and waited for about 1 minut.
RE: Prusa Mini Silicone Bed Leveling Mod
@klaaz
Could you post a picture with which part at which point you are having problems? The inserts should slide in by themselves at 450 degrees Celsius. Of course, it is important that there is a core bore with a diameter of 3.9mm.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini Silicone Bed Leveling Mod
Anyone try this mod with an mk3s/prefer it over nyloc?