Using support messes up the part
I bought my i3 MK3S last week and am already very disappointed. When using supports, the PrusaSlicer
ruins the Z dimension of the part. Please, somebody tell me if i'm doing something wrong.
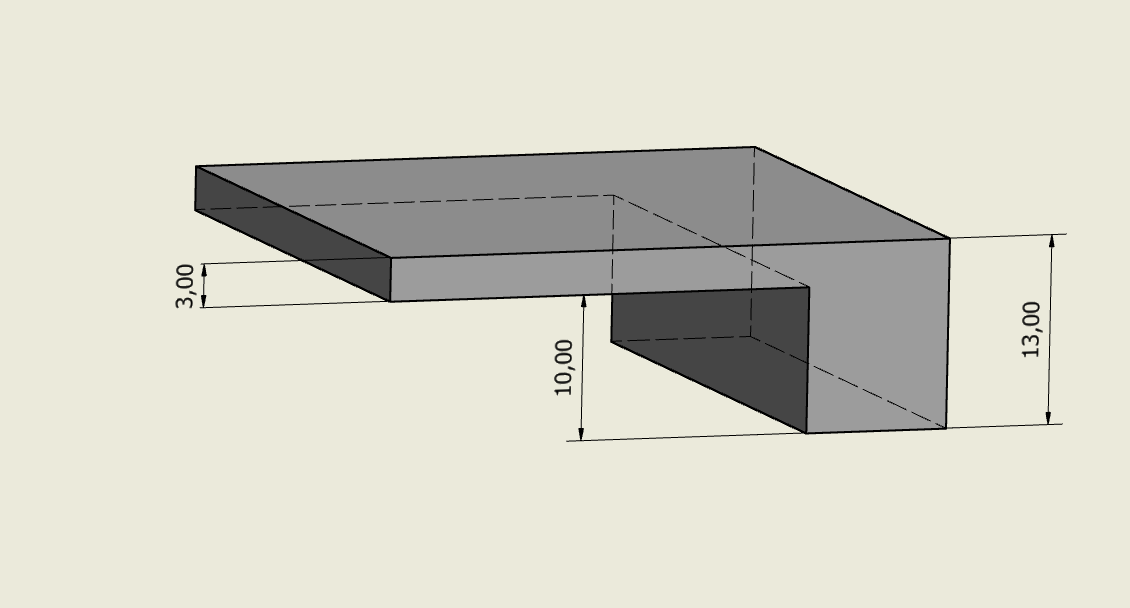
This is an example part:
The PrusaSlicer builds a support under the overhang, but because of the gap needed for the part not
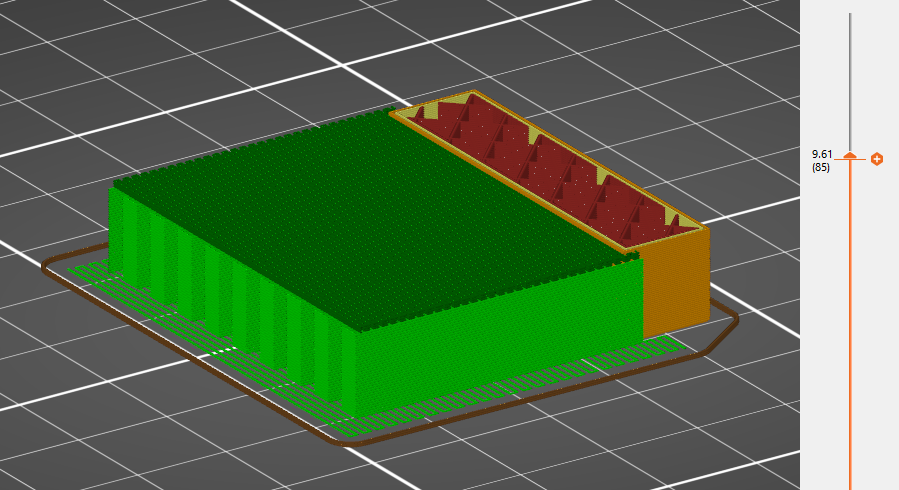
being baked into the support, the top of the last layer of the support interface stays at 9.61 mm:
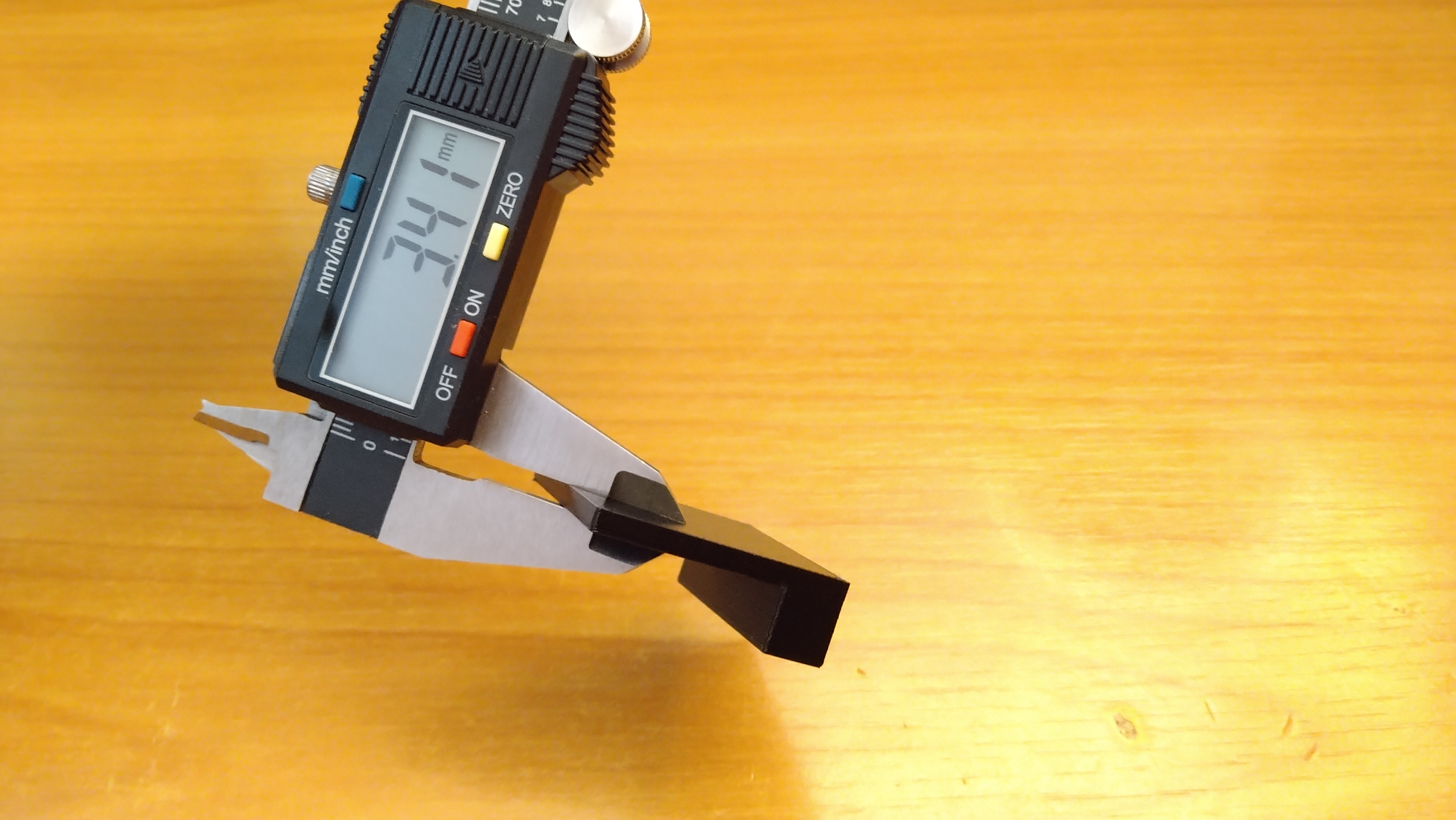
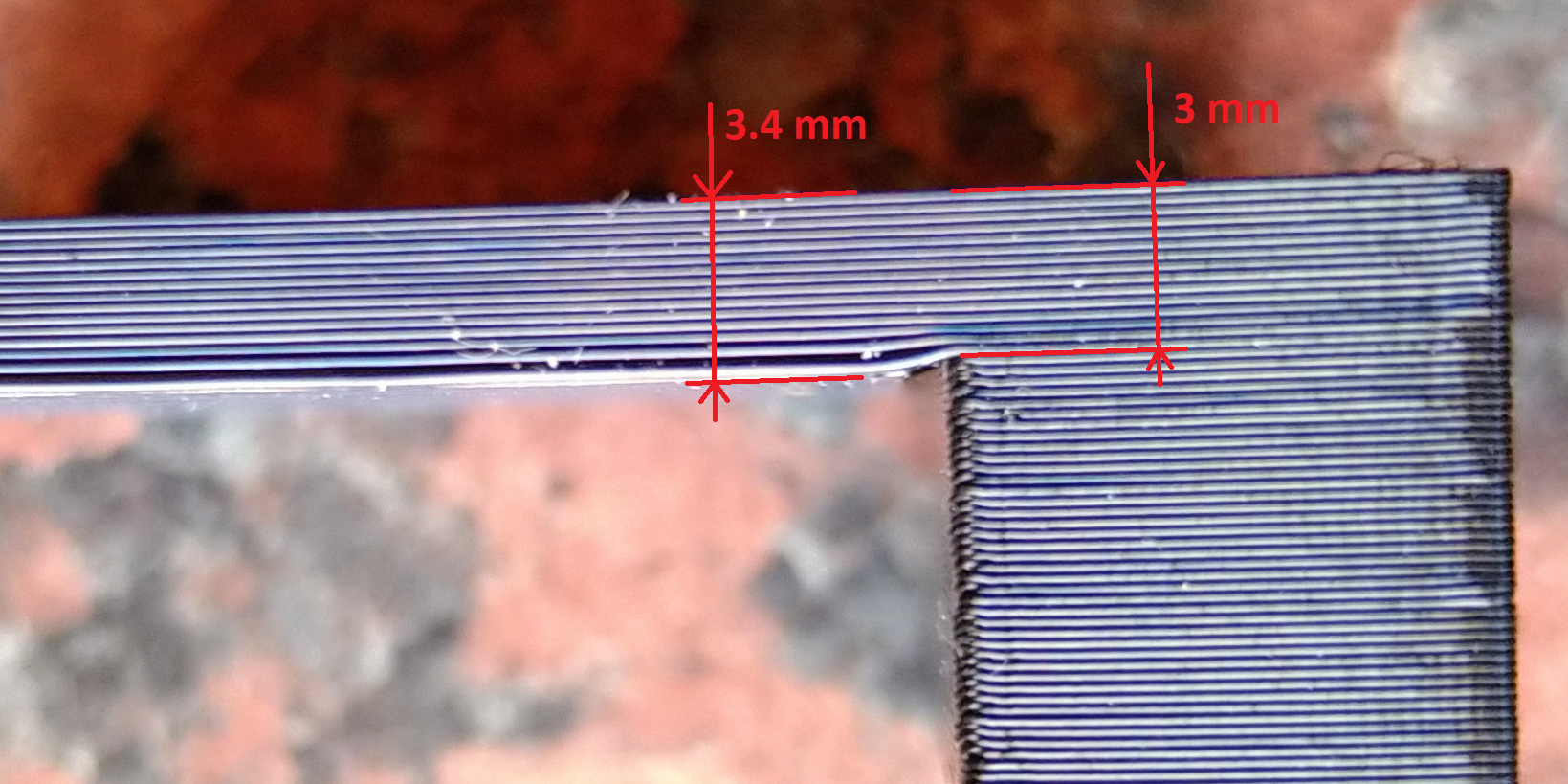
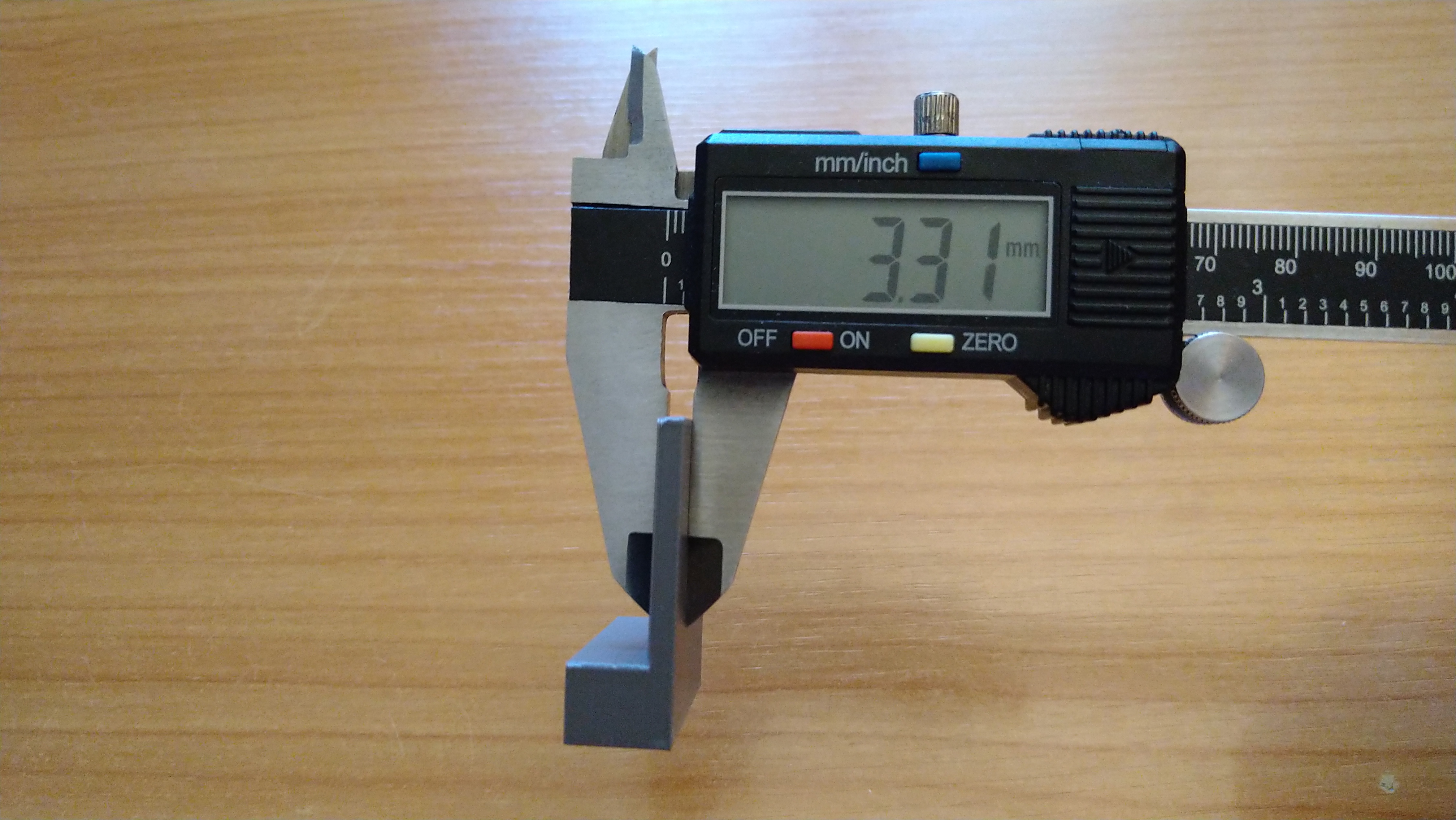
As a result the first layer of the overhang which should be printed at 10 mmfalls down onto the support at 9,61 mm and next layers go on top of that resulting in part thickness
of 3.4 mm instead of 3 mm:
I find it unacceptable. Can there be something done about it? Suggestions appreciated.
RE: Using support messes up the part
Have you considered different orientation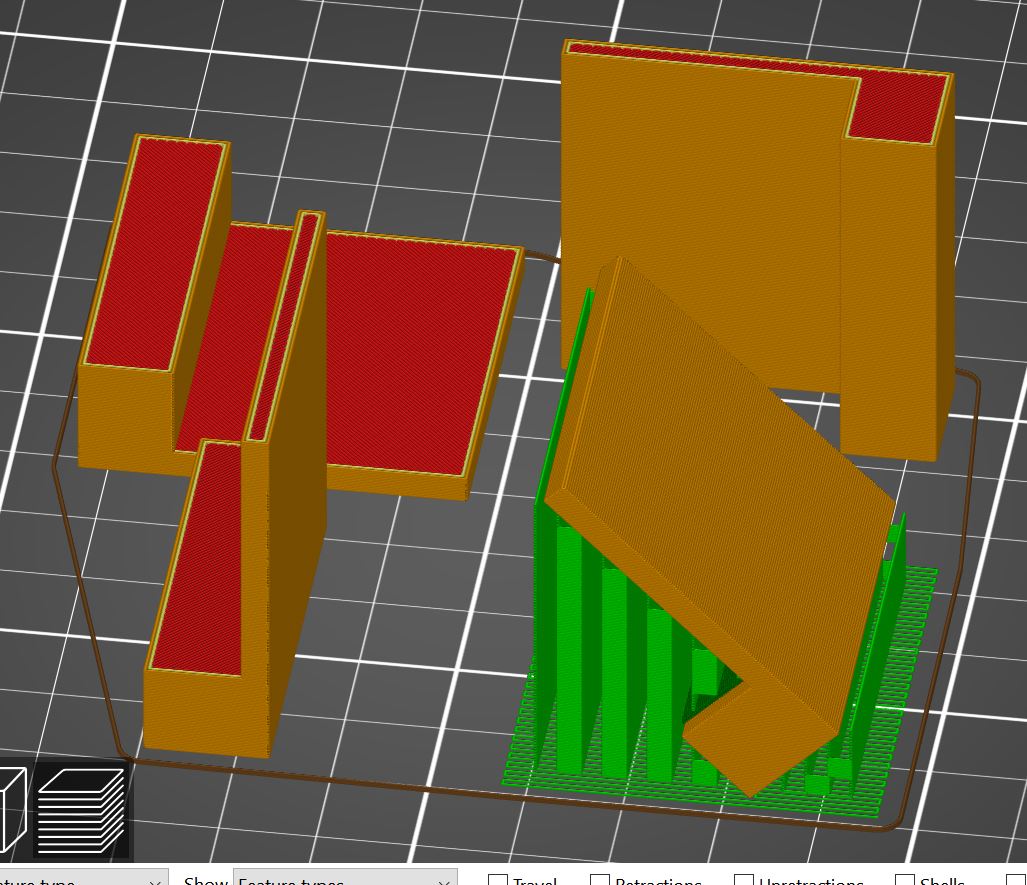
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Using support messes up the part
@joantabb
This particular part is just for demonstrational purposes, an example. There are real world complex parts, where different orientation is not an option.
RE: Using support messes up the part
[...] This particular part is just for demonstrational purposes, an example. There are real world complex parts, where different orientation is not an option.
You are running into a limitation of current consumer-grade FFF printing, regardless of manufacturer. You can tweak settings to an extent, but supports are always a compromise. When parts must be printed above supports, there are two options:
- Print supports underneath the supported surface with a small gap in order for the supports to be removable. This small gap means that the supported surface is literally printed in air above the supports. There is no underlying layer to squish against, so extrusions come out round and stringy, with poor visual appearance.
- Print with dissolvable supports with no gap. Supported surfaces are fully supported by the dissolvable material. After printing, the supports are dissolved. Appearance is still not quite as nice as regular surfaces IMO.
Your best strategy is avoiding the need for supports as much as possible.
- As Joan notes, reorienting the part works, but may introduce weaknesses along the horizontal axis. Sounds like this is not an option.
- Hide the supports. Try to design the part or position the print so the ugly supported surfaces are not visible.
- Design supports into the part. If these are your designs, include some break-away supports at key points.
- Design the part as sub-components that can be assembled after printing.
RE: Using support messes up the part
@bobstro
Thanks for the suggestions. But i don't agree with the statement about limitations of FFF printing. I know for a fact, that this is just about bad SW implementation, because my previous printer (300$ Cetus 3D) did not suffer this issue at all. Furthermore, supports were removable much easier.
RE: Using support messes up the part
If you think its software then just use whatever slicer software you used on the Cestus to slice your models for print on the Prusa.
RE: Using support messes up the part
@neophyl
That is not possible because they use a closed ecosystem. Their slicer communicates only with their printer directly over Wi-Fi. Regardless it has many other issues which is why I came over to Prusa in the first place.
RE: Using support messes up the part
Interesting about the Cetus. I vaguely recall this came up before, and I did some searching on Tiertime. They have a patent for something to do with supports IIRC. I don't recall the details, but apparently that's one of their big differentiators.
This is going to be one of those very subjective issues. If you've got an example printed on your Cetus, it would be interesting to see a pic. Otherwise, we can just try for "good enough". So long as supported extrusions don't sag, I'm generally OK with PrusaSlicer's results. I haven't tried any testing with other slicers to compare.
RE: Using support messes up the part
@bobstro
Yeah, the problem is that they do sag 😕. I'll print out some samples and post them for comparison.
RE: Using support messes up the part
@bobstro
Thanks for the suggestions. But i don't agree with the statement about limitations of FFF printing. I know for a fact, that this is just about bad SW implementation, because my previous printer (300$ Cetus 3D) did not suffer this issue at all. Furthermore, supports were removable much easier.
So, why didn't you buy another Cetus?
RE: Using support messes up the part
[...] Yeah, the problem is that they do sag 😕. I'll print out some samples and post them for comparison.
Well... that sure sounds like a limitation of current consumer-grade FFF 3D printing! 😀I'm curious whether the improved Cetus results are the result of their Up Studio (?) software, or a Cura profile.
Different slicers handle bridges differently. There's actually are several very long discussion of how PrusaSlicer and the Slic3r code base on which it is based on Github. My understanding is that this approach is worse in some cases, better in others. You may see very different results with another slicer, and you may prefer that in this specific circumstance.
Supports got a lot of attention from the Prusa developers in 2018-2019, but hard to say where it is on the list of priorities.
I tried a couple of the variants described in the github threads (e.g. Z distance = Layer Height + 0.1mm), but haven't noticed any superior results. One interesting point is that the best Z separation value may vary with layer height. There also seem to be dependencies on bridging parameters, as that stringy stuff between the supported surface and the underlying interface layers is printed as a bridge.
RE: Using support messes up the part
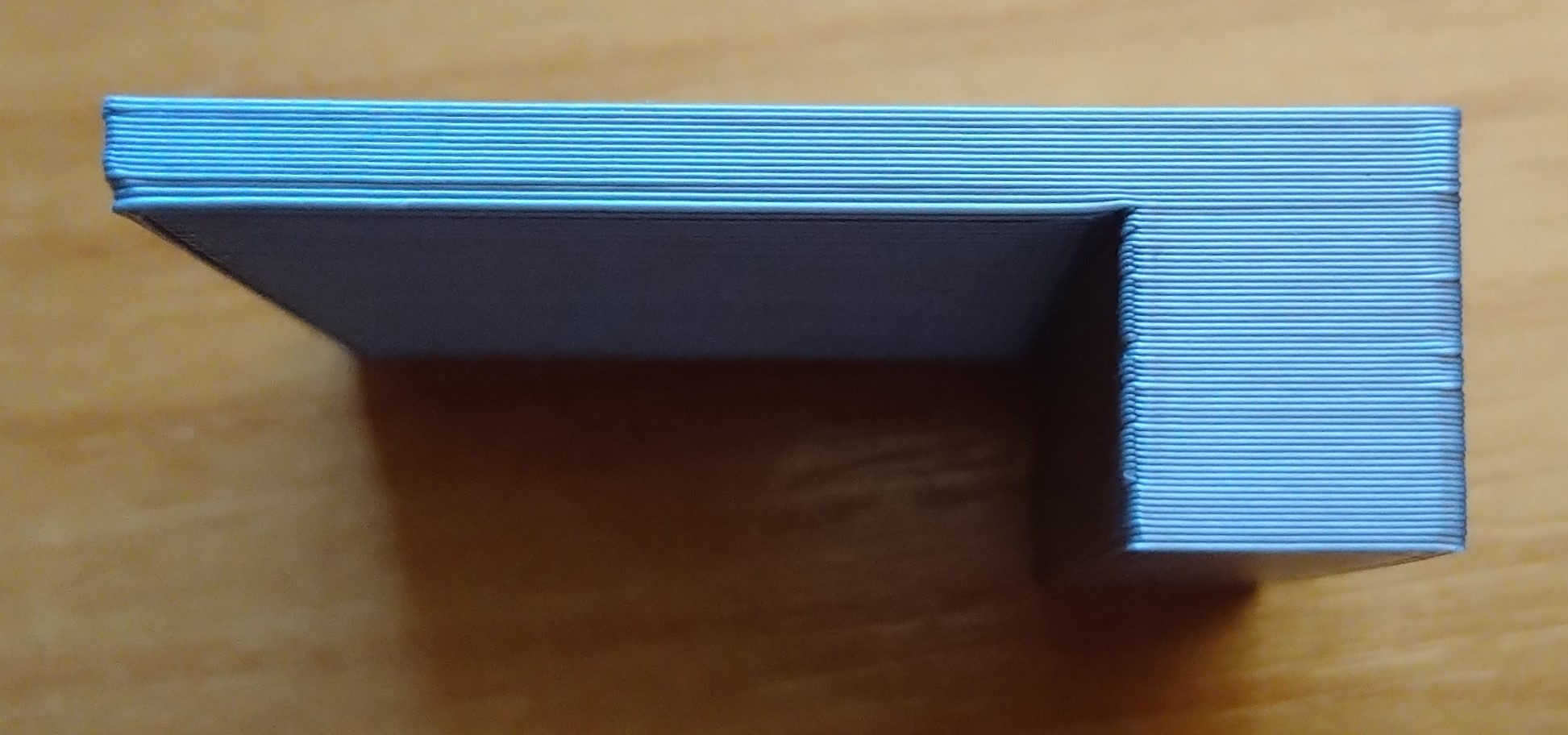
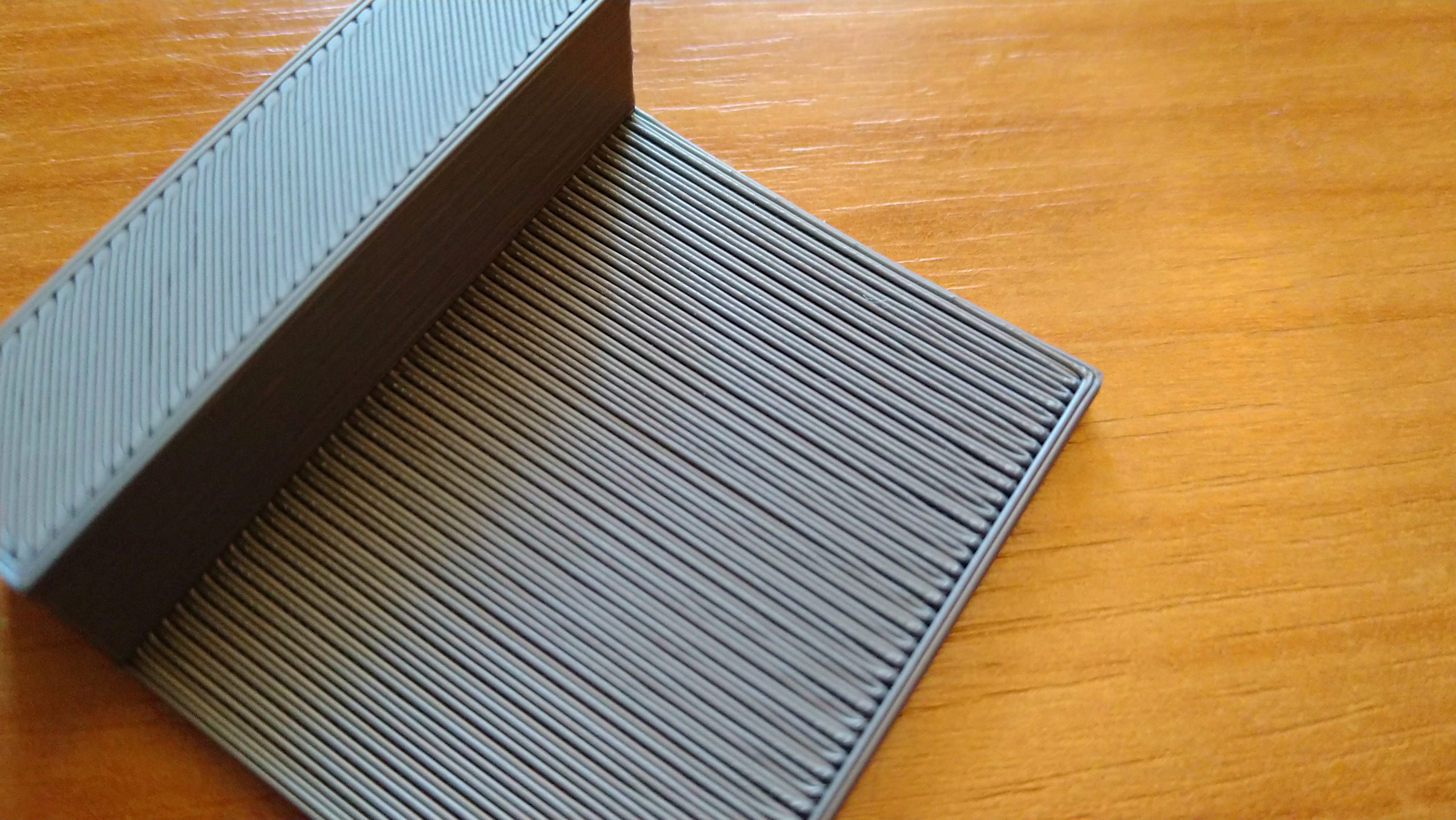
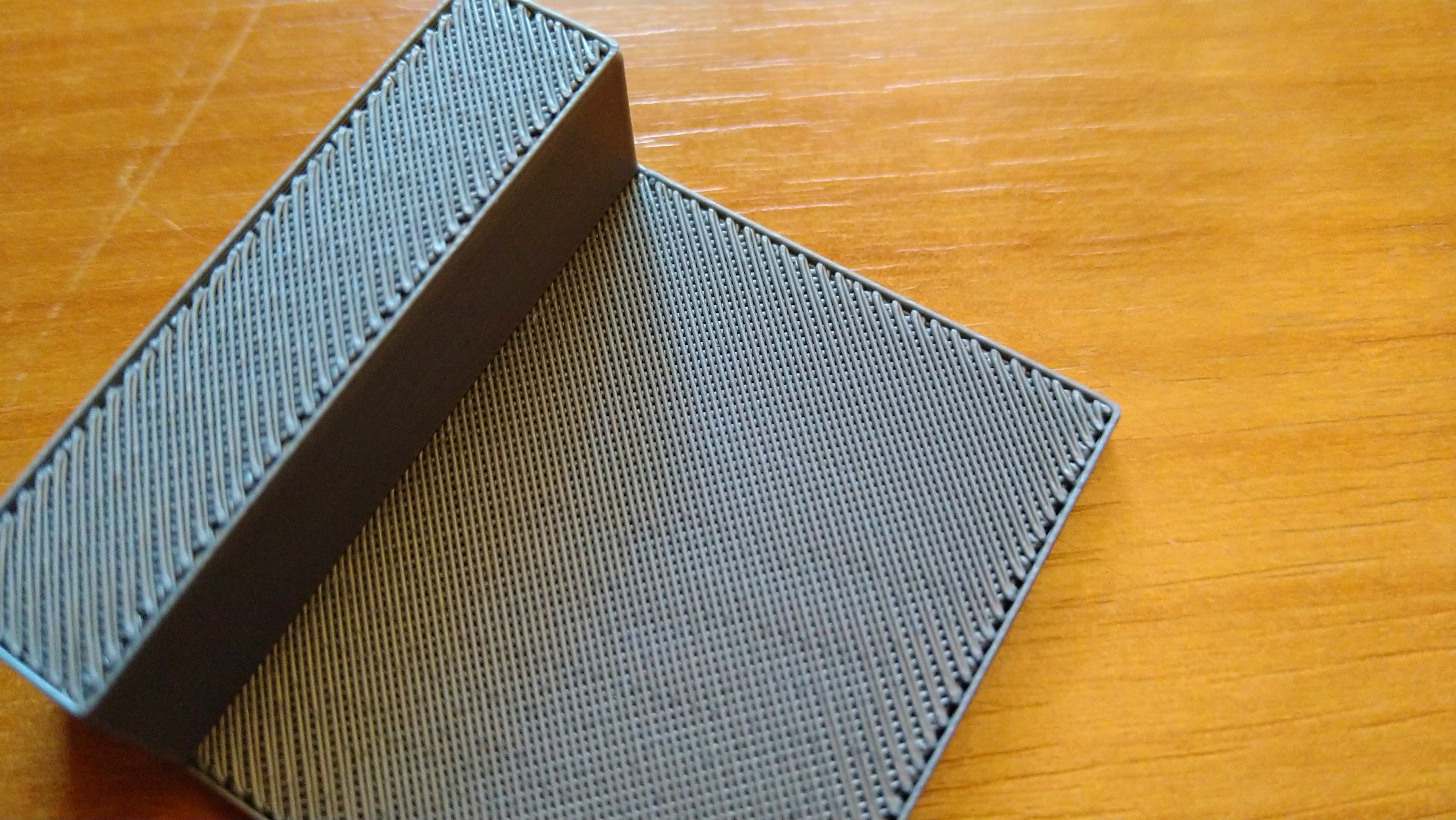
So lets see. Same STL, same 0,2mm layer height.
Prusa:
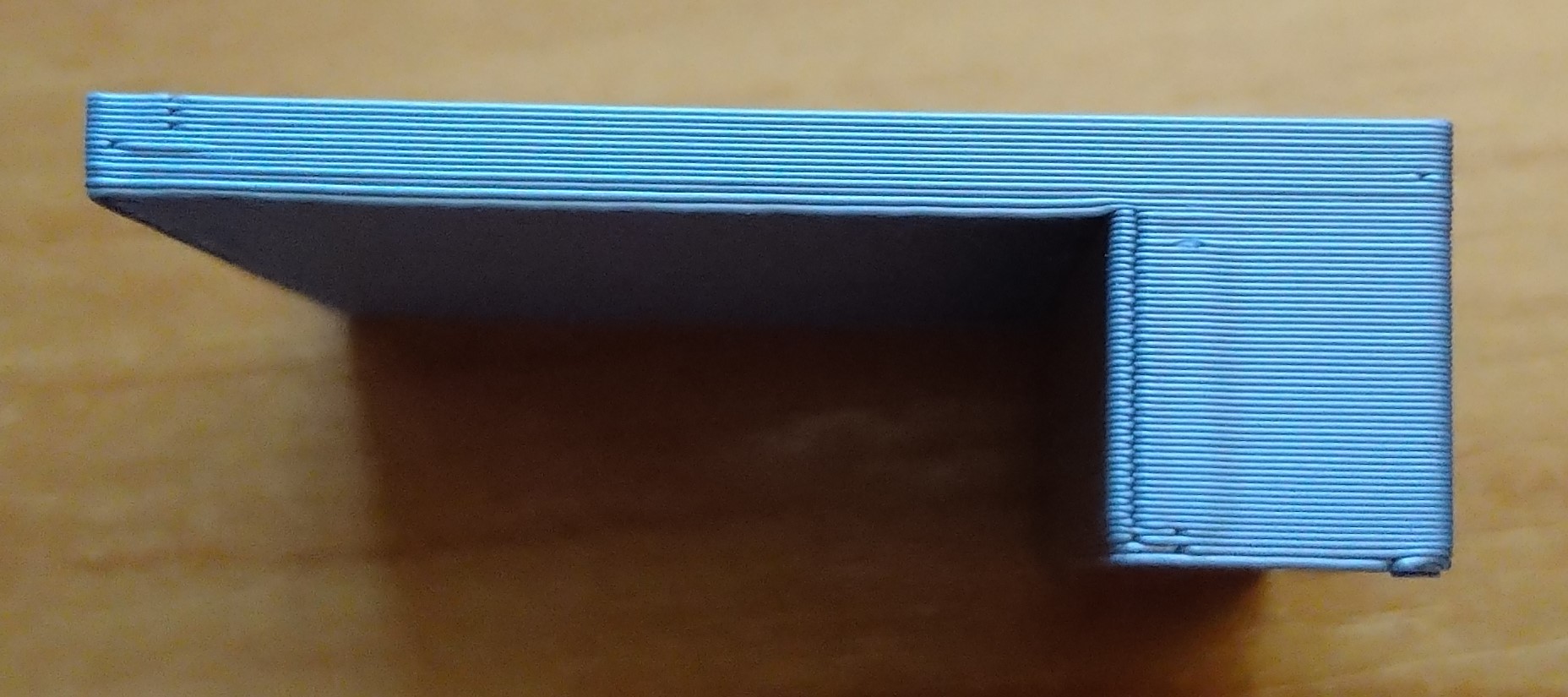
Cetus3D:
Prusa: 👎 👎
Cetus3D:

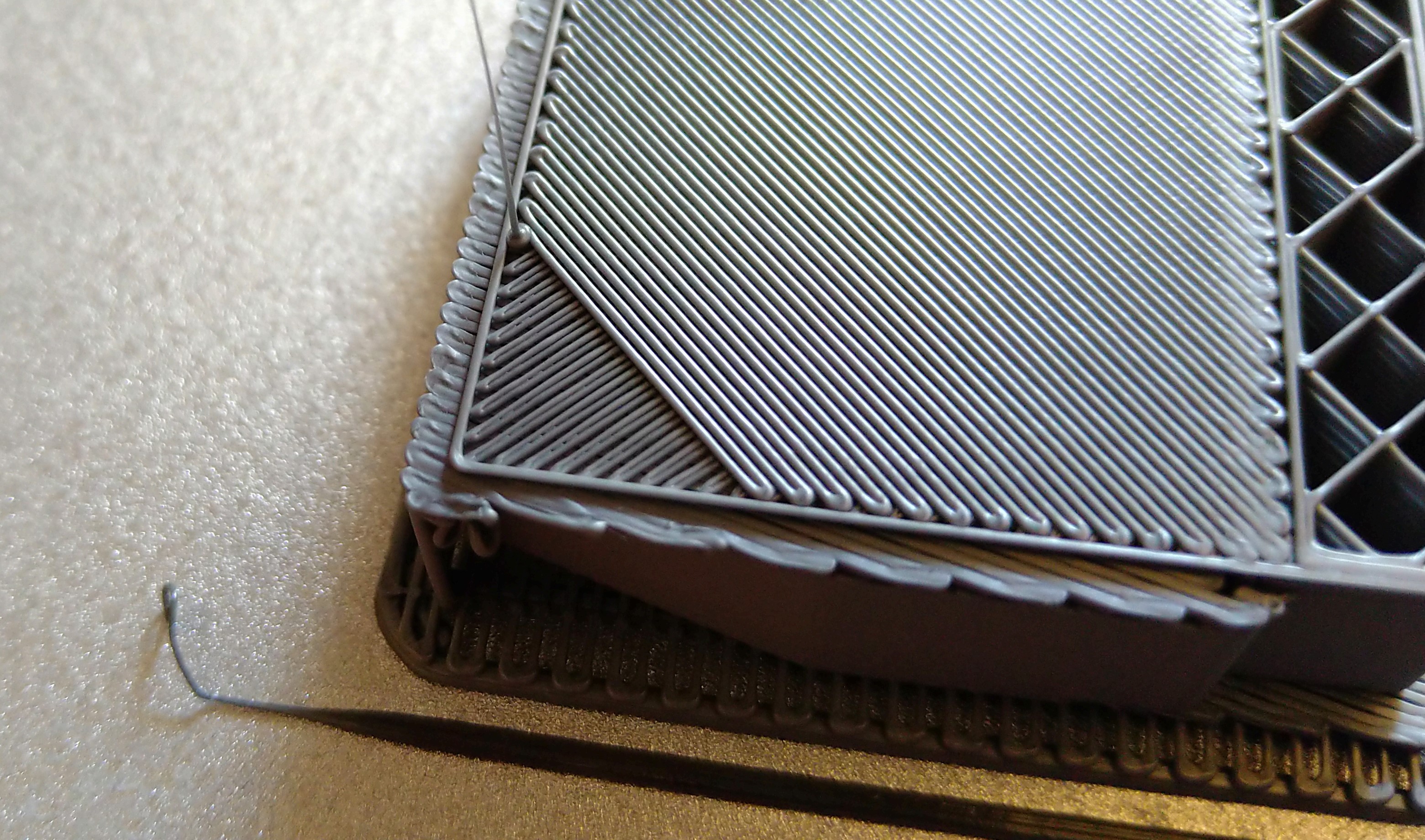
The bottom layer
Prusa:
Cetus3D:
The bottom layer (Cetus3D) during print:
RE: Using support messes up the part
Yes, but what slicer? You said they still sag on the Cetus, but is that an acceptable target to you? You're not going to get perfection with FFF supports, so how good is good enough?
RE: Using support messes up the part
No, I misunderstood you. I meant that they sag on Prusa. There is no sagging on Cetus as you can see from my pictures and i consider it perfect Z accuracy.
PrusaSlicer used for Prusa i3, UPStudio used for Cetus3D
RE: Using support messes up the part
OK, that's consistent with what I'd read before. I have no idea what the details are, but apparently Tiertime has some patent. That said, by all means, try other slicers.
My understanding of the issue with PrusaSlicer/Slic3r supports is that they put down a layer of bridging underneath the supported layer. Since there is no underlying layer to flatten the bridging layer out, it will add to the thickness of the supported part with that stringy surface you're seeing on the underside that is causing the wall to be roughly one layer thicker. If you could get rid of the stringy stuff, it would be nearly identical in thickness. There are myriad reasons for doing it this way that were discussed in the GitHub threads. Not wrong or right, but their way and less suited for your purpose.
If you've got a lot of pieces that need large supported areas like this that you can't work-around otherwise, give 'em a shot. This might be one area where Simplify 3D has an edge.
If you want to experiment a bit more with PrusaSlicer, try adjusting the Print Settings->Support material->Options for support material and raft->Contact Z distance setting. I did a quick test and while I'm not getting the dangly strings, they don't exactly look nice:
Any way you can get the gcode output from UPStudio into the Mk3 for comparison? I'm assuming it's the slicer and not the hardware making the difference.
RE: Using support messes up the part
Yes, it's the slicer making difference. But UPStudio is not capable of exporting gcode.
Anyway, I tried PrusaSlicer, Ultimaker Cura and Simplify3D. All of them use the same strategy resulting in incorrect Z height (no matter which Contact Z distance i set). They are creating a gap between the support and the part by putting the top layer of the support lower, which makes the part thicker by the amount of the gap. I can't imagine a case, where this would be a good solution.
I wish someone from Prusa Research would comment on this.
RE: Using support messes up the part
Not sure if this would make any real difference but I can help notice on the Cetus print, the bridging angle is 45. You can change the bridging angle in slicer to 45 (or 135) to mimic the Cetus and see if that helps. Its in Print Settings > Infill > Advanced > Bridging Angle
RE: Using support messes up the part
If you want comments from Prusa developer then you need to raise an issue on the Prusa Slicer github. It is located here https://github.com/prusa3d/PrusaSlicer/issues
However I believe if you were to open an issue there it would get closed as there are already open issues about this, such as https://github.com/prusa3d/PrusaSlicer/issues/2620 for example or more likely https://github.com/prusa3d/PrusaSlicer/issues/102 if you look at the date from issue 102 you will see its Jan 2017. The devs are fully aware and its the way it works but I wish you luck.
RE: Using support messes up the part
I did some quick tests using 4 of the most popular slicers:
- PrusaSlicer
- Cura
- Simplify 3D
- ideaMaker
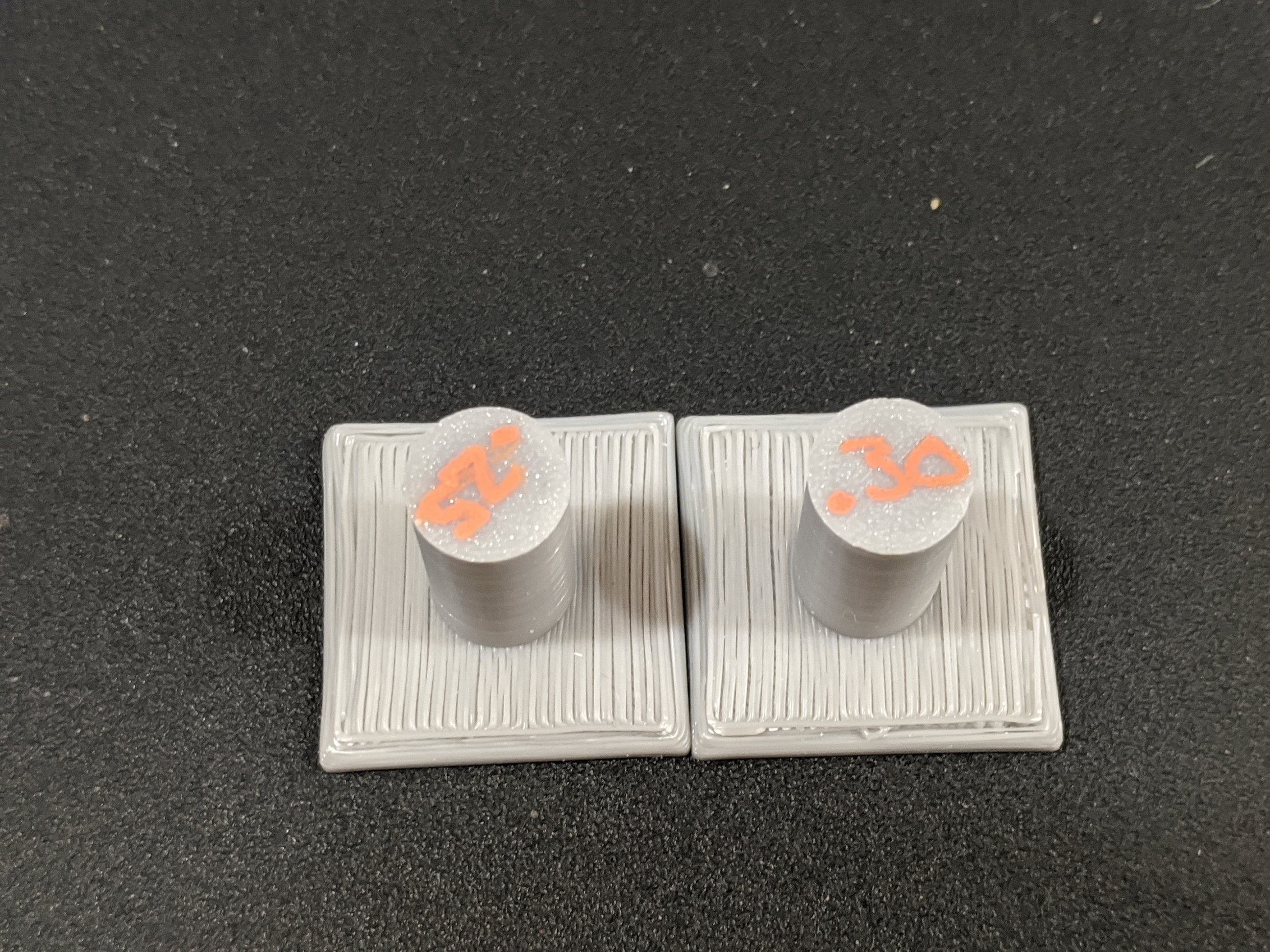
I printed each sample with Paramount PLA with 0.2mm layer heights from a 0.4mm nozzle. I used mostly default settings, although I did adjust support to extend beyond the edges of the test print where necessary. The measured thickness of the 2mm top layer are written on each piece. Here are the results:
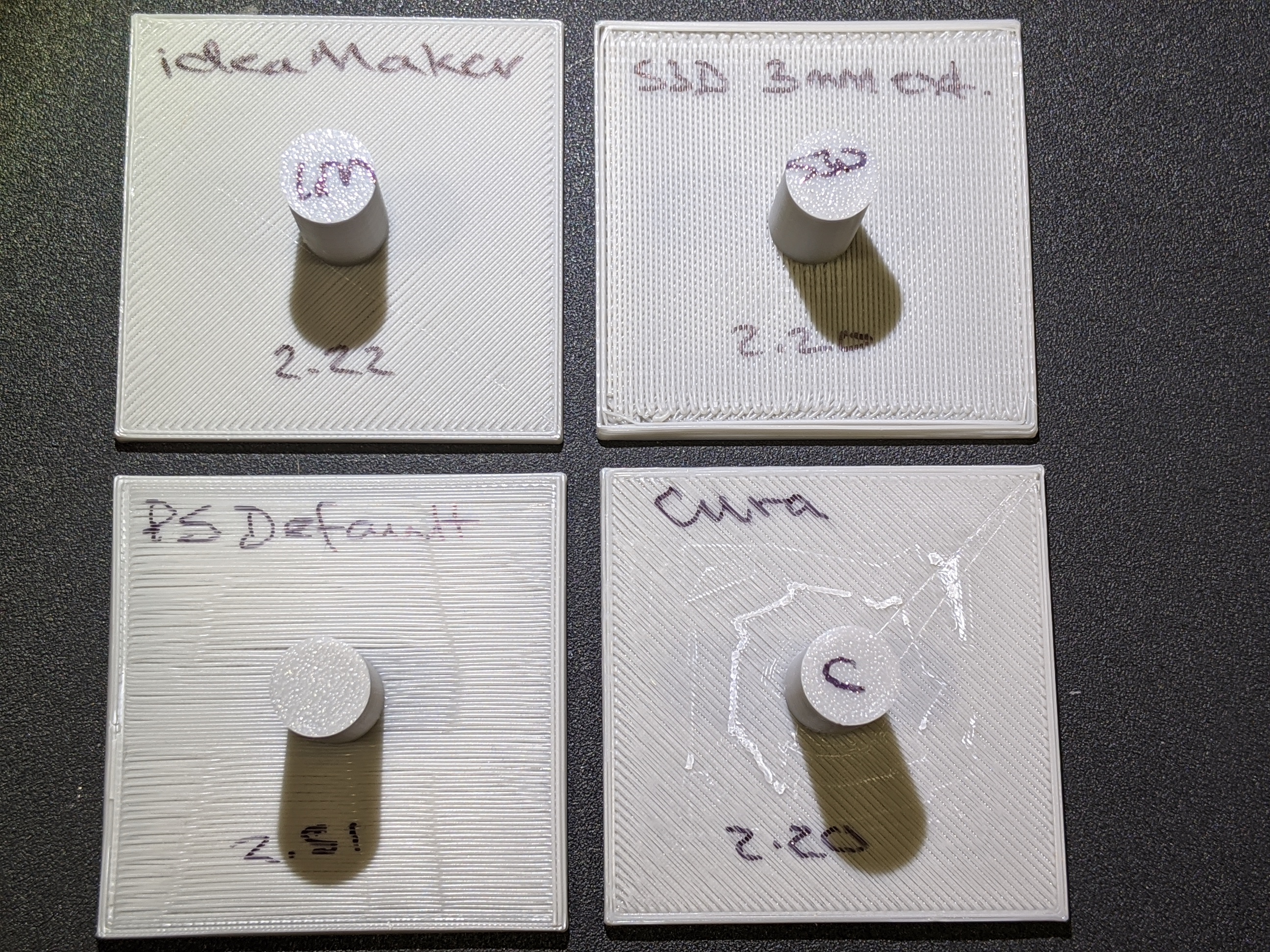
Quick findings:
- PrusaSlicer are by far the ugliest with inconsistent stringing and 2.51mm thickness.
- Simplify 3D's supports are tidy but sparse. 2.20mm thickness
- ideaMaker and Cura are very close, down to the 2.20 & 2.22mm thickness. Supports for both are very robust and require a bit of work to loosen, but fall away easily once you weaken the base. This Cura sample is slightly marred due to an unusual infill pattern used on the interface layers, but other samples were quite clean.
If you're after precision with the thickness of the supported surface, none are as spot on as it appears UPStudio produces. Visually, Simplify 3D & Cura are very nice. According to what I've read, most slicers use a z-height gap based on layer height. I'll try a repeat with lower layer heights to see if that 0.2-0.22mm thickness is reduce.
It looks like precise thickness is not an option with the current crop of slicers available for the Mk3. Good appearance of supported surfaces is certainly achievable, though still subjective. Avoiding the need for supports will always give the best results if possible.
RE: Using support messes up the part
The prusaslicer effect: Use the layer view /preview. Look at the first object layer that comes after support. You will see a huge gap between the lines. The 2nd layer is normal. That's the problem. You can change Z distance or layer height, etc. but it will not be better.
See pictures here: https://forum.prusa3d.com/forum/prusaslicer/with-support-bad-object-surface-misterious-gap/
Funny... or not: this first-layer-gap exists also when you want to print a bridge, with support off.
Of course avoid printing parts where support is needed is not a solution.
But for prusaslicer, it's not recommended to print objects wich need support. Saves you time and filament.