Unwanted holes appearing in sliced STL
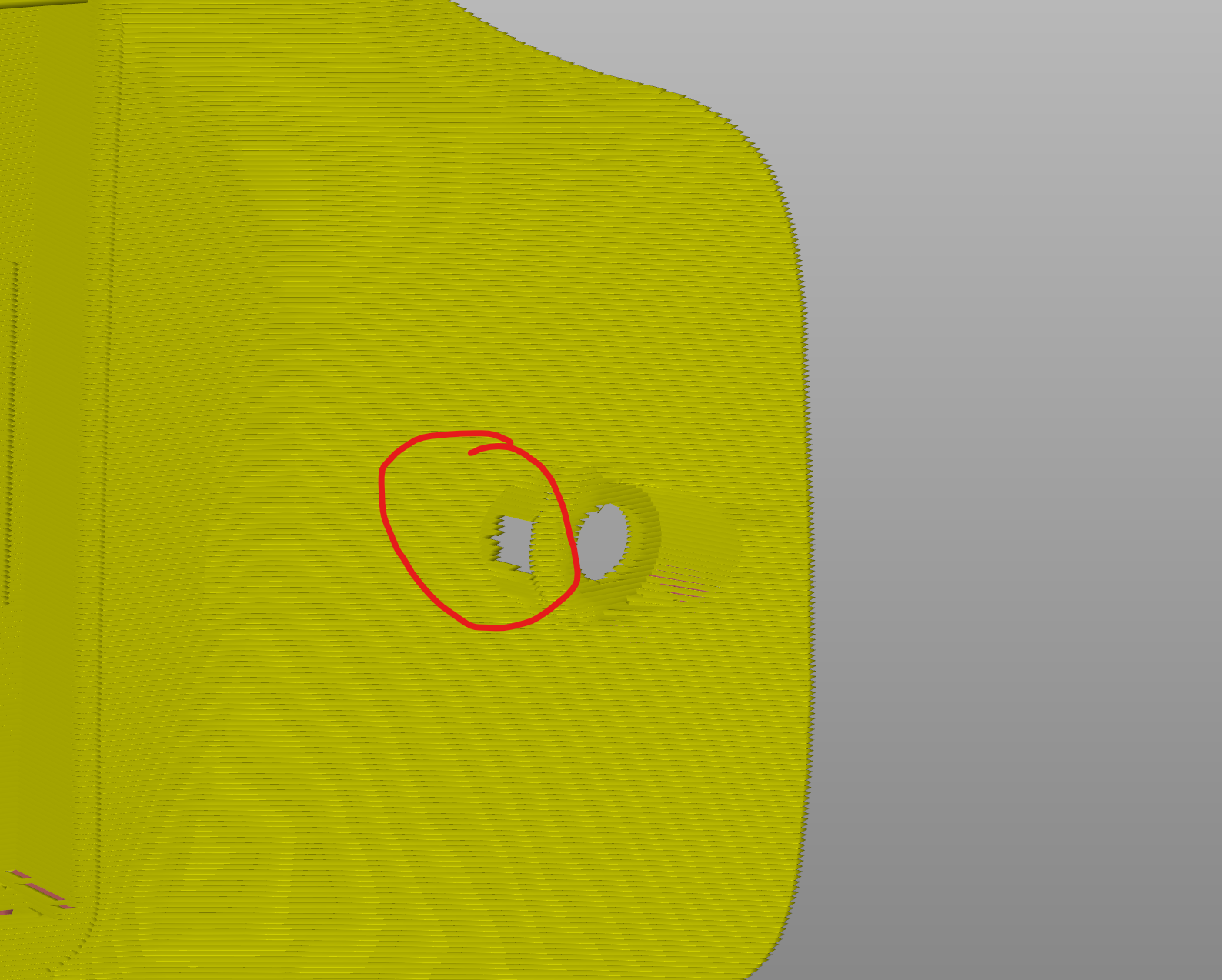
I'm having some trouble slicing this model. It appears that slicing this model creates small holes that aren't present in the STL file. I've looked around and it looks like turning off "Detect thin walls" seems to help in other areas of the model, but this hole next to the screw hole is still present. Can anyone advise on what might be causing this?
Apologies if this is the wrong forum.
Here's a link to the STL file.
https://www.dropbox.com/s/m6hdlhvonmsjyuc/Repaired%20Low%20Profile%20Rapidfire.stl?dl=0
RE: Unwanted holes appearing in sliced STL
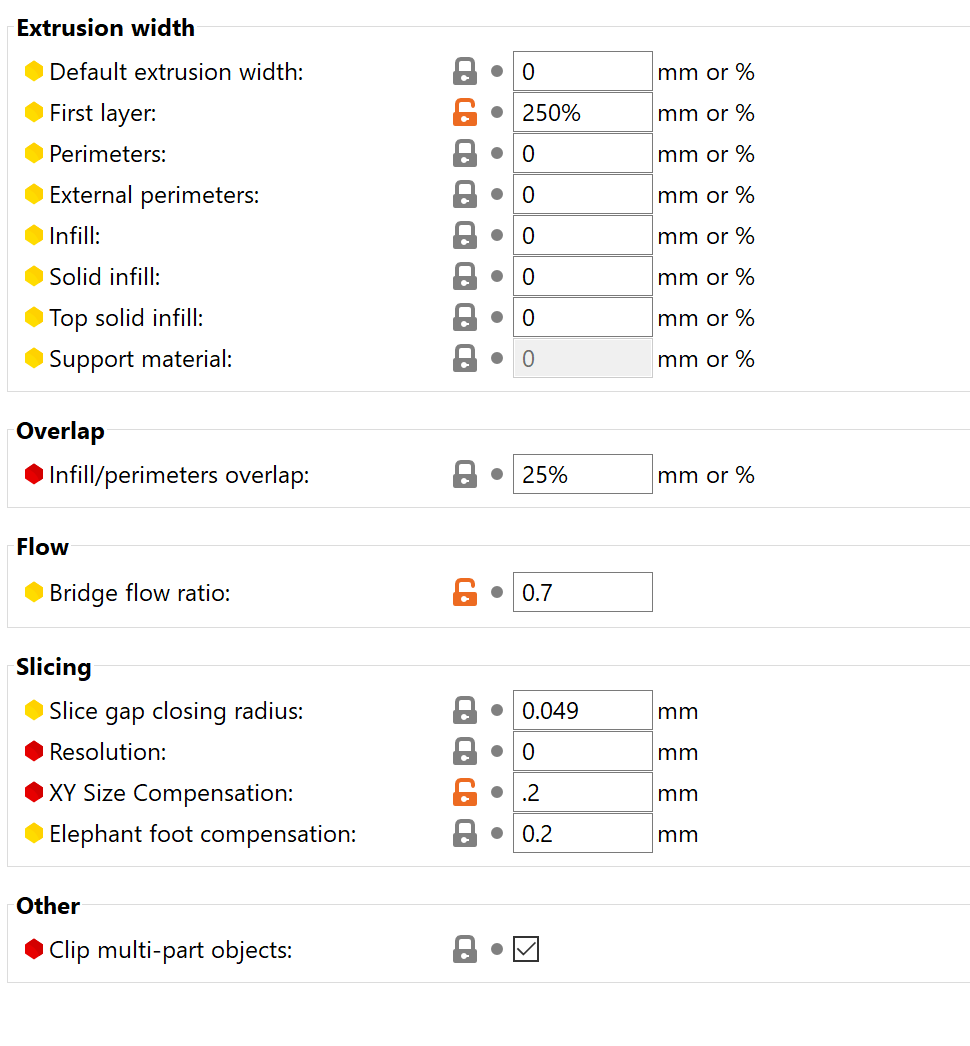
try setting XY size compensation to say 0.2mm
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Unwanted holes appearing in sliced STL
Oh wow that fixed it. Thank you! I've never heard of this property before.
I did just change my nozzle size to 0.5mm. Is this a setting I need to pay attention to when I change nozzle sizes, or is it dependent on the model?
Is there an ideal setting for this? (e.g. 50% of nozzle size)?
RE: Unwanted holes appearing in sliced STL
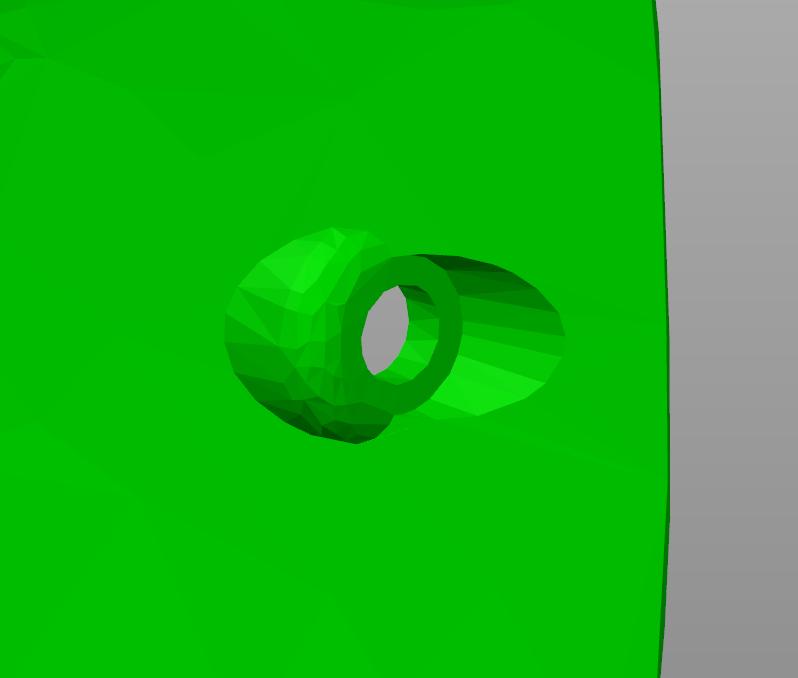
I just tried slicing this with PS 2.2.0 (Linux) using the settings I had set up for another project (generic PETg, .2mm layers otherwise default) and the reinforcements around the holes are most definitely solid. It looks like it should print as expected.
RE: Unwanted holes appearing in sliced STL
Same using 2.3.0.A2 - slices without issue at 0.2 mm -- however there are some thin walls around the screw gusset: down to one perimeter where you are seeing a hole. Are you using a 0.6 or 0.8 ,, nozzle profile?
RE: Unwanted holes appearing in sliced STL
Thanks for the responses. I'm actually using a custom profile since I upgraded to a MicroSwiss 0.5mm nozzle. I had so many issues trying to print PETG without it globbing all over the stock 0.4mm nozzle and I read that a nozzle sock + MicroSwiss plated nozzle would help. I'm also printing drone parts so I thought perhaps going up to 0.5mm might help with rigidity a bit.
Just built a MK3S kit and having fun with this so far, but still learning a lot about all of the slicer settings and getting things dialed in.
RE: Unwanted holes appearing in sliced STL
Yeah - a 0.5 nozzle probably is just past the thin wall threshold. Enable "Detect Thin Walls" and you should see those holes close up. Another workaround if you can't change the model is to increase the XY Size Compensation from zero to whatever is needed. This essentially thickens all X and Y walls the amount set and generally can help resolve thin areas in scaled designs.
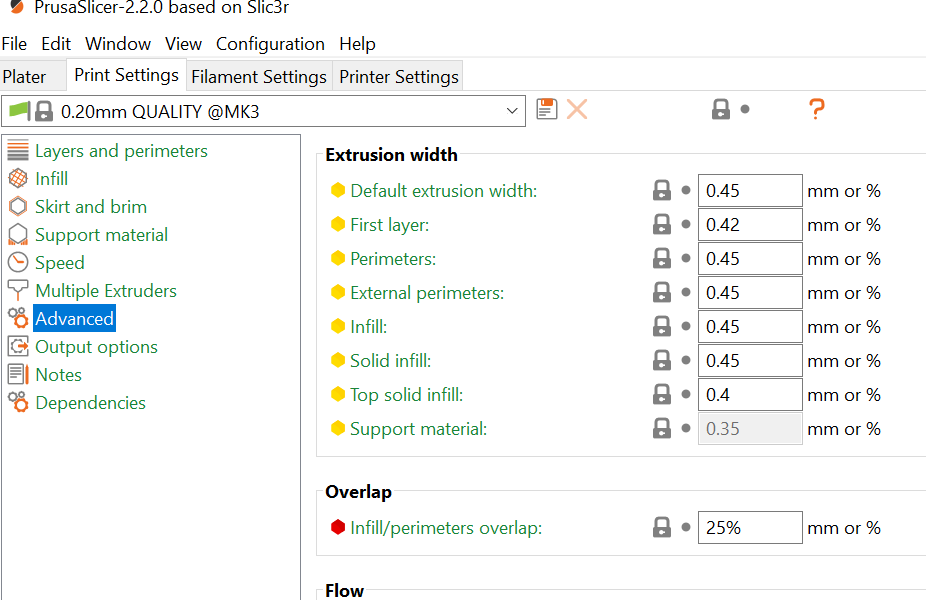
Oh - if you are printing with a 0.5 nozzle, you MUST tell the slicer you are using 0.5, and set all of the print extrusion parameters accordingly.
RE: Unwanted holes appearing in sliced STL
Here's where you start with changing a 0.4 nozzle to use a 0.5 nozzle. One method is to set all of the factors to 0 (zero) so the slicer auto generates the correct extrusion width. You won't have to guess. Save the changed PRINT profile name and save it. You'll need to modify the PRINTER profile to set the actual nozzle size. Save that profile as well. The slicer will remember the last used profile when you select the File/Quit option. You can also save a project (.3MF) - and this saves the part, the settings, etc.

RE: Unwanted holes appearing in sliced STL
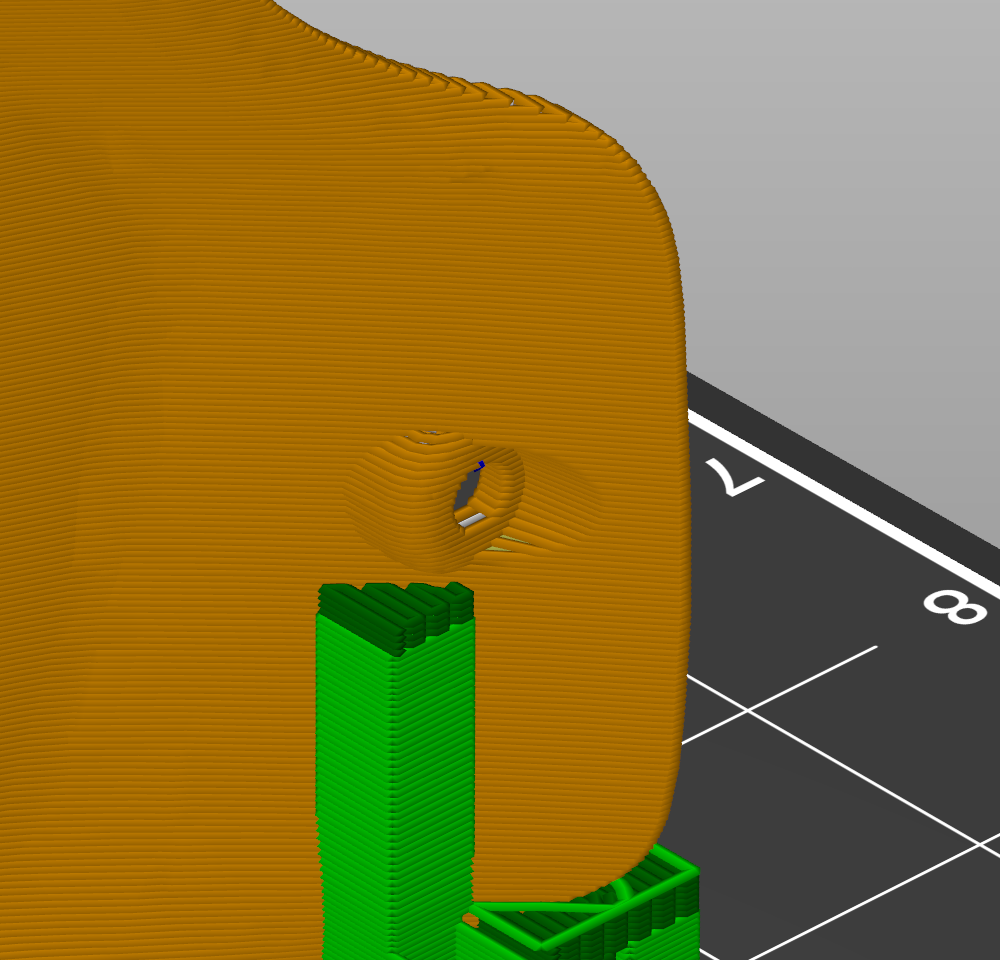
I see, so this has to do with the slicer not being able to resolve the thickness of the nozzle diameter and the thinness of the model. Without 0.2mm XY compensation as joantabb mentioned and with Detect Thin Walls on, the hole is still there plus I get these strange artifacts:
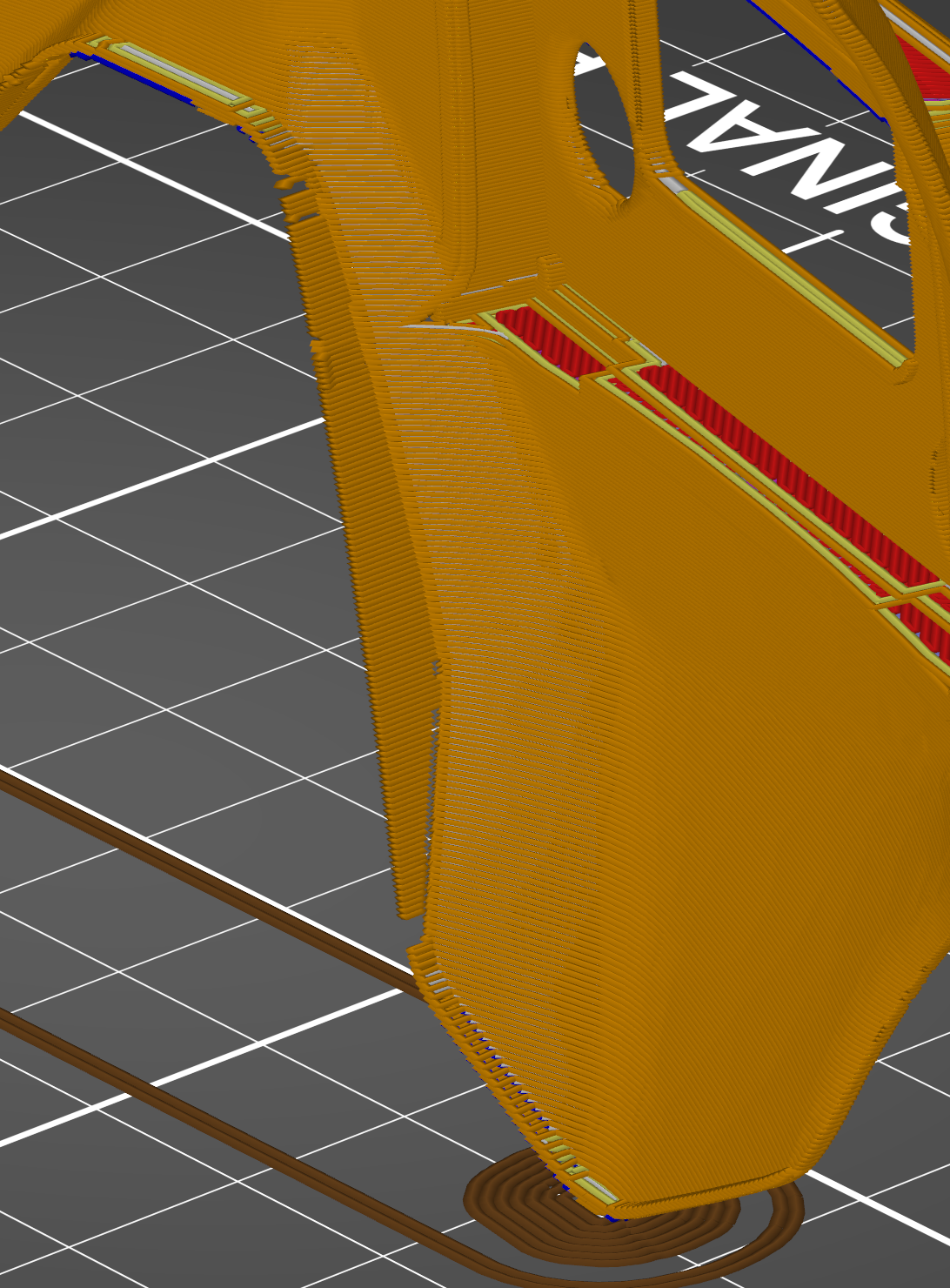
This was a remix of an existing model and a functional print, so I'm not sure how I'd make these walls thicker, but it seems like the XY compensation fixed this particular issue.
I do have the nozzle diameter set in the printer settings, and most of my layer settings are default as well.


RE: Unwanted holes appearing in sliced STL
It really isn't fixing the problem, but masks it. It would be better to fix your profiles or the part. Then again, perhaps the profiles are okay and the model is really too thin at those places.
ps: tools like MeshMixer can select the thin spots and extrude them to a thicker value, but there's a learning curve to do it well.