Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
I am having some real trouble with PrusaSlicer not slicing the file with my settings.
I am printing PETG (For the first time) and I set the first layers nozzle temp to 245 and bed to 100, but after slicing and starting, the temp starts at 220 and bed at 80.
I see other issues where I set the fan to 0% as I do not want the fan on for PETG but the fan still comes on at random speeds regardless what I have set. Although I think this is to do with 'Auto Cooling' overriding my settings. (I need to test this out.)
Can anyone tell me why PS is not using my settings for Hotend / Bed temps? (I know I am overlooking something here.)
Thanks in advance.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
It would be helpful if you zipped the .3mf project file and uploaded it here. It is easier to find the problem if we have all settings for the print.
Have a look at my models on Printables.com 😉
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@area51
Is this a project file from PrusaSlicer or the generated gcode?
Forgive me but I'm not too familiar with 3mf.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
In PrusaSlicer go to menu: Files -> Save project as...
This will save the current project as a .3mf file. You need to zip archive it before uploading to the forum (forum takes .zip files).
The project file contains model and settings used to generate the g-code. I use it all the time to save configuration for different projects.
Have a look at my models on Printables.com 😉
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@area51
I have attached my project file for you to take a look at.
It's worth noting that I set the first layer temp at 245 and subsequent layers at 250 with a bed temp of 100 for all yet when I have just tried it again, the temp started at 230 with a bed temp of 85.
I figured out that auto cooling was the reason my fan settings were being ignored (Although it doesn't make sense as I also set min and max of 0)
I also have troubles with flow rate always being set to 95 on printer so I have to increase 'Default Extrusion width' to 130% in order to get a good first layer. this is after setting extrusion multiplier to 1.1.
It's like I'm battling with printer v slicer settings here.
Hope you can help.
thanks in advance.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
Good morning Kevin,
If you have a standard Original Prusa printer, you should not need a lot of changes to the standard settings to make it work.
Looking at your example profile, it shows a Mk3S with MMU2S, set up as a multifilament session...
This does not seem to be a Standard Prusa Profile.
Prusa offer single filament profiles for 0.25mm nozzles, (I believe the reason for not offering a multifilament profile with 0.25 nozzles is down to the space needed to purge the nozzle with a small diameter nozzle. )
you appear to nave made changes all over slicer but in your example configuration you are showing a single filament task, on a model called Holder2, using extruder 2 which has a profile called Example.3mf (Prusa PETG @MMU2) which is set up for 230/230C Nozzle and 85/90C Bed with an Extrusion Multiplier of 1 (all of which are different to your expectations),
Your fan is set to be off for the first three layers and then to come on with fan always on, and 30 to 50% speed.
You have overridden your standard retraction and Z step distances... and you have over ridden your default extrusion width by 30% to counter a flow control value of 95% rather than changing the flow rate...
See (M221 S{if layer_height<0.075}100{else}95{endif}) in the Printer settings, Custom Gcode
If you start off by changing the slicer parameters and then trying to make changes to the printer to resolve issues, you are actually creating a situation in which you will be perpetually chasing your tail.
so...
1, Are you using Mk3S with MMU2S?
2, Are you using a 0.25mm Nozzle
Are you having success with your non standard settings?
How about taking a couple of steps backwards?
Clean your Build Plate really well. (I wash mine in the sink with Fairy Liquid and plenty of hot water, scrubbing well with a clean kitchen sponge, (A new one, that has never been used for dishes... so we know it is not greasy)
Make sure that your Nozzle Matches your Slicer settings
Make sure your filament type matches your chosen filament
use a Live Z test file profile to match your filament and nozzle size,
Adjust Live Z using the 7x7 mesh bed levelling option which should be available on your LCD Menu.
Slice a simple model using Prusa Slicer and a standard filament profile, and try printing that...
let us see pictures of your first layer, and your final model. or the problem if you have a failure.
best wishes, Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
I see this is a MMU2S project - I have no experience with MMU and maybe other forum users with experience using MMU can offer better help.
Changing the Default extrusion with and keeping the other extrusion settings as absolute values will not change the settings. To change first layer extrusion with, the first layer extrusion width must be changed to another value (is now 0.3mm in your project).
The extrusion multiplier is set in the Printer Settings -> Custom G-code -> Start G-code with the M221 Sx parameter and on the printer at run time. There has been a lot of discussion of the fixed 95% value, one example: Prusa Silcer Starting Gcode M221 Question
The value can be changed in Start G-code, but will properly result in over extrusion if set higher that 95% (M221 S95).
In the project, extruder 2 is used to print the model - this filament has the temperature setting: 85/90 and 230/230. To change the temperature it must be changed for the used filament (245/250 and 100/100).
Hope that helps.
(My reply crossed the reply from @joantabb, sorry)
Have a look at my models on Printables.com 😉
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@area51
Thank you for getting back to me..
With regards to your comment
"In the project, extruder 2 is used to print the model - this filament has the temperature setting: 85/90 and 230/230. To change the temperature it must be changed for the used filament (245/250 and 100/100)."
This is my problem. I have those values set to 100/100 and 245/250 in PrusaSlicer but it when starting the print, the values are different.
This is also the same for the fans as I have them set to of yet they turn on after first 3 layers and on first top shell.
It just doesn't make sense.
Thank you anyhow for the other advice.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@joantabb
Hi Joan, Thank you for you detailed reply.. I just want to clarify a few things though.
If you have a standard Original Prusa printer, you should not need a lot of changes to the standard settings to make it work.
I have just changed from using PLA and 0.4mm nozzle to PETG (Prusament) and 0.25mm nozzle
I was having real difficulty in getting the first layer to lay correctly and now I have that, I cant get layers 2-5 to lay down without bubbling.
Looking at your example profile, it shows a Mk3S with MMU2S, set up as a multifilament session...
This does not seem to be a Standard Prusa Profile.
It is a standard profile (Based on 0.1mm), but modified slightly in order to get 1st layer to be consistent - although its still slightly under extruded.
Prusa offer single filament profiles for 0.25mm nozzles, (I believe the reason for not offering a multifilament profile with 0.25 nozzles is down to the space needed to purge the nozzle with a small diameter nozzle. )
I completely reset my configuration flushing my old configurations in the process, and I still couldn't find a 0.25mm profile.
you appear to nave made changes all over slicer but in your example configuration you are showing a single filament task, on a model called Holder2, using extruder 2 which has a profile called Example.3mf (Prusa PETG @MMU2) which is set up for 230/230C Nozzle and 85/90C Bed with an Extrusion Multiplier of 1 (all of which are different to your expectations),
In my prusaslicer settings, my nozzle is set to 245/250 and bed at 100/100. This is the problem. Why does it differ after slicing?
Your fan is set to be off for the first three layers and then to come on with fan always on, and 30 to 50% speed.
In PS, it says on the gui, "fan will always run at 0% expect for the first 3 layers". This also differs when printing as the fan is switched on after 3rd layer and on first top shell.
You have overridden your standard retraction and Z step distances... and you have over ridden your default extrusion width by 30% to counter a flow control value of 95% rather than changing the flow rate...
See (M221 S{if layer_height<0.075}100{else}95{endif}) in the Printer settings, Custom Gcode
So the extrusion width was changed by me as thats the only way I could get first layer to lay down correctly.
Z step distances are as stock.. but I have a question about this and many other settings.
If I hover over a lot of my settings in a default profile provided by Prusa, I get a popup message stating what the default value should be and mostly they never match, yet I cannot modify the default profiles by design. So why do the values differ?
If you start off by changing the slicer parameters and then trying to make changes to the printer to resolve issues, you are actually creating a situation in which you will be perpetually chasing your tail.
I agree, but I didn't have much choice.. I thought I was doing something wrong.
Especially when Prusament filiment states 250 -/+ 10C and the default profile starts at 230.
Also, every time the fan turns on, the PETG print starts bubbling and failing dramatically. I was desperate.. lol
so...
1, Are you using Mk3S with MMU2S?
Yes.. both.. I have an original i3 Mk3 which was upgraded to MK3S and I have an MMU2 - (Not sure what the 'S' is here) but is running latest firmware on both.
2, Are you using a 0.25mm Nozzle
Are you having success with your non standard settings?
Yes I have 0.25mm nozzle - and 90% success. First print came out brittle and the current print is coming out with obvious layer marks around the sides.
How about taking a couple of steps backwards?
Would love to start again 🙂 (Genuinely)
Clean your Build Plate really well. (I wash mine in the sink with Fairy Liquid and plenty of hot water, scrubbing well with a clean kitchen sponge, (A new one, that has never been used for dishes... so we know it is not greasy)
My build plate is a textured PEI sheet and I have never had problems with filament sticking to bed.
Make sure that your Nozzle Matches your Slicer settings
It currently does. Doesn't it?
Make sure your filament type matches your chosen filament
Again.. pretty sure it does already.
use a Live Z test file profile to match your filament and nozzle size,
Adjust Live Z using the 7x7 mesh bed levelling option which should be available on your LCD Menu.
I am not sure what you mean by live z test profile.. Do you mean use a small print configured to my filament size (1.75)?
If so, I am already doing this too.
Slice a simple model using Prusa Slicer and a standard filament profile, and try printing that...
let us see pictures of your first layer, and your final model. or the problem if you have a failure.
I will have to wait for current print to finish (another 5 hours), but I will post some pictures after that.
Thank you for your help so far, you have given me a lot to think about.
And please don't read any of my comments as passive-aggressive as I am truly grateful for anyone's help at this point.
Will post back shortly.
Kind Regards,
Kevin Whitlam.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@joantabb
Hi Joan, Thank you for you detailed reply.. I just want to clarify a few things though.
If you have a standard Original Prusa printer, you should not need a lot of changes to the standard settings to make it work.
I have just changed from using PLA and 0.4mm nozzle to PETG (Prusament) and 0.25mm nozzle
I was having real difficulty in getting the first layer to lay correctly and now I have that, I cant get layers 2-5 to lay down without bubbling.
Looking at your example profile, it shows a Mk3S with MMU2S, set up as a multifilament session...
This does not seem to be a Standard Prusa Profile.
It is a standard profile (Based on 0.1mm), but modified slightly in order to get 1st layer to be consistent - although its still slightly under extruded.
Prusa offer single filament profiles for 0.25mm nozzles, (I believe the reason for not offering a multifilament profile with 0.25 nozzles is down to the space needed to purge the nozzle with a small diameter nozzle. )
I completely reset my configuration flushing my old configurations in the process, and I still couldn't find a 0.25mm profile.
you appear to nave made changes all over slicer but in your example configuration you are showing a single filament task, on a model called Holder2, using extruder 2 which has a profile called Example.3mf (Prusa PETG @MMU2) which is set up for 230/230C Nozzle and 85/90C Bed with an Extrusion Multiplier of 1 (all of which are different to your expectations),
In my prusaslicer settings, my nozzle is set to 245/250 and bed at 100/100. This is the problem. Why does it differ after slicing?
Your fan is set to be off for the first three layers and then to come on with fan always on, and 30 to 50% speed.
In PS, it says on the gui, "fan will always run at 0% expect for the first 3 layers". This also differs when printing as the fan is switched on after 3rd layer and on first top shell.
You have overridden your standard retraction and Z step distances... and you have over ridden your default extrusion width by 30% to counter a flow control value of 95% rather than changing the flow rate...
See (M221 S{if layer_height<0.075}100{else}95{endif}) in the Printer settings, Custom Gcode
So the extrusion width was changed by me as thats the only way I could get first layer to lay down correctly.
Z step distances are as stock.. but I have a question about this and many other settings.
If I hover over a lot of my settings in a default profile provided by Prusa, I get a popup message stating what the default value should be and mostly they never match, yet I cannot modify the default profiles by design. So why do the values differ?
If you start off by changing the slicer parameters and then trying to make changes to the printer to resolve issues, you are actually creating a situation in which you will be perpetually chasing your tail.
I agree, but I didn't have much choice.. I thought I was doing something wrong.
Especially when Prusament filiment states 250 -/+ 10C and the default profile starts at 230.
Also, every time the fan turns on, the PETG print starts bubbling and failing dramatically. I was desperate.. lol
so...
1, Are you using Mk3S with MMU2S?
Yes.. both.. I have an original i3 Mk3 which was upgraded to MK3S and I have an MMU2 - (Not sure what the 'S' is here) but is running latest firmware on both.
2, Are you using a 0.25mm Nozzle
Are you having success with your non standard settings?
Yes I have 0.25mm nozzle - and 90% success. First print came out brittle and the current print is coming out with obvious layer marks around the sides.
How about taking a couple of steps backwards?
Would love to start again 🙂 (Genuinely)
Clean your Build Plate really well. (I wash mine in the sink with Fairy Liquid and plenty of hot water, scrubbing well with a clean kitchen sponge, (A new one, that has never been used for dishes... so we know it is not greasy)
My build plate is a textured PEI sheet and I have never had problems with filament sticking to bed.
Make sure that your Nozzle Matches your Slicer settings
It currently does. Doesn't it?
Make sure your filament type matches your chosen filament
Again.. pretty sure it does already.
use a Live Z test file profile to match your filament and nozzle size,
Adjust Live Z using the 7x7 mesh bed levelling option which should be available on your LCD Menu.
I am not sure what you mean by live z test profile.. Do you mean use a small print configured to my filament size (1.75)?
If so, I am already doing this too.
Slice a simple model using Prusa Slicer and a standard filament profile, and try printing that...
let us see pictures of your first layer, and your final model. or the problem if you have a failure.
I will have to wait for current print to finish (another 5 hours), but I will post some pictures after that.
Thank you for your help so far, you have given me a lot to think about.
And please don't read any of my comments as passive-aggressive as I am truly grateful for anyone's help at this point.
Will post back shortly.
Kind Regards,
Kevin Whitlam.
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
Cheers Kevin.
running a 3D printer is more of an artform than click and forget!
Mk3 is the early version of the current Printer which came with Virtual X and Y endstop sensors, Temperature compensated Z sensor (PINDA) , Removable Buildplate and filament sensor, , it used a Laser filament sensor which turned out to have a few issues
Mk3S is the 'Sports' ? 'Superior'? 'Second Iteration' ? of that model of printer it comes with all of the above except that the filament sensor is now infrared, and the extruder housing is different to accommodate the new filament sensor and make hot end maintenance easier
If you have a picture of your printer it may help...

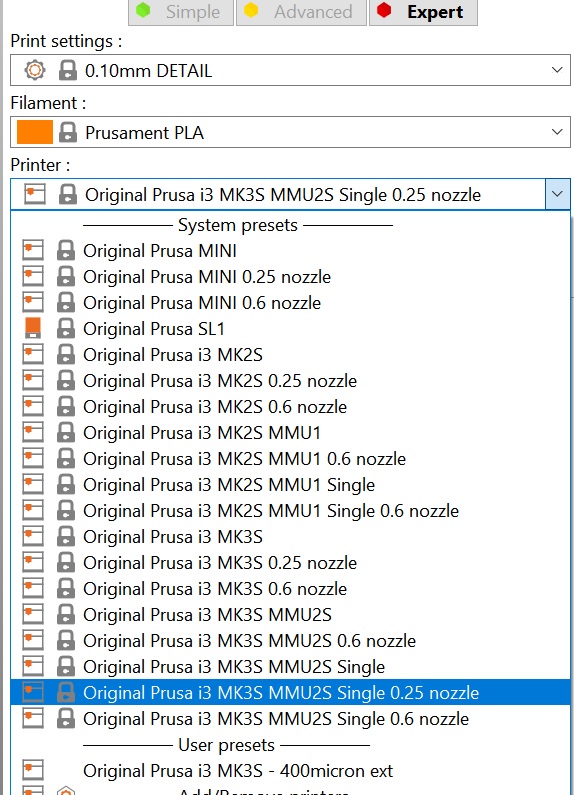
As you can see, I have chosen Mk3S with MMU2S in the configuration list above, (I also have a standard Mk3S so that is selected as well.)
If you have the Mk3 printer with the MMU2 then select that instead please.
It helps to have the correct printer selected! 🙂
I am using Prusa Slicer version 2.2.0
You may save yourself some heartache if you use an existing profile rather than create a new one, whilst you are learning the trade.
Working in the MMU multiple filament settings can be really confusing, As I think you have found out. You can easily make changes against the wrong filament and confuse yourself...
could you check your version of Prusa slicer and select the single filament 0.25mm nozzle MMU or MMU2 (depending upon which you actually have!)
once that is sorted, give the standard prusa PETG Profile a go... (the only change I would make, is to reset retraction to 0.4mm(Prusa Default is 0.8mm))
Ah! you also mentioned the confusion of the defaults in the hints fields being different to the set values in the prusa profiles... That always confuses me too...
For a moment, imagine you are an early 3D printer wizard, and you have built your pride and joy, and taught it to eat ABS filament, you then developed an open source slicer in your own image. and to save confusion, you decided to call it Slic3r...
You played with Slic3r until you thought it was share able, and you launched it into the wilds of the internet...
and your first user, contacted you and said... (Perhaps)... (I wasn't there myself) 🙂
"I see your slicer, and it looks interesting... but every field is empty and I haven't got a clue what to dooo...!"
It was your baby, so you know all of the answers but maybe forgot that Newbs might want to make use of your efforts...
So, you revisit the product and you add a load of pop up messages that suggest defaults that will at least give folk something to start with...
and off you go...
Then there is a Minor explosion in the 3D printing world, and a multitude of different filaments, extruders, and printers become available. .
Now you have another problem... You can't sensibly put a default value, for every parameter, for every filament, for every extruder, for every printer, within a snappy short message... so you don't try... you just leave the original hint set in service!
What Prusa seem to have done is create a fork in the Slic3r heritage, which they called Prusa Slicer, and then created a whole host of additional forks within that new path, for all of the Prusa family printers...
within the Prusa Family subset they have set up documented profiles for many filaments for many printers to give users a general starting position, but they have never revisited the defaults in the hints in the original core software...
Now I could be talking total baloney... but I typically look at the existing working value, and decide if I want to change it, and based on my reasons for changing it, I decide which way to change it...
So, typically I reduce the Prusa retraction distances to 0.4mm for direct drive printers (all of the Mk(x) printers except for the Mk2 with MMU1, which was a bowden printer and the Mini which is a bowden printer...
for the mk2 with mmu1 I use 2mm retraction instead of the standard 4mm.
I don't have a Mini, but expect that I would reduce that from the standard 3.2mm retraction to say 2mm also...
the other exception is TPU where I typically use 0.0mm retraction.
anyway I have given you a load to play with, so have a read, have a play and come back if there are any new questions...
Note! I spend a lot of time moderating new users and so don't often get to trawl the general forums, so If you have a direct query for me, please PM Me, once you are able to do so.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@joantabb
Hi Joan,
Thanks again for your detail reply and it totally makes sense with regards to the default popup messages.
However I have reinstalled PrusaSlicer and setup with the same Mk3S + MMU2S option as always, but I do not get all the profiles you are seeing.
I only get
0.05 , 0.07, 0.10 and 0.15. I do not get any 0.25 (0r 0.2 would be acceptable) print settings options.
Is this normal if I do not select 0.4mm nozzle in configuration wizard?
RE: Slicing does not keep all my settings - (Fan control)/(Hotend Temp)/(Bed Temp)
@kevin-w41
Hi Kevin, which version of Prusa Slicer do you have?
I may have a different version,
mine is 2.2.0
With a 0.25mm nozzle the largest recommended layer height would be 80% of 0.25mm nozzle. or 0.2mm Layer height
Why Prusa don't have a profile set up for that layer height, I do not know.
if you want to try 0.2mm layer height, why not simply take the 1.5mm layerheight and increase the layerheight to 0.2mm
do a test print and see what happens. (if the first layer can be 0.2mm I don't see why the remaining layers cannot be o.2mm.
I made a model o.4mm thick, and sliced it with the 1.5mm layer height setting, it sliced as 0.35mm thick, and showed 2.65 grams.
I changed only the layerheight, to 0.2mm and resliced the same model, this time the final thickness showed as 0.4mm and the weight was shown as 3.04grams. which confirms that changing the layer height does cause prusa slicer to allocate aproximately 1/8 more filament when the thickness is increased by 1/8...
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK