Single extrude wall and Slicers path choice ..
Not sure you can call this a bug but is kind of destroys an other wise perfect print. 2.3.0 final
Stopping a single extrude wall in mid path to go do something else the coming back is never going to work no matter how tuned retraction is.




RE: Single extrude wall and Slicers path choice ..
Here is the 3mf file.. printer is a Makergrear
RE: Single extrude wall and Slicers path choice ..
You need to ZIP Compress the .3mf files before they will attach...
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Single extrude wall and Slicers path choice ..
Sorry.. Also am I missing the Edit button or does it vanish after a few minutes??
RE: Single extrude wall and Slicers path choice ..
@airscapes
Unfortunately yes the Edit button does disappear after a short while, Some say too short a while!
thanks for the file, I will have a look in a moment.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Single extrude wall and Slicers path choice ..
@airscapes
Hi,
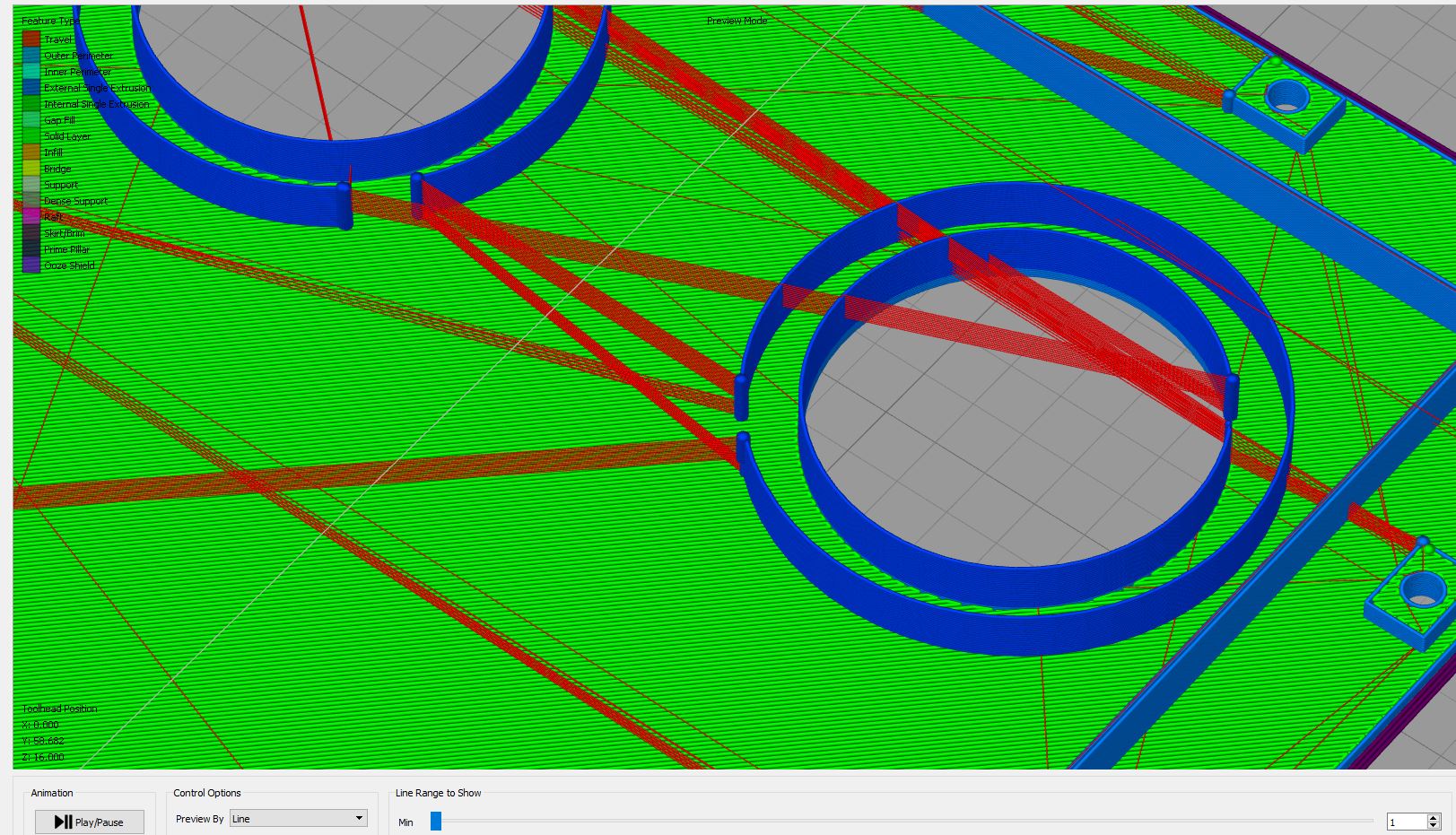
I have had a look at your model, it looks ok when sliced... BUT... I am perplexed, the single extrusion walls all have a gap in the model and yet the slicer doesn't use the existing start and stop points as the retraction and detraction points but chooses to put the retraction/detraction somewhere in the length of what should be solid perimeter...
Does the makergear printer use linear advance?
I didn't see any M900 Kxxx codes in the custom Gcode areas
I don't have a 0.75 nozzle, or ABS, so testing your setup is difficult (that phrase has given me an idea)...
anyway, I took your model and cut one hole out of it, to play with... and this is the result using Mk3S, 0.4mm nozzle and PLA...

it's printed in Galaxy Black, so the light particles are glitter in the filament...
and this is the result of my MAD idea...
Using My Mk3s with most of your settings, I printed the part below, 
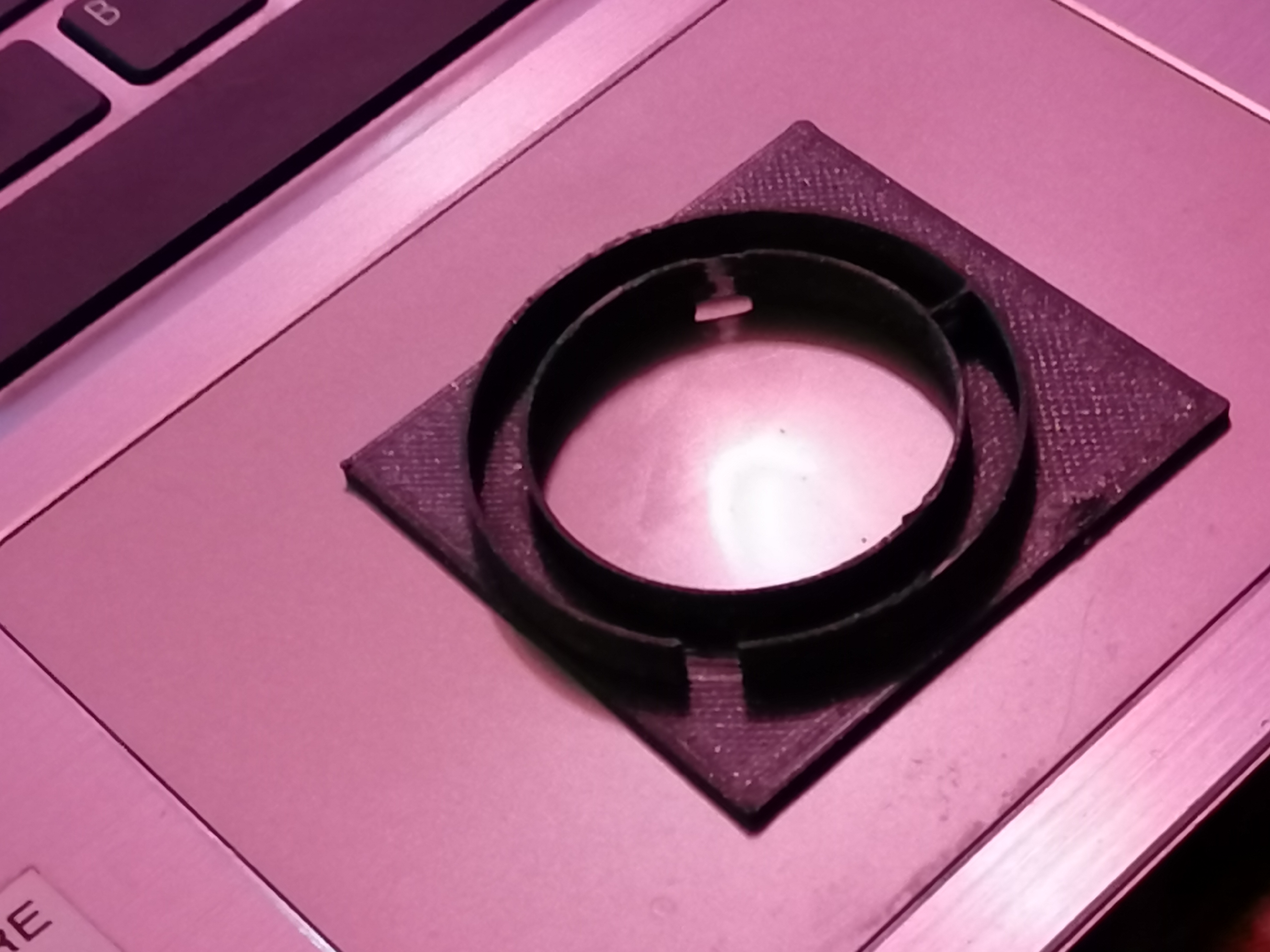
this was printed with a 0.4mm nozzle set to extrude 0.8mm wide,
I used the same retraction settings that you used and no linear advance,
the retractions part way round the caused some stringing and the gap in the inner wall had stringing across it as well
but there were no tears in the walls
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Single extrude wall and Slicers path choice ..
Hi Joan!
Thanks for looking at this but I think you will need to take the entire model from just below the single wall the try and print it. This issue is the slicer stops the single wall, move over to the boss on the edge, prints that layer then returns to the single wall. S3d 4.01 prints the walls completely without stopping in the middle to go do something else. what size nozzle do you have on your Prusa, I will alter the model and remove the lower layers so you can test this with more accuracy. This has nothing to do with settings that I can see, it is the slicer that is in error.
Sorry .4mm will update and post a new stl in the morning USA EST
Thanks!
Doug
No idea what linear advance is, the Makergear M2 I have is from 2018 and uses an old version of Marlin probably pre 1.6 from what I can see in the docs..
RE: Single extrude wall and Slicers path choice ..
@joantabb
I have attached an STL of the same part with some features that are not important to the issue remove. I reduced the thickness of the plate and changed all walls to .4mm . If you slice it you will see the same travel moves that created the gaps in the walls. When sliced in S3D the travels alway stop/start at the breaks in the walls not in the center. It is clear there are retractions in the center of the single wall. You original test will hot show this as the other features are needed within the model for the slicer to choose this bad pathing. Hope that makes sense.
RE: Single extrude wall and Slicers path choice ..
@joantabb Any chance you can test this?
RE: Single extrude wall and Slicers path choice ..
[...] I don't have a 0.75 nozzle, or ABS, so testing your setup is difficult (that phrase has given me an idea) [...] and this is the result of my MAD idea...
Using My Mk3s with most of your settings, I printed the part below, [...]this was printed with a 0.4mm nozzle set to extrude 0.8mm wide
I've been working with using wider extrusions quite a bit lately. If you look at the E3D nozzle drawings, the B dimension shows the area of the nozzle around the opening. It is roughly double the size of the actual opening. This means you can get well-formed extrusions with the desired oval/stadium cross-section using extrusion widths up to 200% of your nozzle size, provided you're using good quality nozzles that conform to E3D's dimensions.
I'm in the middle of doing some 24-36 hour prints of large tabletop scenery parts. I'm using a 0.6mm nozzle with a 1mm extrusion width for perimeters and a single perimeter and am getting good results. This is knocking 10+ hours off print times.
Detail can suffer a bit, and the old 120% recommendation is still good, but for some prints, using extrusion widths of 200% of nozzle size can work very well.
RE: Single extrude wall and Slicers path choice ..
@joantabb
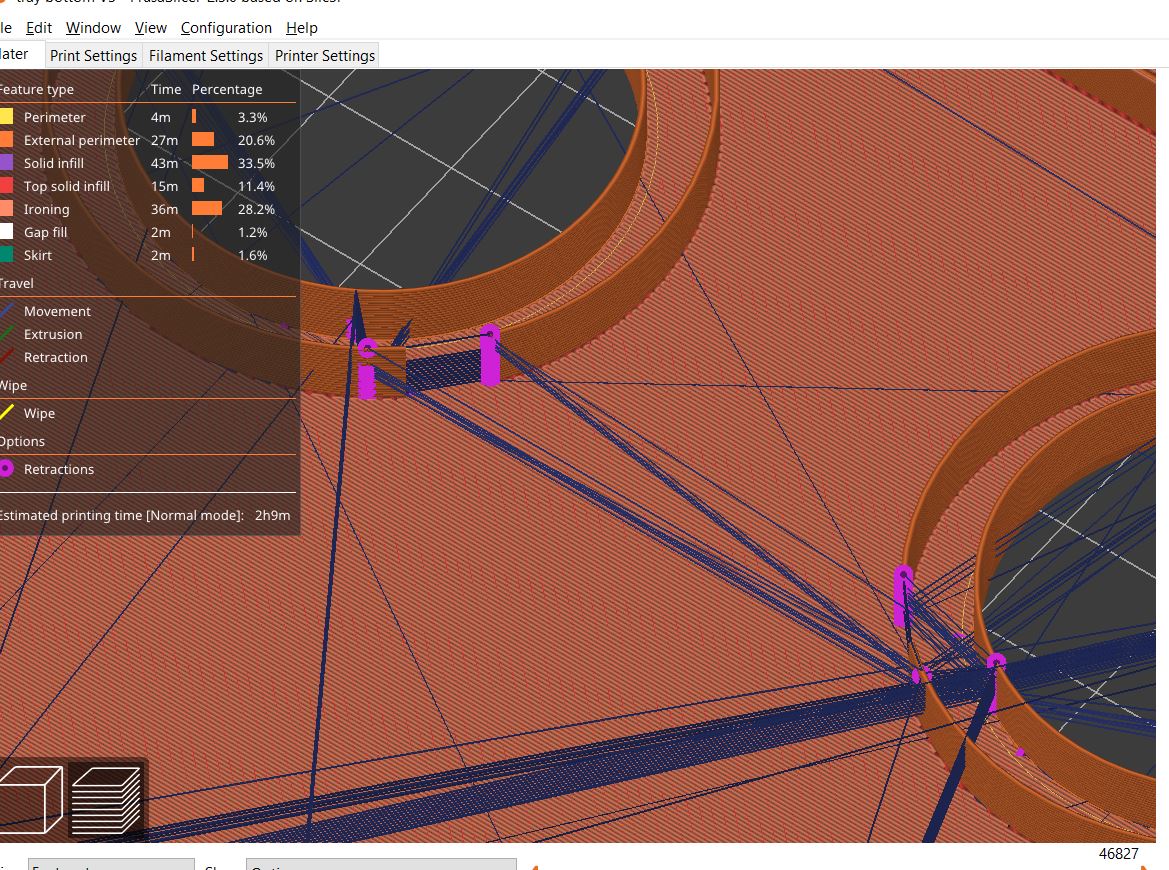
I updated the stl to be .4 width.. this issue I am showing you does not need to be printed.. just slice it, you will see the print stops in the process of making the wall rather than waiting until it gets to the end.. this will cause issue no matter what the settings. I tried all options for seam.. no changes where the slicer put the travel move.. If you look at the image of the PS it is stopping and moving about 5mm before the end of the wall.. S3D goes to the end of the wall and then travels.
RE: Single extrude wall and Slicers path choice ..
@airscapes
the test file with 0.4mm walls, doesn't slice for a o.4mm nozzle in Prusa Slicer.
the 0.8 walled file would not slice for a o.8 mm nozzle
I printed the 0.8mm wall as a single extrusion with the 0.4mm nozzle, and extrusion width near 0.8mm, it came out a bit lumpy, possibly because the slicer was trying to print the individual segments that make up the segmented circle.
the 0.4mm version does slice for a 0.25 mm nozzle when you set the extrusion width to 0.37mm or less
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Single extrude wall and Slicers path choice ..
@airscapes
the 0.4mm version does slice for a 0.25 mm nozzle when you set the extrusion width to 0.37mm or less
regards Joan
So where does it end the travel.. same as the image I showed or is it like S3D at the end of the walls?
RE: Single extrude wall and Slicers path choice ..
@airscapes
Oddly not at the ends...

regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Single extrude wall and Slicers path choice ..
@airscapes
Oddly not at the ends...
regards Joan
DING DING DING DING!!! That is the problem! 🙂
I would assume this is a bug..
RE: Single extrude wall and Slicers path choice ..
Hello! Sorry I'm late to the party. Any fixes to the issues described above? I'm having a similar issue. Half of the prints looks amazing and half of it looks terrible. It is definitely in the slicer path. The half the looks bad the nozzle jumps around to different locations while printing the same layer. Any help would be super cool
