Prusaslicer tries to print midair when closing infill
So I'm trying to print the body of this print https://www.thingiverse.com/thing:1996077/files
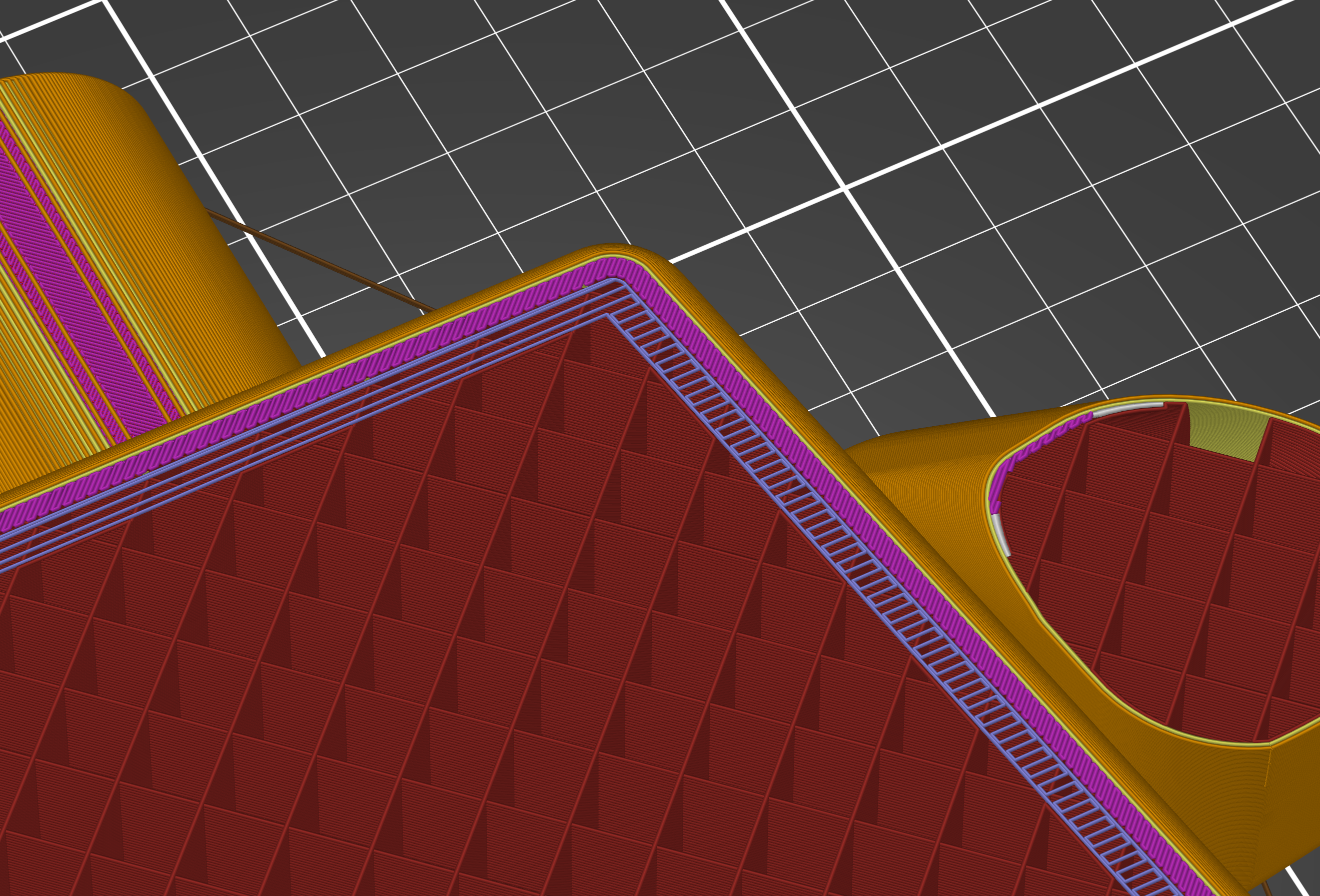
And during printing I noticed that the print head was bumping into the print. What turns out when doing the fill pattern on top of the infill it just prints midair and thus the plastic curls upwards and the next layer the printer keeps om bumping into that upwards curled plastic. Causing 2 print artificts 1. where the plastic was curled upwards lines aren't uniform 2. the whole layer goes a bit out of sync causing a somekind of layer thickning effect.
I've checked the slicing in Prusaslicer and indeed it just command to print into the air. Are there to tune the fill patterns on top of infill?


RE: Prusaslicer tries to print midair when closing infill
Well, by definition some parts of filament laid down on top of infill must print on thin air so there's nothing unusual about it. The only way to avoid is would be 100% infill.
With gyroid I found 10-15% be usually plenty of good with flat top surfaces but you can try to go higher. I pretty much never go beyond 40%. Another idea is to use adaptive cubic infill. You may also want to try to adjust temperature and speed down to see if you can avoid the curling.
RE: Prusaslicer tries to print midair when closing infill
and that is why Super Slicer extends that infill pattern to the closest infill line beyond where it needs to be.
I would agree with Fuchsr though that choosing a different infill pattern would probably be of benefit. Gyroid also generates much more gcode due to all the curves for minimal benefit over something like cubic. On larger models that can add up quite a bit.
RE: Prusaslicer tries to print midair when closing infill
Keep in mind though that any infill pattern is subject to this effect. Just because grid is selected doesn't mean the layer will extend to the appropriate infill cross section. You'll still get curl if the infill density isn't sufficient.
RE: Prusaslicer tries to print midair when closing infill
@tim-2
Agreed. I actually found grid one of the patterns most likely to give me trouble. With grid, lines actually cross within a given layer so there are small "pileups" where lines intersect. My preference used to be gyroid but I found myself using adaptive cubic or support cubic more and more.
RE: Prusaslicer tries to print midair when closing infill
@fuchsr
I am trending towards line infill. Fast, doesn't corrupt walls too much ... lol. Or I'll use rectilinear and set infill width to 0.6 so fast infill extrusions don't break down. Both have the issue at hand. When I suspect curl will be a problem, I go for the hex pattern Honeycomb - I feel it has the best chance for catching stray layer ends.
RE: Prusaslicer tries to print midair when closing infill
Hi all, thanks for the feedback. I didn't knew about Superslicer but that has indeed more options, more particularly the "supporting dense layer" option seems to be doing the trick.