Problem with retract , retract value positive from 0.02 to 74...mm
Hello I problems with the retract,
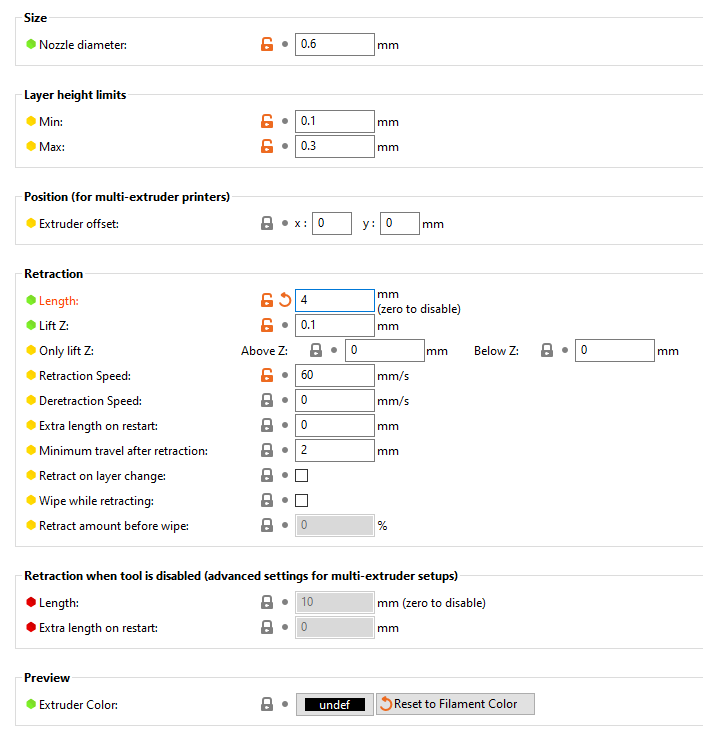
Assuming that if I have 3 mm of retract adjusted, I am looking forward to find E-3.00000 mm for RETRACT and G1 E3.00000 for UNRETRACT.
In prusaslicer (latest release2.3.2) there is a very strange behaviour.
The prints are aweful sometimes I didnt even see a retract and have up to thick lines between retract and unretract points
Some travel moves do have a full filament line.
I first thought I may have an problem with the baby stepper not beeing able to manager 60 mm/s and skips.
But then I digged in the gcode file and found a very strange behaviour.
Exported gcode with full comments and started searching for unretract und retract
Unretract seems to work proper but there is a major problem with retract:
retract varies from verly little values to insane but never 3mm
example:
G1 E0.00120 ; retractG1 E0.00120 ; retractG1 E0.00120 ; retractG1 E0.00120 ; retractG1 E0.00521 ; retractG1 E0.00590 ; retractG1 E0.00657 ; retractG1 E0.00657 ; retractG1 E0.00660 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 ; retractG1 E0.00701 F2400.000 ; retractG1 E0.00724 ; retractG1 E0.00885 ; retractG1 E0.00885 ; retractG1 E0.00885 ; retractG1 E0.01045 F2400.000 ; retract
.....
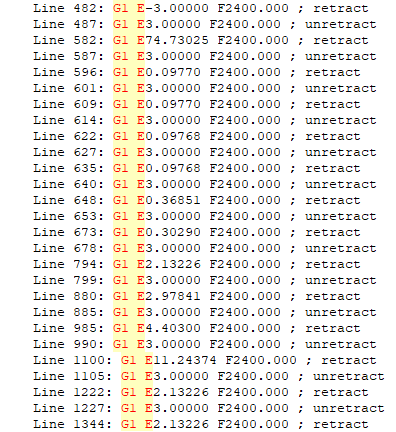
G1 E2.71545 F2400.000 ; retractG1 E2.71548 F2400.000 ; retractG1 E2.71548 F2400.000 ; retractG1 E2.71548 F2400.000 ; retractG1 E2.85086 F2400.000 ; retractG1 E2.85086 F2400.000 ; retractG1 E2.85086 F2400.000 ; retractG1 E2.85086 F2400.000 ; retractG1 E2.91316 ; retractG1 E2.93144 ; retractG1 E2.95722 ; retractG1 E2.97841 F2400.000 ; retractG1 E20.13277 F2400.000 ; retractG1 E22.32023 F2400.000 ; retractG1 E22.85964 F2400.000 ; retractG1 E23.11002 F2400.000 ; retractG1 E24.01876 F2400.000 ; retractG1 E25.95219 F2400.000 ; retractG1 E26.98931 F2400.000 ; retractG1 E27.49234 F2400.000 ; retractG1 E28.42538 F2400.000 ; retractG1 E28.77720 F2400.000 ; retractG1 E-3.00000 F2400.000 ; retractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretractG1 E3.00000 F2400.000 ; unretract

 retract problem ps 2.3.2.gcode
retract problem ps 2.3.2.gcode
so this is the retract end of skirt jump to the first part extrusion.
There i get a line from the retract to the unretract massive and the E Value to that move
seems to be E74.70325
This is totally screwed up from my point of view.

What is going on ? Is there any box I have ticked I dont understand?
any help appreciated
Please post your project file
Please bear in mind that this is a user to user forum. As we can not see the settings you have on your printer from the supplied information its almost impossible to give any valid advice. The normal way is to save your current project (File>Save Project) that displays the problem. This will save a 3mf file. Zip up the 3mf file and attach the zip file to a post here. Must be zipped as currently the forum doesnt accept 3mf files.
With a project 3mf file we get to slice with the same settings you do, generate our own gcode etc and can play around with settings and debug things much much easier.
It may be that you have found a genuine issue. If you have then the proper place to report that is the Prusa Slicer github. That is located here https://github.com/prusa3d/PrusaSlicer/issues?q=is%3Aissue+is%3Aopen+sort%3Aupdated-desc Issues posted there get a proper number etc and will be seen by the devs. However to post an issue there you would still be asked to attach your problem project file so its best to post it here first. It may just be some setting somewhere.
Basically anything to reduce the dev's workloads 🙂
edit
Ran out of edit time but.....
I will say from one of your screen caps that you seem to be running in absolute extrusion mode. You have an E77.73025 and the next line commented retract shows E74.73025. Thats 3mm less in absolute mode so it will retract 3mm. Your printer firmware does use absolute mode doesnt it ? If it doesnt then configuring it to that mode wouldnt be very useful.
RE: Absolute E and dereract moves
Notice also the G92 E0 before each dereract. That's why deretract is using an absolute value so different from the preceding retract value.
Not sure how or why you'd turn on absolute E, but that seems to be the case.
Hiya Bob 🙂
Yeah I suspect they have the absolute set but also have the G92 E0 still in their between layers section and its messing things up. We wont know for sure until the project gets posted.