A little help to get my prints perfect please
Hi all,
Im getting very nice results, just that last little nifty thingy I don't get to disappear 🙂
Serious now.
I'm using the latest version of PrusaSlicer and use it on both of my MK3's.
I manage to get very nice prints, but just that "litlle blob" at the ending of the line is still there. And I mean really little blob.
The option "wipe while retracting" is set on.
I guess I'll need to play with the option "retract amount before wipe"? The thing is: How does this work? I understand this is a %. But from what value? My retraction is currently set to 0.8 mm. Does this mean that, if I set this option to 50%, the machine will retract 0.4 mm before the wipe? And if yes, after the wipe, will it retract the other 0.4 mm that are left over, or wil this be a different value?
Thanks all!
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab
RE: A little help to get my prints perfect please
Another user recently changed z-lift from default to 0.05 mm and was happy with the reduced pointy bits on his tile model.
RE: A little help to get my prints perfect please
In a perfect world, the printer would only extrude what we tell it to in the slicer. In reality, physics and filament charactertics tend to get in the way. Features like retraction, z-lift, wiping and coasting (Cura) have been added to compensate. Linear Advance and filament diameter and extrusion multiplier calibration go a long way towards getting filament to perform more like the ideal. With a bit of work anytime I try a new filament, I can usually getg results with:
- 0.2-0.4mm retraction
- 0-0.4mm z-lift
- No coasting (Cura)
- No wipe
YMMV and different filaments aways add kinks, but if you're down to those last bits of tuning, don't overlook Linear Advance and filament extrusion multiplier tuning. Also calculate your actual filament diameter and reduce print temps if practical. The less "fixing" you can get by with in the slicer, the better.
RE: A little help to get my prints perfect please
Another user recently changed z-lift from default to 0.05 mm and was happy with the reduced pointy bits on his tile model.
0.05?
The standard setting in Prusaslicer for the provided (mine too) profile is 0.6 mm.
Didn't you want to say 0.5?
Thanks!
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab
RE: A little help to get my prints perfect please
In a perfect world, the printer would only extrude what we tell it to in the slicer. In reality, physics and filament charactertics tend to get in the way. Features like retraction, z-lift, wiping and coasting (Cura) have been added to compensate. Linear Advance and filament diameter and extrusion multiplier calibration go a long way towards getting filament to perform more like the ideal. With a bit of work anytime I try a new filament, I can usually getg results with:
- 0.2-0.4mm retraction
- 0-0.4mm z-lift
- No coasting (Cura)
- No wipe
YMMV and different filaments aways add kinks, but if you're down to those last bits of tuning, don't overlook Linear Advance and filament extrusion multiplier tuning. Also calculate your actual filament diameter and reduce print temps if practical. The less "fixing" you can get by with in the slicer, the better.
Bob,
If I read the comment from Tim, and assume he wants to say 0.5 mm, then your settings could make sense.
Need to try them out one of the following days.
Thank you!
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab
RE: A little help to get my prints perfect please
No, I meant 0.05 mm [zero dot zero fiver] ...
RE: A little help to get my prints perfect please
@tim-m30
Hey Tim, as I see the pics in that thread, you're having troubles on the top layer.
The little blobs I was referring too where only visible in the sides of the print. The top layers do look great.
I will try to make a pic tomorrow to show what I mean.
Maybe my description of the problem was not to good/correct 🙄
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab
RE: A little help to get my prints perfect please
I didn't bother testing retraction distances below 0.1mm but anything above 0 will relieve the pressure in the nozzle, which may be all that is needed to eliminate or reduce stringing. The difference between 0 and 0.1mm was considerable.
I suspect these same considerations apply to all of these extrusion work-arounds. Anything that reduces pressure in the nozzle will make a difference. The better calibrated the slicer is for the physical filament, the less work-around required.
RE: A little help to get my prints perfect please
In that other thread I walked away thinking the small z-lift - in addition to less retract - was acting to iron the string.
RE: A little help to get my prints perfect please
I'm a day little to this appointment 😌
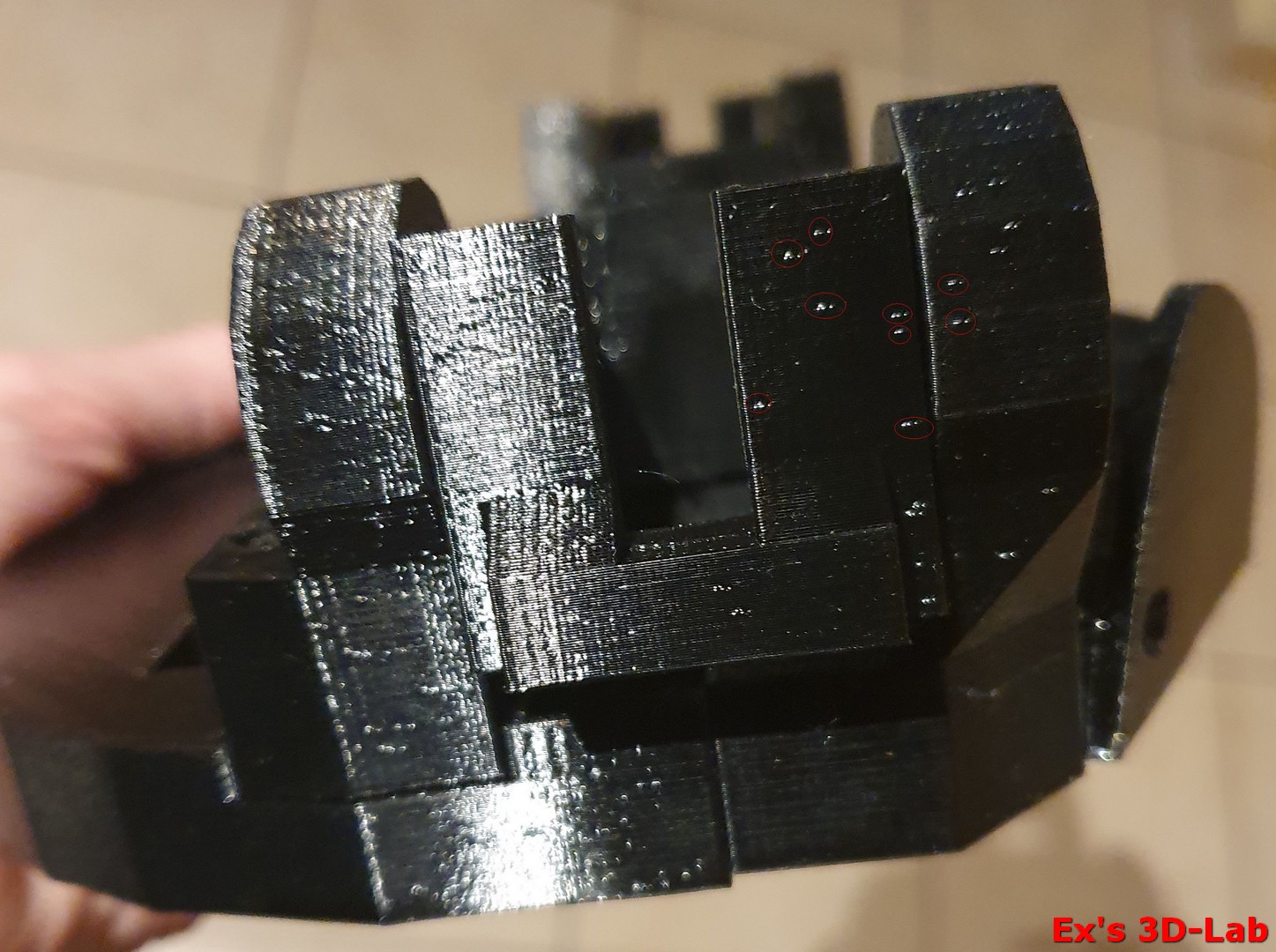
I attached a higher resolution file, where you can see more easy the little "zits". The complete printed (several parts) result as you can see it from the side is 16 cm wide.
This is PETG from Sunlu, printed on 0.2 layers.
I assume the little zits are at the END of a LAYER (seam is set to random). I say assume because I'm just unable to determine if this is at the end or the beginning of a layer. The wipe-command was here "ON".
The original question was if there is an extra parameter where you can tell PrusaSlicer to start stopping pushing filament BEFORE the wipe and retract command. Is this need to be done with the "retract amount before wipe" command? I guess this could be the clue, but I still don't understand HOW this option works.
The setting in Prusaslicer for that option is a value in %. If I put 100% in that value, assume retract to be 1 mm for easy calculating, I guess the machine will retract 1 mm before it starts wiping. Does the machine then retract again 1 mm AFTER the wipe command? Meaning to be 2 mm retracting in total? Or will the retract BEFORE wipe distance be substracted from the normal retract value. In this case 1 (before) - 1 (after) = 0. Thinking this way I would say that value to be 50%, the result would be total retract is 1 mm, minus 50% (0.5 mm), the result would be retracting at the end of a layer 0.5 mm.
Or is my assumption wrong?
Thank you all for joining this discussion.
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab
RE: A little help to get my prints perfect please
[...] I assume the little zits are at the END of a LAYER (seam is set to random). I say assume because I'm just unable to determine if this is at the end or the beginning of a layer. The wipe-command was here "ON".
You are correct. Those are the z-seam locations on each layer. It's an unfortunate characteristics of current consumer-grade FFF printing. If your parts have corners, you can use the nearest or aligned options to have the slicer create the seam for each layer in a corner. If you use rear they'll all align along the rear of the part. Any of those should help the visual appearance of those parts.
The original question was if there is an extra parameter where you can tell PrusaSlicer to start stopping pushing filament BEFORE the wipe and retract command. Is this need to be done with the "retract amount before wipe" command? I guess this could be the clue, but I still don't understand HOW this option works.
A little background: Most slicers include several features that are designed to mitigate oozing and stringing. These include retraction, retract/de-retract filament speeds, wiping, z-lift, coasting (Cura) and likely others I can't think of at the moment. It's important to keep in mind that these are all work-arounds. In a perfect world, with a well calibrated printer and filament, you wouldn't need these features. The printer would stop extruding instantly once any extrude command is complete, and start just as cleanly on the next extrude command. Unfortunately, we don't live in a world of perfect physics, so these features have been added to compensate. You can get into problems depending on them to compensate for too many issues. The key is to minimize the need for compensation in the first place. There are two main strategies:
- The importance of calibrating your slicer settings for each filament is vitally important. The Prusa profiles have been tuned for a handful of filaments, but if you're using anything else, you definitely want to spend a few minutes tweaking a filament profile for any that you use frequently. This process is straightforward:
- With a pair of calipers with sufficient resolution (0.02mm or better), measure and average the diameter of the filament at several locations. At least 3 locations over a meter or more of filament are recommended. Enter this value in Filament Settings->Filament Diameter.
- Look at your slicer settings or view the gcode file to identify the extrusion width being used for perimeters (the walls). Look at your slicer settings for the number of perimeters used on walls. If you are using 0.45mm perimeter extrusion widths and 2 perimeters, your cube should print with close to 0.90mm thick walls. This is your TARGET thickness. Some people swear by using 1 perimeter, others by 3. After doing some research, I've settled on 2 as a good number that will reflect any filament inconsistency.
- Slice and print a small cube (20mm works though some recommend 40mm) with 0 top layers and 0% infill with a 1.0 extrusion multiplier. This will give you a hollow -- but not vase mode -- cube.
- Measure the wall thickness on each wall. You're not trying to measure the variation of the printer, so measure near the top center. You want the actual width of lines printed, not the worst-case, so don't worry about measuring the entire cube height or in corners. Average these measurements together. This is your ACTUAL thickness.
- Divide TARGET by ACTUAL. This is your calibrated Extrusion Multiplier for this filament. Enter this value in Filament Settings->Filament-Extrusion multiplier.
- The Prusa Mk3 supports Linear Advance (LA). This feature maintains even nozzle pressure throughout an extrusion, from initial acceleration, through consistent motion at speed, through final deceleration and stopping. Prusa is hardly the only company to support LA, but they have embraced it in a way that I don't see in many other printers. Notably, Prusa doesn't include a coast (stop extruding early) feature in PrusaSlicer. With LA, it's not really needed. If you calibrate LA properly for each filament, or use a brand that Prusa has calibrated for you, extrusion rates should be even across an entire flat surface. If it's off, you'll see "dog bone" bulges in corners rather than neat squares. Too high and corners can look rounded. There are several LA calibration prints, including Marlin (the Mk3 uses v1.0) and Prusa's (IMO) less efficient method.
If you get these calibrations done, you should find that your issues with stringing, bulges, inconsistent corners and other common problems are minimized if not eliminated. At this point, any mitigation features you use are just making minor corrections to a print that is as near-ideal as we can make it. I've largely eliminated my fine stringing and z-seam blobbing problems. I can use 0.2mm retraction and 0-0.2mm z-lift for most prints. The z-seam is still visible (you can't eliminate it) but far less irregular.
The setting in Prusaslicer for that option is a value in %. If I put 100% in that value, assume retract to be 1 mm for easy calculating, I guess the machine will retract 1 mm before it starts wiping. Does the machine then retract again 1 mm AFTER the wipe command? Meaning to be 2 mm retracting in total? Or will the retract BEFORE wipe distance be substracted from the normal retract value. In this case 1 (before) - 1 (after) = 0. Thinking this way I would say that value to be 50%, the result would be total retract is 1 mm, minus 50% (0.5 mm), the result would be retracting at the end of a layer 0.5 mm.
All good stuff, but you want to be making fine adjustments to your near-ideal print rather than trying to work around wholesale calibration issues. After doing a lot of testing, I find that I can use pretty much any retraction value with 50mm/s retract and 25mm/s de-retract speeds with good results. After doing this, I haven't had to tinker with the other values beyond defaults.
RE: A little help to get my prints perfect please
Hey, @bobstro
Is there a reason for using single perimeter wall printed layer-by-layer instead of printed vase mode for the extrusion multiplier test print? I usually use vase mode, but simply because it is faster to click one check-box and then OK to the pop-up warning me of other changes than going through and making all the different changes manually. Is my laziness leading me to a false confidence of my empirical EM values?
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
RE: A little help to get my prints perfect please
Is there a reason for using single perimeter wall printed layer-by-layer instead of printed vase mode for the extrusion multiplier test print? I usually use vase mode, but simply because it is faster to click one check-box and then OK to the pop-up warning me of other changes than going through and making all the different changes manually. Is my laziness leading me to a false confidence of my empirical EM values?
Let me preface this by saying this is all my impression based on testing and reading a lot of excellent information from Michael Hackney (the KISSlicer guru) and many others whose names I've forgotten. This all makes good sense to me, so I follow it.
- I normally use 2 perimeters for the extrusion calibration procedure.
- I don't use vase mode since a single extrusion can be misleading, especially if the filament is not consistent. 2 perimeters average out any variations in filament thickness. I've read a convincing argument that 3 or more is ideal, but 2 is a happy balance for me. Another argument against vase mode is that you don't see a z-seam. Aligned to the rear, the z-seam can be a good indicator of how good your extrusion rate is, providing another data point.
- I only measure at the very top few layers. Measuring more layers adds variations in extrusions and more measuring errors that aren't the cause of the filament extrusion rate, which is what this is all focused on. Avoid measuring near corners and seams for the same reason. This test is all about the filament consistency, not other factors.
Note that I don't worry too much about dimensional accuracy for my prints. They come out very close (metal bolts will fit my threads) but I'm not chasing sub-mm accuracy.
RE: A little help to get my prints perfect please
Thanks for the great explanation, @bobstro.
I will read this again and try using your info.
Greets from Belgium,Dominiek, proud owner of a MK3 converted with Bear profiles and a BMG extruder. Also a Mk4 is working hard. The XL......... should arrive one day.https://www.facebook.com/Exs3DLab