3 things Prusa should add to PrusaSlicer
I don’t understand Prusa ignoring some simple improvemento to PrusaSlicer. I would rather they fix the code than me having to try to find someone else's code to do it myself.
1. Fix the drool (ooze) at startup. I use PLA and it softens at 140ºC. A retraction around that temp will prevent a 200mm string of filament oozing out of the nozzle during warm up. I have to sit there and snatch the filament off as it starts the bed levelling. Even then it may leave blotches of filament and strings across the bed during leveling. This seems to be a no brainer. Other slicers do this.
2. Raise the Home Z position. It is too low to reach under for the alcohol wipe of the bed before a print. About half way up the gantry would be about right. That would also allow cleaning the nozzle if needed of accumulated flament.
3. At the end of the print, do a retraction and a jump move to break the filament. Similar to jumps during printing to prevent stringing. At the end of my prints, I get a long string all the way back to home.
These improvement should be easy for Prusa to include in the slicer. I would like to start a print and then walk away instead of sitting there babysitting the startup proceedure.
RE: 3 things Prusa should add to PrusaSlicer
Add them to the gcode in slicer then. You can Add/Edit/Delete any of the start gcode you like. Just edit it and save it as a custom printer profile.
RE: 3 things Prusa should add to PrusaSlicer
I don’t understand Prusa ignoring some simple improvemento to PrusaSlicer. I would rather they fix the code than me having to try to find someone else's code to do it myself.
The place for feature requests is over on Prusa's GitHub site. Your "simple improvement" is one of literally thousands that they process. If your request gets enough consideration (upvotes), the developers will give it a look. Otherwise, they unsurprisingly have other more important things to do. They most certainly do not spend a lot of time here looking at peoples' idle wish lists.
1. Fix the drool (ooze) at startup. I use PLA and it softens at 140ºC. A retraction around that temp will prevent a 200mm string of filament oozing out of the nozzle during warm up. I have to sit there and snatch the filament off as it starts the bed levelling. Even then it may leave blotches of filament and strings across the bed during leveling. This seems to be a no brainer. Other slicers do this.
PrusaSlicer does this already for the Mini. At some point, Team Prusa may push a similar procedure to the Mk3 start gcode. In the meantime, they have provided you the means of doing this yourself in the form of custom startup gcode if it's truly important to you. If not, it's no more important for anybody else.
Keep in mind that the Mk3 supports a PINDA probe with an on-board temperature sensor. This is both a positive in that the sensor can be monitored for more precise measurements, but a negative in that any such startup gcode changes will require additional startup time. Not all users will welcome such dramatic changes, especially when anybody who truly wants the feature can simply modify their custom startup gcode already.
2. Raise the Home Z position. It is too low to reach under for the alcohol wipe of the bed before a print. About half way up the gantry would be about right. That would also allow cleaning the nozzle if needed of accumulated flament.
Here again, this is something trivial to customize to your liking with startup gcode. I position the bed forward with the nozzle lowered to allow cleaning of the bed while the PINDA probe warms. Raising the nozzle would be counter-productive for my use caes.
3. At the end of the print, do a retraction and a jump move to break the filament. Similar to jumps during printing to prevent stringing. At the end of my prints, I get a long string all the way back to home.
I've experimented with wiping techniques in custom end gcode. Surprisingly, the extra steps aren't overly effective and results will likely vary widely depending on the filament in use.
These improvement should be easy for Prusa to include in the slicer. I would like to start a print and then walk away instead of sitting there babysitting the startup proceedure.
They're equally easy for you to include and customize to fit your exact wants. Prusa may well incorporate some changes, but there will always be room for customization, tweaking and improvement.
RE: 3 things Prusa should add to PrusaSlicer
200mm string of filament ? Weird.
I currently have PLA spools from perhaps 10 different brands in use, and I don’t see anything like this with any of them, using factory settings, no custom gcode.
RE: 3 things Prusa should add to PrusaSlicer
I have used maybe 4 different brands of PLA and they all ooze significantly at startup, and frequently put dots and strings across the bed during leveling. One is an expensive US made “high quality” filament. I use mainly standard profiles, but have modified several for independent printing, or spiral printing.
I am not a programmer, so I don’t know all the g-code commands for retraction, Z position, temperature, or exit string elimination, or the best place to put them. I don’t want to screw up the printer, crash the head, etc., learning the hard way. I understand the process, but don’t know the details, so all the “just change the startup code” is not helpful.
RE: 3 things Prusa should add to PrusaSlicer
[...] I am not a programmer, so I don’t know all the g-code commands for retraction, Z position, temperature, or exit string elimination, or the best place to put them. I don’t want to screw up the printer, crash the head, etc., learning the hard way. I understand the process, but don’t know the details, so all the “just change the startup code” is not helpful.
There's nothing wrong with not knowing things starting out. I've only been 3D printing for 3 years now and am still learning. I think you'll find people are much more receptive to requests for help rather than suggestions that things be dumbed down to suit the absolute beginner. 3D printing in a complicated technology and still very much in the early days. There a no settings that work for every need. A willingness to learn will help immensely.
There are many folks here who are happy to help you figure out how to do what you want. I've provided a documented example here that you can review to get started. If you are nervous or just have questions, reach out and ask for help.
RE: 3 things Prusa should add to PrusaSlicer
bobstro-
Thanks for the code examples. I see they encompass all the items I mentioned above. When I get some time, I will see what I can do.
RE: 3 things Prusa should add to PrusaSlicer
Thanks for the code examples. I see they encompass all the items I mentioned above. When I get some time, I will see what I can do.
I hope they're useful. If you have any questions, ask away! I've learned a lot from the generous folks in this community. I think you'll enjoy getting your printer to do exactly what you want. Have fun with it!
RE: 3 things Prusa should add to PrusaSlicer
Reports of oozing seem to be inconsistent, and my personal experience is that oozing is occasional and does not appear to follow brand or type of filament.
I always try to do a pre-print quick inspection of the nozzle and underside of the extruder, and if there's a 'worm' hanging, I'll just snatch it off if long enough or use the wire brush if it's short.
RE: 3 things Prusa should add to PrusaSlicer
I have some clues as to why people will see diferent oozing. In my case, I can’t get PLA to stick at 60ºC bed temp. I have had 100% success at 70ºC. Also, I use the default 220ºC for the first layer, dropping to 195ºC thereafter.
This means the extruder gets to 220 long before the bed gets to 70. This length of time lets the filament ooze out much longer than if the dwell time were shorter.
I know I can learn how to mod the start and end codes, but I am up to my neck with other things, trying to get a mechanical/electrical device together with about 100 different parts, with all the dimensions right. I am still in the R stage (of R&D) and can’t spend a lot of time trying to figure out the programming for ooze, etc. Maybe somethine later I can. Maybe I will take bobstro up on his offer of help. I only need a portion of his steps, but I am not sure where to fit them in.
RE: 3 things Prusa should add to PrusaSlicer
This means the extruder gets to 220 long before the bed gets to 70.
I almost always let the machine stabilize, particularly so the bed can reach the desired temperature and settle a bit.
Yes, it does give time to ooze, but I consider oozing to be a relatively minor issue.
RE: 3 things Prusa should add to PrusaSlicer
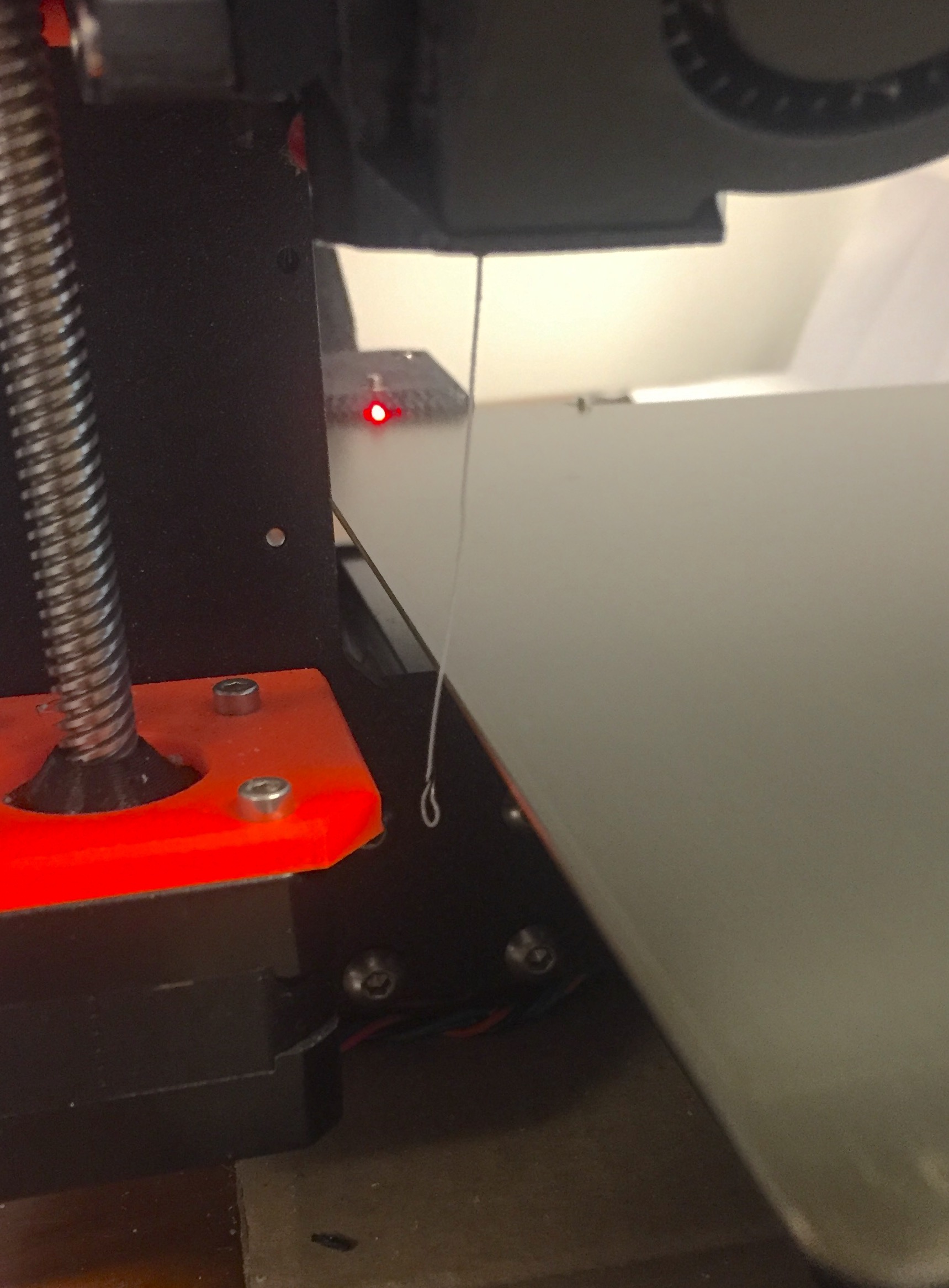
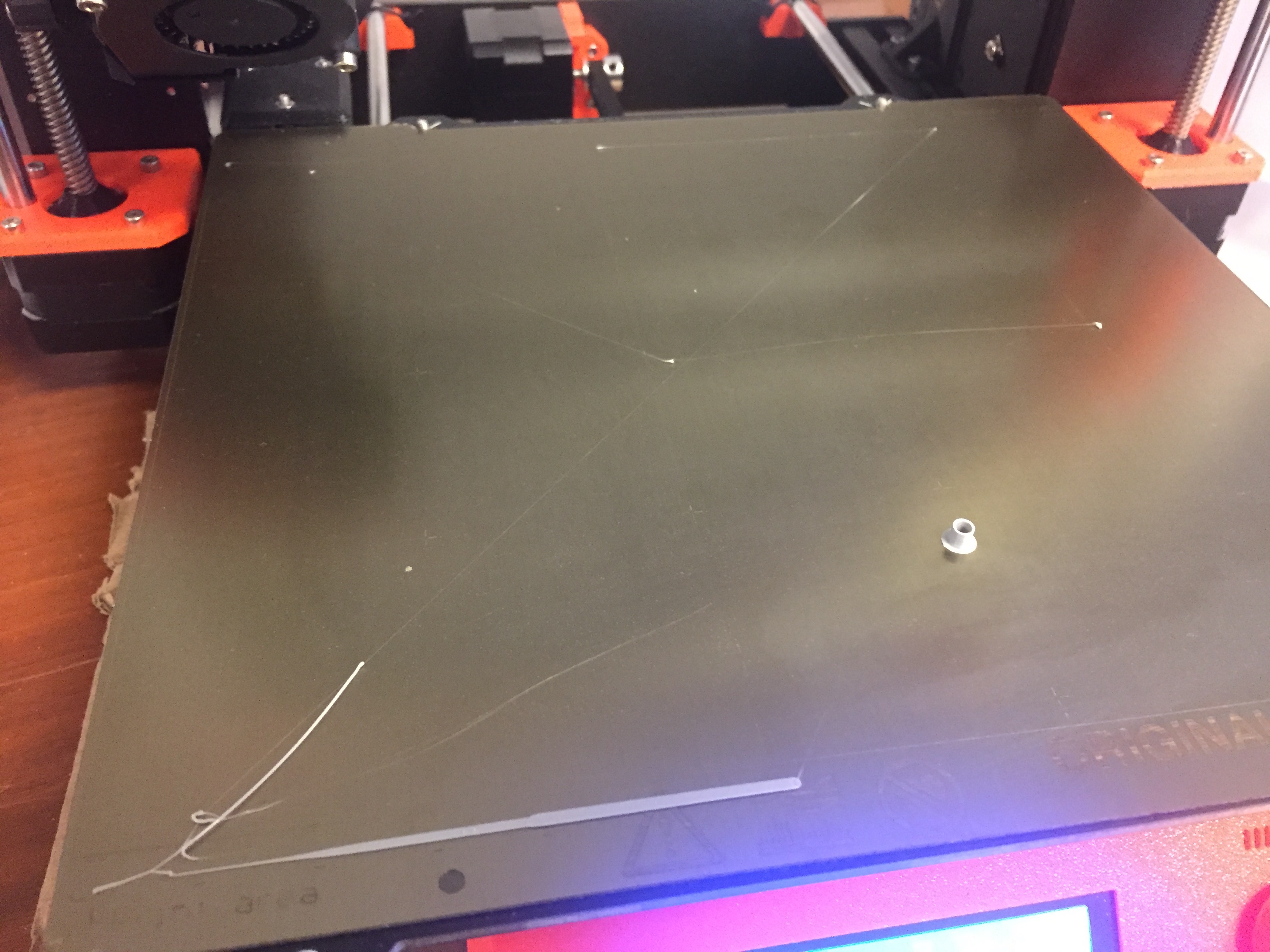
Attached is a picture of the startup ooze at about ¾ max. It will reach to the table top. The second picture is of the trash scattered over the bed during leveling. (The little cylinder is a spacer that goes inside a roller bearing. It has to be printed in a spiral, which can only be done one at a time - another Prusa shortcoming.)
Oozing is not a minor issue for my work. This is Hatchbox filament.
RE: 3 things Prusa should add to PrusaSlicer
Prusa Slicer can print items one at a time. It’s called sequential printing and is under the print settings. You have to be very specific in the object placement and clearance as it needs to print front to back with enough space around the extruder but it’s easy enough to do once you understand the requirements. I’m not at my pc currently otherwise I’d be more specific on where the setting is located but iirc it’s under Output Options.
RE: 3 things Prusa should add to PrusaSlicer
[...] This means the extruder gets to 220 long before the bed gets to 70. This length of time lets the filament ooze out much longer than if the dwell time were shorter.
A 2 step filament warmup procedure will take care of this. There are many variations. The procedure I use is:
- Warm nozzle to no-ooze temp of 160C.
- Warm PINDA and do mesh bed leveling.
- Home nozzle, raise slightly and complete heating nozzle to print temp.
- Print small blob at start of prime line to trap any ooze.
I've incorporated this into my startup gcode. You can try my profiles out if you'd like.
I know I can learn how to mod the start and end codes
Like it or not, that is your option now. There is no current slicer that I'm aware of that provides these features available today.
I am up to my neck with other things [...]
Many of us are busy. The Prusa team has a long list of feature requests to work through and I haven't seen this issue raised in the GitHub queue. Until it shows up there, I wouldn't expect to see it addressed in PrusaSlicer.
RE: 3 things Prusa should add to PrusaSlicer
@bobstro
I don’t disagree with you. It just seems obvious that this is a generic problem that should have been addressed long ago. I have seen several posts on the web about this ooze problem. I guess those mentioning it were able to fix it and didn’t bother with github. Did I see above that Prusa put in anti ooze code in the Mini? How much trouble would it have been to stick that in for the MK3?
I have a Lulzbot printer also, and it has always had an anti ooze section in the startup code. This is partially because it wipes the nozzle before using it for the bed levelling procedure. It uses Cura.
RE: 3 things Prusa should add to PrusaSlicer
@ben-g16
I support your proposal. I am novice user and I met everything you said. It is even more prominent with Pruša filament i got with printer than third part ones that I tried.
As Pruša is well known easy to use for starters this is something that should be addressed by default and let experienced users have to change gcode.
RE: 3 things Prusa should add to PrusaSlicer
For anybody looking to actually fix the startup oozing problem, I've posted some more info in another thread.
RE: 3 things Prusa should add to PrusaSlicer
I think a "pause" feature would be good too. I guess this feature could already exist, but I haven't found it yet.