Bad Quality on bottom side
Hello,
I am getting bad Quality on the bottom side of my prints. The surface isn't as clean and straight as it should be.
Straight walls look like bumpy roads basically.
I also included a picture where you can see how I had the benchy orientated while printing.
Also on the 3rd picture there is something that looks like a wet spot but it isn't.
If someone has a solution to any of my problems I'd be thankful for a reply
(Layer height: 0,05mm, relatively fresh resin)
Thanks!






RE: Bad Quality on bottom side
Looks like bubbles. Maybe you have too many air bubbles trapped in the resin? Surface of the liquid resin in the vat should be smooth.
Is it like this before you wash and cure the part?
RE: Bad Quality on bottom side
Thanks for the answer,
I dont have any bubbles under the surface of my resin.
When I take it out of the printer it is like that, so its not a washing/curing problem.
I also raised the exposure time by 1.5 sec but that didnt help eighter.
RE: Bad Quality on bottom side
According to my experience the grey resin is a lot shittier than the orange for some reason.
RE: Bad Quality on bottom side
I have the same problem... with the grey resin.
I have not tested the orange yet.
How about the Azure Blue, is that resin better?
RE: Bad Quality on bottom side
@ralf-k6
My experience is that both the Azure Blue and the Grey resin are inferior in print quality compared to the Orange. I don't know if there's variation between the batches, or if the freebies that were included because of the delay are of inferior quality or if the resins actually differ this much even if the specifications are identical.
RE: Bad Quality on bottom side
Thanks for the answers,
I'll see if I get better prints with the orange resin.
Do you think playing around with the tilt time or exposure time could help as well?
RE: Bad Quality on bottom side
Did you fix your problem? Found any solution?
I am asking because I have the same issues. Could more supports help in any way?
RE: Bad Quality on bottom side
We have the SL1 at work and our prints are the same. Bottom layer looks quite bad.
We have, so far, printed in orange, azure and gray, all tough. They all have a bad bottom layer.
If anyone found a cause or solution to this, I'd be happy, because it's getting a little frustrating 🙂
RE: Bad Quality on bottom side
I have tested orange, Azure blue and grey.
Orange was the best, not sure why though.
I have tested to have bigger support and more support... no different on grey and azure blue, same bad print qualiity.
Even tested a clear red resin from Elegoo and had the same problem.
Will test black from Elegoo later tonight and some other settings.
Here is a spread sheet for SLA resin from different manufacturers.
Please post if you find something good!!
https://dwn.alza.cz/files/infolist/5593793/anycubic_resin_settings.pdf
RE: Bad Quality on bottom side
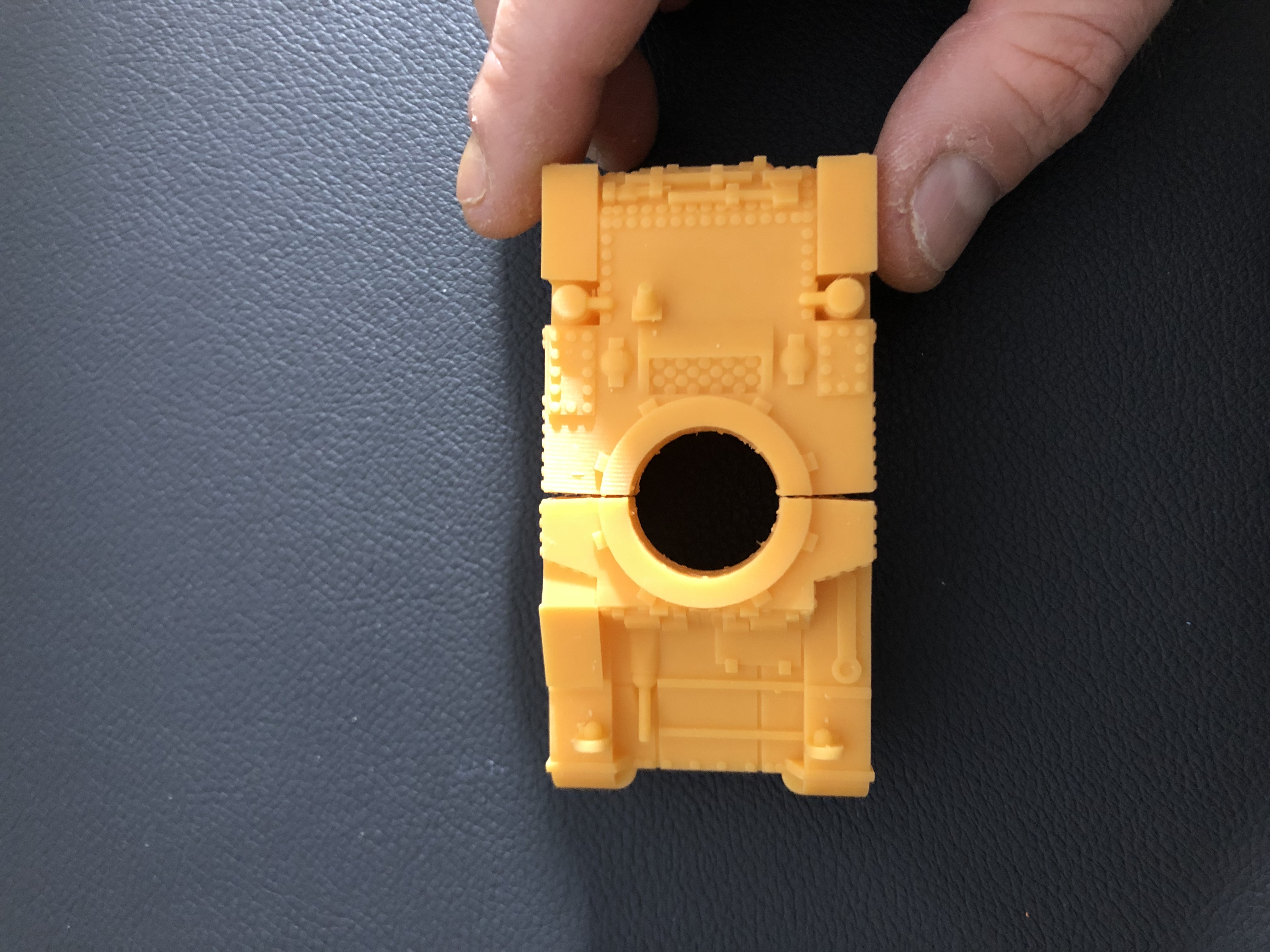
I'm having some issues that I think are more or less the same.
All the faces that point towards the printing platform get deformed, rounded, "support pinches"...
I have tried lot of different things but nothings seems to help, exposure time +/- 1.5 secs, changing FEP, more or less support density, thicker or thinner supports, printing angle, hollowing the object...
The only thing I can think of is that the print is sticking too much to the FEP film, but I dont clean it with alcohol so I don't know what to do ir order to reduce this.
This is more obvious when I cut a part to assembly later, it's impossible to fit, here are some examples.



RE: Bad Quality on bottom side
Don't print on supports but print on the bed directly this will make sure the surface is flat.
Ron
RE: Bad Quality on bottom side
Yes, I have been printing on the platform for cutted parts, it has worked well. The problem is on the parts that can’t be printed on the platform (not cutted parts) because they have detail or are rounded, the problem is still there. Right now I don’t know if it is a limitation from resin printing, or something is not working correctly or I’m doing something wrong.
best regards
RE: Bad Quality on bottom side
@fabian-m5
Hello,
sorry for the late answer, more supports in areas where a new surface is getting printed helped for me
RE: Bad Quality on bottom side
I have not used any other color than the orange that came with it, but I see no mention of people shaking/mixing their resin before pouring into the vat. I take it that you already do this? cause i did buy some grey resin front he store and Im worried.
RE: Bad Quality on bottom side
@daniel-k5
I give it a good shake before i pour it in.
The grey resin should be good too.
I get same results with all the resins (i have tested) now.
The only thing I had to change was to increase the number of supports.
RE: Bad Quality on bottom side
Did anyone find a solution for this? I was thinking, does heating the resin prior to printing make a difference with the bubbles etc? I've noticed the uneven and bubble like bits underneath aren't set very well like under exposed maybe. I have been printing a 3mm thick 40mm diameter ring part and having supports underneath just ruins it with a wavey surface so I have it direct on the bed with internal supports I designed in Fusion. Surely there's a better way though
RE:
Hi guys,
I'm having the same problem with the SL1S and the Grey Tough Resin. All of my prints are deformed on the bottom half, while the top half comes out perfectly. At first I thought this was caused by detached by supports but I increased head diameter to 0.6mm and pillar diameter to 1.3mm and added supports manually and it still happened with all supports intact.
Im going to try to further increase support strength and exposure times because I can't think of any other reason for this problem. I mean it shouldn't be the resin or FEP film or a calibration issue etc, because the top half comes out fine, right? This is really frustrating, I just want to print spheres. I should be able do do this simple shape with a device like this...