Build my own MMU?
Hi,
Since a few weeks I'm thinking about building my own multi material upgrade.
Why would I do that? Because it's fun! Also I have heard that the original MMU2 needs quite some tweaking and I have an easier time tweaking my own designs. Furthermore it seems to me that some details can be solved in a better way (which is always easy to say after someone has done the first implementation). Maybe I will also find out that I am mistaken here and that I rather should buy the MMU2.
So for now, I am really not sure if I will do it at all. It certainly will be a lot of work. Currently, I am still figuring out how the filament selector works in detail.
I write here in the forum to have some kind of rubber duck debugging, but also I would be glad if people highlight mistakes when I make some. Or maybe MMU owners have answers to some things I still need to find out.
Maybe this also will help someone else at some point. Some of the concept was really hard to find for me. E.g. how the switching works.
My current goal is the system to have a controller compatible with the original MMU2, so I can use the MMU2 presets in slicer.
Maybe creating my own preset is much simpler than I think now. If so, the compability is not necessary.
1) My current understanding of how the MMU2 works.
There are three main tasks:
A Moving the filament
B Feeding the filament into the bowden tube that leads to the extruder assembly on the i3.
C Loading and unloading the filament into the hotend
The MMU2 was 5 inputs for filament. The filament is fed to a common extruder gear rod (driven by one comon motor). An opposing rotatable barrel has ball bearings. Depending on how this barrel is oriented, one of those bearrings presses the filament into the MMU2's extruder gear and so only this filament moves while all others don't.
This is how task A is implemented.
The bowden tube leading to the i3 is movable in the MMU2 and can be opposed to any of the 5 filament slots.
The drive gear of the MMU2 then just can push the filament in as the tubes are aligned with the required precision. This is all for task B.
To understand why task C exists at all, one needs to understand how the multi material print is implemented.
Assume one filament is loaded and printing. Now consider the printer has finished printing this filament on the current layer and needs to continue with another filament. The current one gets unloaded from the hotend and then pulled back into the MMU once it is pulled back far enough, the output tube can be aligned to the new filament. The barrel rotates accordingly and the new filament is pushed to the extruder.
As the unloaded filament will be loaded again (probably on the next layer), it needs to have a "good" tip. Good means mostly pencil like. A long string on the end would be bad as it might trigger filament sensors too early.
Therefore the unloading has to be done in a special way, that results in such a tip. I.e. this is why task C is actually a big deal. A special procedure is implemented for unloading. Fortunately, this seems to be all done by the Bondtech extrudergear in the i3. So I don't have to worry about this when building my own mmu. However, this is a thing I still need to verify. If this unloading is also done by the MMU, I guess this will be a show stopper for me.
There is also a blade that can cut the filament, but this is only used if the normal filament switching procedure fails.
(Btw: at some point I was wondering if the filament is cut on each switch. Then whether the length of the bowden tube is wasted of whether there might be short pieces of filament in the tube which just have the right length. Always seemed unlikely, and also now I would say: not a good idea).
Amount of wasted Filament:
On each switch, some filament needs to be extruded until only the new is coming out and all molten filament in the extruder is replaced. This should be a few mm of filament on each switch.
This can either be dumped on the wipe tower (additional object just for switching, will be entirely waste material).
The amount can be reduced by kind of using the infill as wipe tower. Howerver, I am not sure if the wipe tower can be omitted entirely.
If there are many layers that have only one type of filament, the tower still needs to be printed.
Maybe a mechanical wipe with a rubber bar would be an alternative to reduce the wasted amount?
The three movements on the MMU2 (gear, idler barrel, selector) are done with a stepper motor each.
A filament sensor on the output of the MMU2 can sense if the filament was loaded properly into the output tube.
The MMU2 has an own PCB with microcontroller and stepper drivers.
This PCB receives commands from the i3's Einsy RAMBo via a serial data line.
2) What seem to be typical problems with the MMU2S?
My source for this is the video "Prusa MMU2 Multi Material Unit - Tips and Tricks - Chris's Basement" on youtube. Chris explaines a lot and seems to really know what he is talking about.
Problem 1: shared drive gear rod
All drive gears in the mmu are on the same rod. The opposing barrel is also one part for all 5 filament slots.
Chris says that this is why the used filament needs to be really consistent. There is little room for adjustment. He recommends filament to be consistent within 50µm in diameter. Otherwise loading / unloading errors are likely.
Problem 2: feeding length
Each gear is slightly different, therefore each filament slot has to be tuned in for the right length being fed to the extruder.
My current understanding is: Once the MMU2S' filament sensor FINDA has triggered, a certain number of steps of the MMU2S' extruder gear motor is performed. The number of steps is the adjusted parameter (I need to verify this).
The filament sensor on the i3 is NOT used to find the right position of the filament (I need to verify this).
Chris says that having the filament slightly lower than the upper end of the i3's bondtech extruder geards is optimal (seems to be 1-2 mm in his video). The bondtech needs to be able to grab the filament but too far loading would result in grindung the filament.
At least each lane needs to be calibrated. This might have to be repead for a different filament. Chris said that this might help if one specific filament keeps causing errors.
Problem 3: creating a proper tip after unloading the filament.
This is implemented in the i3. Chris says that it might need tuning for each type of filament. The tip should not be stringy because that might trigger the filament sensor too early.
This might work well in the current implementation and might just be used as it is. However, it would certainly be nice to have a way that does not need fine tuning. I have to find out how often something like this happens.
Problem 4: Alignment is critical.
Chris highlights several times that it is critical, that the filament can move through the setup without drag. This requires a very good alignment of all parts.
Coming up next: My ideas how to implement tasks A and B differently.
RE: Build my own MMU?
I just wanted to comment on Problem 3. The main problem I see with stringy tips is not so much triggering the filament sensor too early but the physical blocking of the filament path, especially at the two Festos of the tube connecting MMU and extruder. This doesn't happen always but if you have very stringy tips it might happen maybe avery few dozen exchanges. Also the strings add up in the extruder gear chamber and the ball chamber of the filament sensor in the MMU. Generally the also mess up the MMU prior to that sensor.
Bottom line is, you just don't want them of course. There are settings which create only very short and stumpy strings (if filament conditions are not perfect), those I found don't cause any problem at all as they don't break off and don't get nicked.
Here a link to the post where I described those settings which worked very robustly for all the filaments I used so far, even those which lead ot severe problems with the standard Prusa settings due to stringy tips:
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: Build my own MMU?
Problem 2 is already solved in current MMU2 version. MMU controller receives a message from the MK3 controller once the extruder sensor triggers. Feeding length doesn‘t matter anymore.
In general I would recommend you to take the current MMU2 as a base and try to improve it. Otherwise you will be busy to rebuild the same thing what we already have without solving the real issues which makes the difference.
Everything is open source and is designed to be modified at your will. Hardware can be purchased from PR directly or clones. I‘ve also seen people using SKR boards for that if you really need some special/additional hardware functions.
Good luck on your project and please keep posting your progress/ideas.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
Thanks for your replies, highly appreciated!
In detail:
@thejiral: Thanks a lot for that hint and the link to your settings! So actually the jamming caused by stringy tips is a bigger problem than the incorrect triggering of the sensor. Do you have an estimate of on how many filaments you used your settings on? Do they have any disadvantage compared to the prusa settings? e.g. unloading takes longer (which would be a price I am certainly willing to pay, just curious)
@nikolai-3: Thanks for highlighting my mistake to me. I had looked into the source code of the fimware and found that the mmu waits for something received while loading the filament. I didn't look further into it, because I thought that would never be precise enough and it would be some kind of failsafe. However: I looked at it in more detail and found out that it actually is precise enough. The somewhat lengthly investigation log is on the end of this post. BTW is there a way to hide a part of the text of one post by default? Like hiding a spoiler? Suff like that I want to document, but not blow up the main information to much.
I absolutely agree, that I should re-use as many design parts as possible and design myself as little as possible.
However, I am not really sure which parts of the MMU2 really make sense to keep. In perticular:
The selector seems not really to be a good idea to me. I looked at the design in fusion 360 and there seem to be quite some places where the filament can jam.
For now, a funnel type solution seems more promising to me. Something like the MMU2+1s mod or
https://www.kickstarter.com/projects/704208956/selectra-multi-material-system-for-your-3d-printer
there is also another approach that I saw, but I can't find it right now.
I would prefer to not put the funnel on top of the extruder, but rather on the mmu assembly.
Also the filament drive part is not really convincing to me. Chris from Chris Basement said that filament which is consistent in diameter is very important. When I look at the design, I can see why. All idler ball bearings are in one assembly and pushed with a common spring mechanism towards the gear. While only one bearring is engaging at a time, i can see how here is probably very little room for variation.
Also I would prefer to have gears on both sides, or at least a self-aligning counterpart (maybe something with a groove that fits the filament).
Here is how I would do it:
- One Motor with something to drive the filament for each filament lane. A machanism to engage or disengage the drivegear part (maybe a servo?)
- The motor is not a steppermotor but an ordinary gear motor as this level of precision is not needed here.
- Then a funnel that gently guides the several lanes into one. Probably one after another, to have it really smooth.
- Behind the funnel one stepper motor with good drivegear (that also can be (dis)engaged)
- Behind that a filament sensor. When the filament is detected here while loading, the first motor's gear disengages and the stepper's gear engages.
- The filament is feed further until it is detected by the i3's filament sensor (so like the MMU2s does it, too).
(- Probably another filament sensor in each lane before the funnel to see that the filament being unloaded has passed the funnel)
Not yet sure what the drive gears on the first motors would be made of. I certainly don't want to spend 150€ just for bondtech gears.
However, as a precise drive is not needed here, I guess a lower quality gear will be fine as well. Maybe just a rubber wheel? Maybe I can print my own from TPE? That would be really in contrast to the bondtech gears that are made from hardened steel afaik.
Does anybody know why that is necessary? Maybe only for abrasive filaments?
It certainly should be something that has a good grip on any filament.
BTW: I am totally aware that invention is 1% inspiration and 99% transpiration, and that I currently barely scratched the surface of that first percent....
Why the current MMU2S loads the filament as precisely as it is going to get:
The information that the i3 filament sensor has triggered is transferred to the MMU controller via serial connection. Code on receiving side:
https://github.com/prusa3d/MM-control-01/blob/master/MM-control-01/motion.cpp
function void motion_feed_to_bondtech()
line 170 if ('A' == getc(uart_com))
(uart is running at 115200 baud ( https://github.com/prusa3d/MM-control-01/blob/master/MM-control-01/config.h))
How precise will the endpoint be? The speed of the uart seems to be irrelevant, due to the way it is implemented:
Line 170 is once executed per step of the motor and there are delays of 4,5ms delay between each step
one step is execuded via do_pulley_step();
which does:
pulley_step_pin_set();
asm("nop");
pulley_step_pin_reset();
asm("nop");
-> toggles pin step on tmc2130
tmc does one motor step on rising edge of step signal (both edges when dedge config bit is set)
so it really seems like the motor does only one step in between checks if the info from the i3 controller arrived.
What precision is this?
The steppermotor has probably 1,8° steps (most stepper motors seem to have this, however I could not confirm for this unit in perticular)
the bondtech gear seems to be roughly 10mm diam
-> one step is 10mm*pi*1.8/360=0,16 mm filament movement
As the filament sensor status is checked after each step, we can expect to have the filament reproducible aligned within the same step.
From the motor controlling side there is hardly a way to make this more precise (and probably also not the need to do so).
Only early or late triggering of the filament sensor might be reducing the precision.
RE: Build my own MMU?
I can't edit my first post anymore? That's a bummer! I wanted to remove the wrong information that the i3's filament sensor is not used while loading...
BTW the purge bucket is a thing I will hopefully also implement (if i do this project...) however probably only after the rest is working
RE: Build my own MMU?
In regards to sensor accuracy/communication: The whole design is not time very time critical or filament length critical. The beauty of the MMU1/2 design is that you have still only one extruder. Filament diameter does not need to be same. In PrusaSlicer you can define filament flow rate for each filament separately. The gears on the MMU2 does only the transport of the filament to the extruder and back. There is also need for accuracy at all.
So far my biggest wishes for the MMU2 unit would be the sensor reliability and an option to do a clear cut on the filament which refuses to load back into the extruder. It does work well for me so far but I see why many people struggle to calibrate it on point and make it work.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
ok, so I will have to add a guillotine as well...
Now seriously, isn't there a balde in the filament selector? Afaik it is also usable since one of the last firmware upgrades. Is there an issue with it?
What is the type of malfunction of the sensor? I guess you talk about the FINDA on the MMU? Would it be an option to just use the sensor from the MK3S?
RE: Build my own MMU?
Both sensor designs can be improved.
1. Filament sensor: The chimney design have no room to make big calibrations. It's either working for you reliable because it's set on point or false triggering (too early, too late).
2. FINDA: The tiny filament hairs tend to get stuck over time preventing the ball to fall down.
I've learned to bypass those issues with maintenance and slightly firmware change. For me the original design works reliable. But this were the weak points on my MMU2 journey.
May I ask you if you already own MMU2 and if yes, how many stuff have you printed already?
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
I don't own a MMU2 (or any other multi material device). The only multi color prints I made are based on switch filament at layer height.
I also thought that it makes sense to have a filament sensor that uses an adjustable threshold... Maybe I will look into this soon. That might be a comparably "compact" project. Testing it for reliability is probably demanding though...
RE: Build my own MMU?
I see. There is nothing wrong to start fresh and bring in some new ideas. 🙂
Just keep in mind that many issues presented in social media and/or forums does not reflect the whole picture. Many people using it successfully and are happy customers :). Sometimes I can see people amplifying issues to get more attention but for most people it's not an issue at all.
Don't make a mistake and create your design based on those experiences only. MMU2 is definitely far away from being user friendly but IMHO it's an improvement over MMU1. I was always able to resume a print after loading/unloading issues and I wouldn't want to give it away.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
Progress update post:
I thought a lot about filament sensors today and here are some of my thoughts:
An analog sensor might be nice. When calibrated, it might be able to measure the diameter of the filament. (Spoiler: I came to the conclustion that it is too much effort, I want to write down my thoughts anyway)
So, maybe add an analog position sensor to the leaver of the pinda setup?
Potentiometer on the axis? -> probably too much drag, likely to wear out
Optical rotary encoder? -> difficult to implement, has to be reset after a power cycle as it only delivers information about rotation, not absolute position. Or are there also encoders that provide absolute values?
Hall sensor? difficult to calibrate. Field of a magnet is probably very non-linear...
There are also hall sensors that measure the angle of the magnetic field. seems most promising, but a lot of effort to implement.
photointerrupter (like the original design uses it)? can also provide an analog voltage that can be read with an adc. However: Temperature dependence, aging, ... needs probably a LOT of effort to get running properly.
So, all options seem to be either very hard to tune to work properly, a lot of effort to implement (maybe needs a microcontroller just operating the sensor), or very expensive.
-> it makes more sense to have a sensor with digital output that can easily be calibrated.
Idea for calibration: movable detector. One screw to move the photointerrupter, one screw to secure it in place when aligned.
Procedure:
- Remove filament
- Turn all the way in, until sensor triggers even without filament.
- insert something thinner than normal filament, e.g. an 1mm drill bit.
- turn outwards just right until sensor output turns of, secure in location.
now, a filament thicker than 1mm should trigger the sensor, thinner should not. theoretically....
lets have a look at how prusa implemented it.
They use the photointerrupter EE-SX1103
look at it in fusion 360:
case 1: no filament
the leaver (pink) partially covers the aperture (gray) of the photointerrupter (orange)
still i guess there is enough light reaching the phototransistor
btw: i added the apperture to the design according to the datasheet of the photointerrupter

case 2:
the filament pushes the ball to the left (i moved the ball by 1,75mm and the lever acordingly)
Now the aperture is fully covered with quite some safety margin.

Ideas why the sensor might detect filament too early (=no/too little light arriving at the receiver):
- position tolerances, the desing seems not to have a lot of safety margin... the light current should be around 400...500µA. considering the 10k bias resistor -> v_out=0...1 V (if all light arrives, or 2.5...3V if 50% of light arrives) V_GS,TH=1...2.5V (see datahseet) ... too little light might not switch the transistor, need to do simulations / more precise calcullations to tell for sure...
- component tolerances! (the used 2N7002 has quite some spread in V_GS,TH according to the datasheet, but maybe the occuring spread is less? maybe it makes more sense to use a BJT instead of a mosfet here? or even a comparator? they are not that expensive...!)
- aging? led emmits less light over time.
- temerature? unlikely. only ~15% loss of led intensity at 80°C...
- filament shavings in the optical axis? dust?
Ideas why the sensor might not detect filament (always lit)
- ambient light! although the extruder setup seems to be black also for orange printers, there still might be light leaking in.
- unlikely: position tolerances (the aperture is covered too much for that to happen... i think...)
- most certainly impossible: dark current of the phototransistor (max 1µA at 80°C ambient, at least 100µA needed to trigger the output)
Ideas for dirty hacks to get the sensor working: modify values of the bias resistors on the LED or on the phototransistor...?
Ideas for improvements:
- position adjustability (see above, 2 screws)
- extend lever (the part that moves into the sensor) extension by a factor of 2 would mean that it travels also factor of 2 more distance -> easier to adjust
- pick a different photointerrupter that has a more narrow transition (~0.6mm for this one)
- maybe increasing the thickness will also help? current sensor has a gab of 2mm, leaver is 1.25mm
Some technical details:
pinda:
lever is rotated by 8°-1.5°, moving the shade by quite exactly the filament diameter.
external Light can interfere with the sensor
thickness of lever: 1.25mm
photointerrupter: EE-SX1103
estimated from plots in datasheet (fig. 8+9):
transition when entering from top: 0.75mm inserted = 100% ~1.35mm=0% light -> 0.6mm trainsition length
from side: 1.8mm=100%, 2.35mm=0% ->0.55mm transition length
10k bias resistor, 2n7002 buffer mosfet (threshold 1...2.5V -> 400µA...250µA photocurrent needed)
(dark current is ~1µA at 80°C -> safe)
LED driven with 5V, 330R -> 11 mA
Light Current should be around 400...500µA (fig 4)
RE: Build my own MMU?
Answer post:
@nikolai-3
on youtube I got the implession that maybe 50% of users get their mmu2 running. (and i am arrogant/confident enough to think that i will be in the 50% that does get it working 😉 )
anyway, what shocked me is that prusa themselves say that 93% of prints finished successfully. compared to the reliability of the MK3s that is really low I think.
I had to remember the time years ago when I used speech recognition software that claimed something like 95% success rate. That sounded like much but it is actually not really usable.
Maybe they improved that value by now? Maybe 93% is actually not that bad?
Questions:
Continuing after load / unload errors - is that a feature of the MMU or rather a feature of the printer itself?
I think I've read somewehre that it is so convenient to always have the favourite filaments loaded. Would you say that it is possible to have TPU in one lane and ASA in another one? I mean these are really very different materials.
You seem to be not happy with the filament cutter in the MMU2? May I ask what bothers you?
RE: Build my own MMU?
Continuing after load / unload errors - is that a feature of the MMU or rather a feature of the printer itself?
This is by design possible. MMU is part of the printer and you can't look at it separately.
I think I've read somewehre that it is so convenient to always have the favourite filaments loaded. Would you say that it is possible to have TPU in one lane and ASA in another one? I mean these are really very different materials.
In general yes, it's possible. They don't even need to stick to each other like on Mosaic Palette unit. But you have obvious limitations if filament requires completely different environment temperature. For example PC and PLA wouldn't be a good fit.
You seem to be not happy with the filament cutter in the MMU2? May I ask what bothers you?
I'm running older firmware version. It's deactivated.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
uh... I realized I was looking at the wrong assembly: the MK3S IR sensor instead of the MMU2S version.
What I like in this version very much: To detect the filament, it "measures" the displacement of the idler extruder gear which is caused by loaded filament.
This seems to be the best way to do it, as it directly detects whether filament is inside the extruder gear. (Also thought myself about doing it that way, but then I discarded the idea as I didn't want to re-design the extruder.
While the concept seems pretty solid, I still think the mechanics + placement of the IR sensor can be improved.
Todo for me:
-Measure the gear displacement when loading filament
- estimate the leaver movement at the IR sensor
- measure the voltage at the phototransistor for different positions of the obstacle
It is getting more likely that I will proceed as you recommended. Take the current version of the MMU2 as a base and try to improve on it.
Some questions:
In general yes, it's possible. They don't even need to stick to each other like on Mosaic Palette unit. But you have obvious limitations if filament requires completely different environment temperature. For example PC and PLA wouldn't be a good fit.
Actually I did not mean using both types in the same print but only having loaded both at the same time.
I got the impression on some youtube videos that the gear + selector barrel only can properly grab the filament if all loaded ones are very similar and of good quality. Maybe an misunderstanding on my side, or maybe just plain wrong?
This is somehow based on my understanding: I can keep several of my most commonly used filaments loaded, so I don't have to manually load filament so often.
Maybe that is not such an usefull feature after all? Can you comment on that?
Another thing: Did you notice that the IR sensor holder was modified? The holes for the screws are not round but oblong holes in the recent, which does allow adjustment of the IR sensor (not very convenient IMHO but still possible).
RE: Build my own MMU?
I got the impression on some youtube videos that the gear + selector barrel only can properly grab the filament if all loaded ones are very similar and of good quality. Maybe an misunderstanding on my side, or maybe just plain wrong?
This is somehow based on my understanding: I can keep several of my most commonly used filaments loaded, so I don't have to manually load filament so often.
Maybe that is not such an usefull feature after all? Can you comment on that?
That‘s correct. You can keep your filament loaded and it doesn‘t matter how many are loaded. This feature is working fine for me.
Another thing: Did you notice that the IR sensor holder was modified? The holes for the screws are not round but oblong holes in the recent, which does allow adjustment of the IR sensor (not very convenient IMHO but still possible).
Yes, this design was from the beginning of MMU2.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
Been a while since my last update... Anyway, still on the project.
I ordered all components needed to build the MMU. I decided against ordering a full kit as I plan to implement a few things differently from the beginning. And it would freak me out to just toss stuf that I ordered and never used.
I tried to measure the magnitude of the displacement of the extruder gear when filament is being loaded. Seems to move outwards by ~0.9mm. While I am not really sure about this value (maybe it was also 0.1mm less or 0.2mm more) it certainly is not a lot. Currently I am thinking about some kind of folded leaver to increase the deflection at the IR sensor.
Once I have a design, I will post it here. Or report when I run into unforeseen obstacles.
Question about the single filament mode of the MMU2S:
Is it intended to remove the PTFE tube leading from the MMU2S to the printer? Or is the MMU just in some idle mode and the filament is still fed through it?
I ask for two reasons:
1) If it is removed, I can start testing the self-made filament sensor before any parts for the MMU arrive: For testing the sensor on the bare printer, I am a bit concerned, that the changed filament sensor position might cause problems, as the filament is in a different position than the printer "thinks" it is, when the sensor is triggered.
2) I printed flex filament a while ago. Usually all my filament is stored inside dry boxes and fed through PTFE tubes to the print head.
However, for the filament moved a LOT worse though the tubes than other materials (PETG, ASA, PLA). Not fully sure why that is, but for that type of filament I just let it go through the air to the printer.
Is feeding the filament through the air, directly to the print head still possible?
I mean not in terms of removing the tube, but in terms of supported by firmware/software.
Also about the PTFE tubes: If I see it correctly, the original MMU2S uses 2mm inner diameter tubes everywhere. In my current filament storage system, I switched mostly to 3mm inner diameter, as 2mm caused friction when not being extremely careful on bending radii. So I will also switch to 3mm for the MMU wherever possible.
I guess it is not possible directly in front of the barrel and in front of the filament sensor.
RE: Build my own MMU?
I started to make design changes and found something in the original design, that I don't understand at all.
It is about the path that the filament takes that enters the print.
Here is a cross section of the relevant part. The cutting plane is directly through the filament, or where the filament would be. Also the filament selector is moved to the position that corresponds to this lane.
For clarity, I maked the path of the filament with a bright green line.
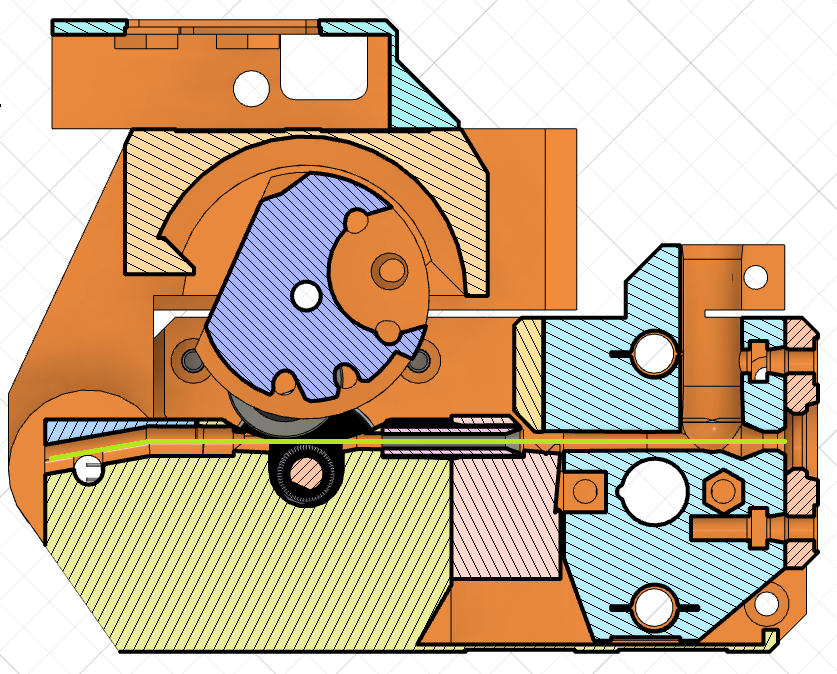
Here is what puzzles me: Towards the input (left side of the picture), there is a slight angle. Can somebody tell me what the purpose of that is?
My ideas so far were:
1) allows to clamp the PTFE tube better in place. Maybe the tube slips out if this part is straigt? Or:
2) Increase the friction between tube and filament, so the filament does not move too easily?
RE: Build my own MMU?
Update:
I looked through several mods and made a selection which I want to use.
One of which is an adapter to use push-fit connectors for the teflon tubes: https://www.thingiverse.com/thing:3233579/files
Using this, the filament path is completely straight until the pulleys.
Quick question:
I read that one should clean the pulleys regularly, as filament shavings accumulate there.
Maybe it makes sense to open the bottom part so all pieces can just fall down? The gap I would add is indicated in red:

of course, I have to make sure that it does not drop onto the print.
Comments are welcome!
RE: Build my own MMU?
In general I don't think anybody can provide deep insight about the design decisions PR made.
After more then one year of usage I don't see much debris accumulating there.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Build my own MMU?
@christian-ho
I have also reworked the MMU2 in some points. Maybe you will find a useful extension or idea for you: https://grabcad.com/library/mmu2-mmu2s-multi-material-unit-v2-3-1
But still the MMU2 is not 100% reliable. Now and then you have to intervene manually. I use the MMU2 very rarely for multicolor printing, but rather to select one of 5 different mounted filament rolls.
No worse and no better than the MK3. That's where we have also to intervene now and then.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.