RE: MMU2S filament tips on unload
@kamil-c
In general it’s the same approach you tune your other Slicer settings. You print something, check the result, adjust the settings and repeat.
Same applies to MMU. Default settings are pretty spot on for regular scenarios. The biggest difference you will achieve by adjusting the filament temperature. Everything else is being adjusted based on what you’re trying to fix.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: MMU2S filament tips on unload
Not really in my case. I printing mostly with PETG and the tips are horrible with regular settings. Most of the time is stocked in the tube preventing printing. I would like to have a script which loads and unloads filament with different settings and show me the tips, based on this I would set the settings. I have MMU2 without any additional mods. In my opinion it should work as it was created or at least they should say or do something to be operational. So far as I see on the forum it is far to be...
RE: MMU2S filament tips on unload
Run the mods i posted earlier in this thread. I never tune tips and print petg pla different brands etc. I just ran a project with 300 toolchanges with no interference from me.
RE: MMU2S filament tips on unload
@nikolai-r
Sorry, I have to completely disagree with nikolai-r. This is NOT like tuning other slicer settings. This is about a product that for some reason cannot be tuned at all by some people.
I know that many of you have had success with the default settings and just temperature adjustments. If you were one of those, I applaud you. However, there seem to be many people, me included, that have been unable to get the MMU working in a reliable manner.
I have already stated that I think this product is really not ready for sale. The complete lack of official Prusa support to address tip problems is a indication of this problem. But yes, some kind of tool to make it easier to test settings for tip shape would be a great start.
RE: MMU2S filament tips on unload
Having a smooth path so the filament is free to move is far more impacting on tip formation than fiddling with slicer settings.
If you are having issues with fat tips that get stuck, then you need to look at the hotend PTFE. Either it is not seated correctly or it is wearing out and needs to be replaced.
RE: MMU2S filament tips on unload
@gnat
Agreed. But that replacement was one of the first things I did. It did not help.
RE: MMU2S filament tips on unload
I should correct myself. It did help with fat tips, but did not solve the stringing.
RE: MMU2S filament tips on unload
I should correct myself. It did help with fat tips, but did not solve the stringing.
Stringing is a function of filament movement as well. It means that it cannot retract the filament as expected.
Since you aren't talking about load issues, your IR sensor and the tension on the MMU and extruder idler doors are probably set OK. It is possible, however, that you could still need to do some more fine tuning to those so keep them in mind.
Where I think you need to focus us on your PTFEs and here are things to consider:
- If you haven't already, consider replacing the external PTFEs (short into buffer, long from buffer to MMU, and MMU to extruder) with something better. Either move to a higher quality like Capricorn XS which is more slippery and less prone to kinking or to something with a larger ID (2.5mm or 3mm are common). The tubes Prusa supplies don't seem to have a consistent ID and they are also prone to kinking (and not recovering well). These things will cause drag on the filament and keep it from moving as expected.
- Try to keep your PTFEs as straight as possible. Any curves that are required should be very gentle (think dinner plate circumference). Trim away excess tubing to help eliminate unneeded curvature.
- Print some PTFE clips to bind the long PTFEs together and control their movement. Unbound the curl of the filament will cause the tubes to move as filament is drawn through it or pushed back out. Uncontrolled movement and hinder effective and efficient movement of the filament.
- Install the festo back plate mod for the MMU inputs. The factory design uses compression which is hard to judge and if not adjusted just right will either allow the tubes to move or cause a pinch point and neither is good. Additionally the festos make it much easier to remove the tubes if you have to deal with an issue.
- If you are using the buffer, install the festo mod for the inputs and outputs. Like the input side of the MMU the factory design often causes a pinch point. Additional benefits to the mod are that it allows you to move all inputs and outputs to a single side and it provides more room for your fingers which makes the buffer much easier to work with.
- If you aren't using the buffer, see if your management solution has a similar option to hold the end of the PTFE.
- Loose PTFEs are evil, so if your management system is not holding onto the tubes in some form, figure out something to hold them steady for you to eliminate movement.
- Make sure there isn't undo effort required to pull filament from the spool.
- Similarly if you are using rewind spools, make sure they are not too aggressive in their retraction.
- It is, of course, that the tension on the idlers isn't quite right and they are not grabbing the filament well enough. Too tight can cause other problems though, so generally its best to leave this until everything else is sorted out unless you know for sure there is an issue.
RE: MMU2S filament tips on unload
@gnat
Again, thank you for these tips. I truly hope they will help somebody.
But I've tried many different combinations of filament feed control, including most of your suggestions (except for the festo mod on the inputs/outputs). I have probably 100 hrs invested in trying different mods/combinations. I've had multiple sessions to work through this with Prusa online support. I still can't get consistent tips without stringing and load problems. My point is that we shouldn't have to rely on searching forum postings to fix the MMU2. Prusa should either put out a product that works, provide some real support to fix the design, or pull the product off their sales page.
I'm done with the MMU2. I probably shouldn't have even responded to the earlier post, but I felt I had to disagree with the comment that this just needs typical parameter tweaks.
RE: MMU2S filament tips on unload
@kamil-c
Yes, PETG is stringy. It’s hard to avoid interventions with it.
If you have any ideas how this script might work in detail, feel free to open up a new thread. Many useful things are being done by the community. PR sometimes adopting it for the mainstream later.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: MMU2S filament tips on unload
Prusa should either put out a product that works, provide some real support to fix the design, or pull the product off their sales page.
I do agree that their promotion of the product leaves a lot to be desired and directly leads to many feelings like yours. I think they need to be clearer that this is still an early product and users should expect to need to tinker. I think it should only be marketed to more advanced/experienced users that have the time and inclination to fiddle and can accept an unusable printer for periods of time and wasted filament while you work through issues.
I'm done with the MMU2. I probably shouldn't have even responded to the earlier post, but I felt I had to disagree with the comment that this just needs typical parameter tweaks.
I think it is there, but it is obviously not that simple. There are a lot of bits to the process and it is complicated.
By all means step away from the MMU for now, but consider not getting rid of it. Try coming back to it again after you've had time to cool off and go on with life for awhile. My own story is similar to yours. I spent about 2 months fighting with it and being only marginally successful with no consistency (e.g. could make it through an entire Benchy, but then re-running the same gcode with the same filaments immediately after and it would be intervention after intervention until I gave up and killed the print). It got to the point that if I had a hammer close to hand bad things would have happened. I ended up just walking away and not printing at all for about 3 months. When I started to return to it I spent time looking at the firmware code for both the printer and MMU to get a better understanding of how the whole system is supposed to function. That let me start to better understand where my issues were and start to work through them. It's actually (to me) a fascinating system that is both beautifully simple and complex at the same time.
Things I would like to see for the next iteration:
- Improved ability to tune the IR sensor (including adding an LED at the factory).
- Improved idler tension in a manner that isn't completely ruined when you have to open one of the doors.
- Better tolerance for filament path configuration.
Regarding a "tip" test, they have something like that for the SL1 to help you determine the best settings to use for a new resin. I think something similar will only be possible when they move to a 32bit board on the printer though. My thought is something along the lines of:
- Start test by selecting an extruder temp and tool path.
- Once heated it loads the filament to the nozzle and asks for load confirmation (e.g. like a filament swap).
- Performs the tool change process and retracts the filament.
- Moves the selector out of the way.
- Feeds a few centimetres of the filament out so you can inspect the tip.
- Asks for confirmation and then retracts and returns the selector to the correct tool.
- It would then allow you to adjust some settings (cooling moves, retraction speed, temp, etc..) and then try again.
You could almost right a tool to do that over the serial port except that there is no method to work the selector and idler independently. It's been awhile but I think that should be simple-ish firmware change (though I think you'd also need to modify the printer's as well to pass the appropriate codes to the MMU).
RE: MMU2S filament tips on unload
Thanks, guys for the replay.
I got worse results after updated to MK3S and MMU2S. The idler with the firmware 3.9 fails to find a good position every time I start to print. I need to reset it 3 times before starting. Even if it gets a good position it suddenly starts blinking in reds. It is very frustrating. Moreover, I cannot get why they do not find a better way with tips. I have Robox 3D printer as well. It has an automatic load and unloads of the filament. Never I had any problem. It is simply cool down to 140degres before out or in. The tips are perfect without any strings from PLA, ABS, PET to Nylon. I bought it in 2015 and I have the 32bits board...Josef said that the 8bit board works well, maybe not for all things? Lately, I decreased much of my expectations regarding MMU2. I wanted simply to have easy change filaments and eventually switch between the filaments if one of them is empty. However, even this I cannot do.
RE: MMU2S filament tips on unload
No, there's a third: Use a different slicer - one which allows temperature variation during tool change 😉Peter
What are some good slicers for this?
RE: MMU2S filament tips on unload
@gnat
Can you explain more what you mean by reducing drag and what are some ways to reduce the drag that you've had success with?
RE: MMU2S filament tips on unload
@mike-zoll
I think the video you refer to is:
And in the comments, the author of that video says since he upgraded to the MMU2S, he's been using the stock settings. I quote:
Q: Can you do a video showing your latest settings with the MMU2S?
RE: MMU2S filament tips on unload
Just assembled/installed the MMU2S this past weekend. Full firmware updates to both, and updated Prusaslicer. All defaults, no mods.
After recalibrate, my Z went from -0.80 to a -1.95 to get a solid 1st layer. That was disconcerting there for a while until it started to 'dial in' (wondering if I messed something up doing the mods).
Yesterday started my first try at multi-color (The Hufflepuff badge from thingiverse).
I never had bad tips/string before the MMU, but seems like darn near every unload now I get between an inch and 5 inches (or longer!) strings off the end. I have to attend to it every 10 minutes or so (or use my ear when I dont hear it running for a moment) .
Just had to get in there with a dental pick as fine string was all "wrapped around the driveshaft". And of course things are starting to warp up off the table now.
Using Prusament (all PETG) ultramarine blue and mango yellow. I also have Signal White and Jet black but it hasnt even gotten to them yet in the design.....
This string/tip problem has taken all the fun out of it (for now). But Ill hang in there as I know once I get this issue fixed, it will be happy sailing.....
Any hints/tips/tricks will be greatly appreciated.... Ill try anything at this point (short of tossing it out the window)
Printer: Prusa MK3S+ & MMU2S
Software: Fusion360 & Prusaslicer
OS: Win 7 Pro/CentOS 7
RE: MMU2S filament tips on unload
So I decided to take some time and RTFM....
https://help.prusa3d.com/en/article/mmu-needs-user-attention_2139/ Says to try +/- the temp 2*C and see, so I thought, "Whats Prusa spec for their PETG?" and found https://prusament.com/materials/prusament-petg/ .
| Extruder | Temperature: 250 ± 10 °C No special hot-end required |
|---|
Default setting was 230 (20*C low), so Ill crank it up (in Prusaslicer), reslice and try this out.
Printer: Prusa MK3S+ & MMU2S
Software: Fusion360 & Prusaslicer
OS: Win 7 Pro/CentOS 7
RE: MMU2S filament tips on unload
So I decided to take some time and RTFM....
https://help.prusa3d.com/en/article/mmu-needs-user-attention_2139/ Says to try +/- the temp 2*C and see, so I thought, "Whats Prusa spec for their PETG?" and found https://prusament.com/materials/prusament-petg/ .
Extruder Temperature: 250 ± 10 °C
No special hot-end requiredDefault setting was 230 (20*C low), so Ill crank it up (in Prusaslicer), reslice and try this out.
Let us know how it works. I would think raising the temperature might make the stringing even worse. But I have to say, I've never seen worse stringing than the photo you posted.
For Prusament PETG (at least the gold-flecked yellow one, which is the only one I've tried) the default settings have worked fine for me.
One thing you might also try is really rapid retraction speed. But try one thing at a time, rather than a combination of things all at once.
RE: MMU2S filament tips on unload
@anachronist
250 worked better, didnt error out at every change like previous. Still have strings here or there, but they were only maybe now an inch or so, and maybe like every 5th change or something (truthfully wasnt babysitting it as close, just when I would hear it quiet I would go over to it).
Yes, Ill just change one thing at a time and see how it reacts (adding the MMU changed too many things at once...with the hardware and both firmwares and full recal)
And I should test print on things a bit less intense, until its all dialed back in.
Its better but still needs more tweaking. At least not quite as frustrating now 🙂
Printer: Prusa MK3S+ & MMU2S
Software: Fusion360 & Prusaslicer
OS: Win 7 Pro/CentOS 7
RE: Possible Solution
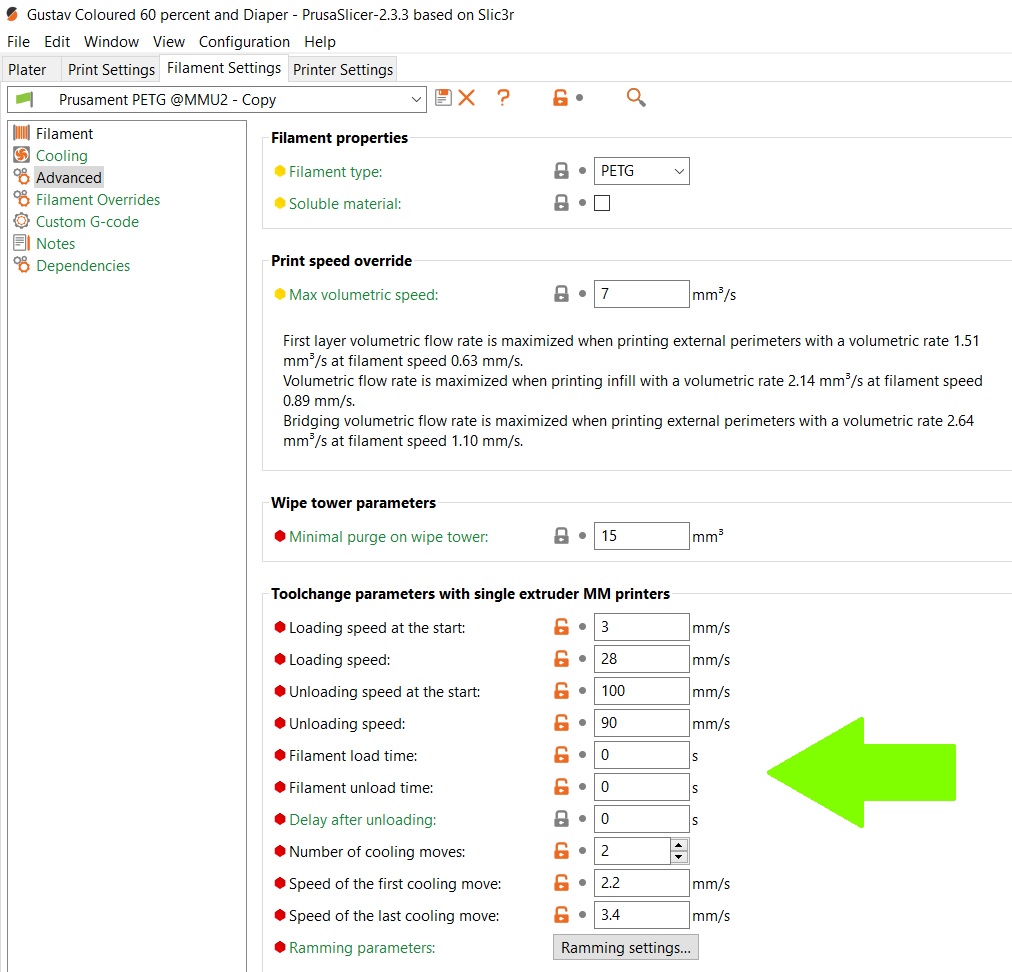
Up until a week ago, my filament tips were always spot on, with little-to-no stringing. Then I started to have consistent issues with the tips being too large and stringy. I wasn't able to correct it via temp or ramming settings (not that I knew enough about ramming settings to do anything more that guess). I was taking another look at those Prusaslicer settings today, and noticed again that the greyed settings which should indicate defaults were significantly different than what the mouse-over tool tips stated the defaults were. Confusing! Because I had nothing to loose, I changed each of the settings to what the tool tips stated were default, sliced a multicolour model and sent it to the Mk3S+. The result? No stringing and filament tips (Prusament and two other brands) measuring a very respectable and useable 1.87mm-ish millimetres. Total Print time reduced from 28 hours to 20. Go figure.