OctoPi distorting prints
Hello,
There is something bizarre with my OctoPi setup.
I am running OctoPi 0.18.0 on a RaspberryPi 4B.
When I upload a gcode file, OctoPi reads it and explode the X and Y dimensions by a factor of 2.5 on the X axis and 4 on the Y axis. When I print, the model is correctly sized but very often Octoprint thinks that the model is too big and refuses to print.
These distortions are happening regardless if I upload the gcode files from the Prusa model folder, slice them with Cura or PrusaSlicer.
Any idea of what might be wrong?
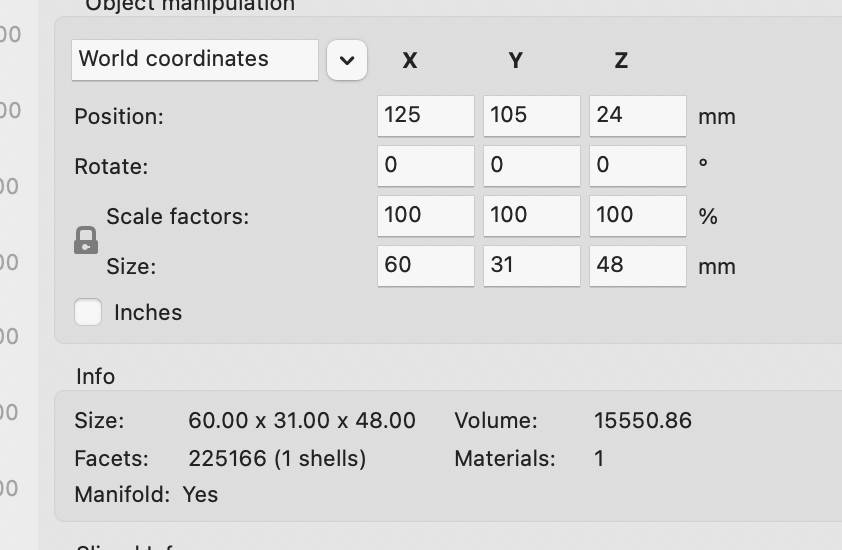
For example if I take 3Dbenchy that should be 60mm * 31mm * 48mm, on OctoPi I read 153.06mm * 135.06 * 48.0mm.

Best Answer by bobstro:
Be sure you've properly defined the bounding box for your print area. The prime line is printed slightly outside the print area at position Y-4. OctoPrint may be detecting this as unprintable if your bounding box isn't set properly.
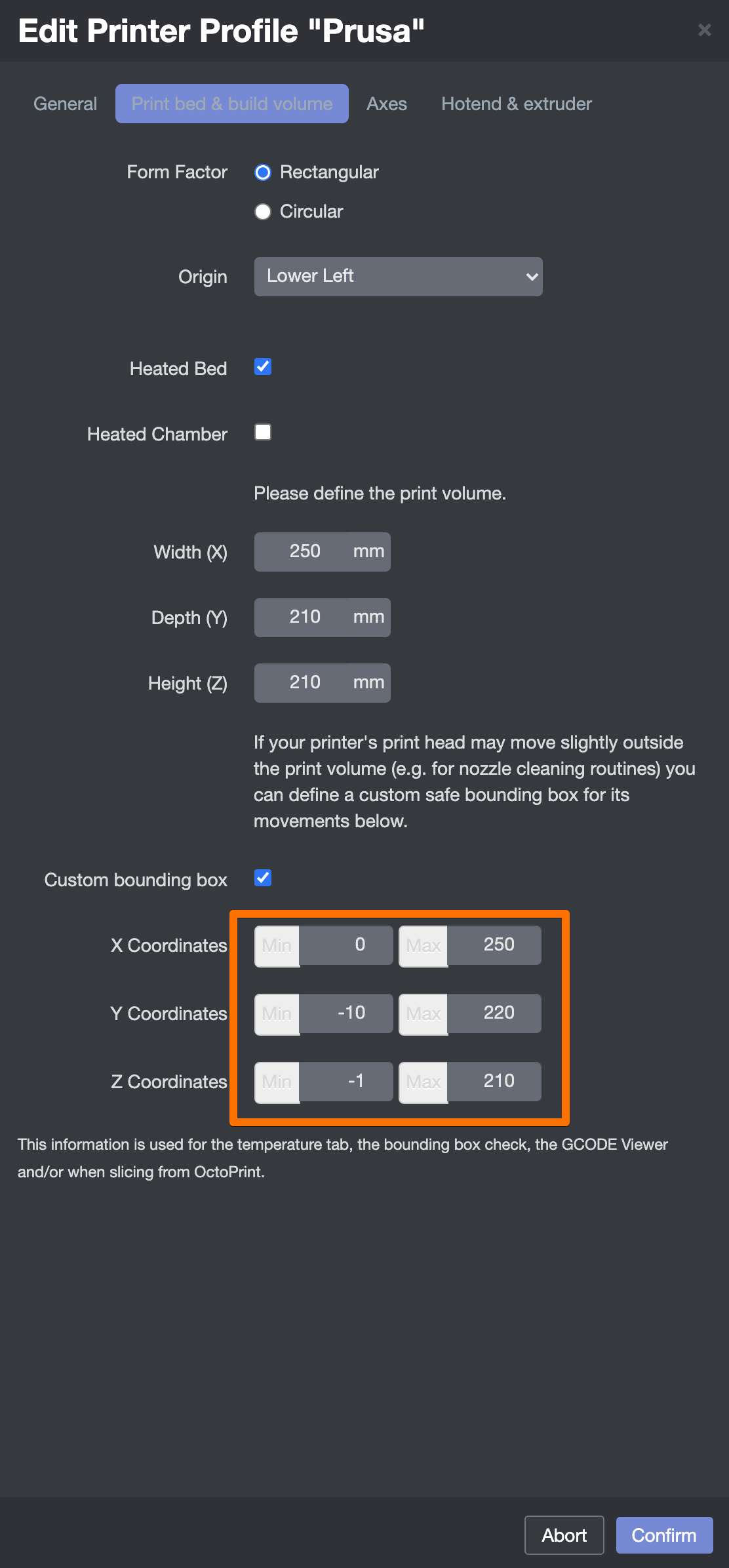
The overall dimensions may be taking the prime line into account as a result.
RE: OctoPi distorting prints
The factor of 2.5 sounds very much like a conversion from inches to mm happening somewhere. A factor of 4 though?
RE: OctoPi distorting prints
Be sure you've properly defined the bounding box for your print area. The prime line is printed slightly outside the print area at position Y-4. OctoPrint may be detecting this as unprintable if your bounding box isn't set properly.
The overall dimensions may be taking the prime line into account as a result.
RE: OctoPi distorting prints
Hi @Bobstro,
Thanks!!!, This solved my problem. 😀
I didn't think that the prime line was outside the print area, therefore adding the negative value on the Y axis of the custom bounding box made it work.
I read the config parameters for the MK3S on Octopi, but I missed completely that.
RE: OctoPi distorting prints
The Y bounding box is 220? I need to go back and check mine.
--------------------
Chuck H
3D Printer Review Blog
RE: OctoPi distorting prints
@cwbullet
well, i'll be darn! i may have to check what mine is too!
although i haven't had issues in the last 24 hours with Octoprint (knock on wood!). Won't hurt to check to make sure i have the right settings. Right?
RE: OctoPi distorting prints
The Y bounding box is 220? I need to go back and check mine.
My settings aren't exact. I believe Y can go from -4 to 215, X from -1 to 251 roughly. The important thing is that the bounding box should allow for the prime line at Y -3.
RE: OctoPi distorting prints
The firmware limits for the MK3S/S+ are 0 to 255 on X, -4 to 212.5 for Y and 0.15 to 210 for Z. The MK2.x uses 0 to 250 for X, -4 to 210 for Y and 0.15 to 210 for Z. I'm not sure how safe it is to use the "extra" space on the MK3 for actual printing, so it might be best to stay with the more conservative values.
RE: OctoPi distorting prints
@chad-k
Thanks. What is your source?
--------------------
Chuck H
3D Printer Review Blog
RE: OctoPi distorting prints
I pulled them from the source code here: https://github.com/prusa3d/Prusa-Firmware/tree/MK3/Firmware/variants
The relevant lines are like this (from 1_75mm_MK3S-EINSy10a-E3Dv6full.h for the MK3S):
// Travel limits after homing
#define X_MAX_POS 255
#define X_MIN_POS 0
#define Y_MAX_POS 212.5
#define Y_MIN_POS -4 //orig -4
#define Z_MAX_POS 210
#define Z_MIN_POS 0.15