Big problem with Warping - PLA
Hello
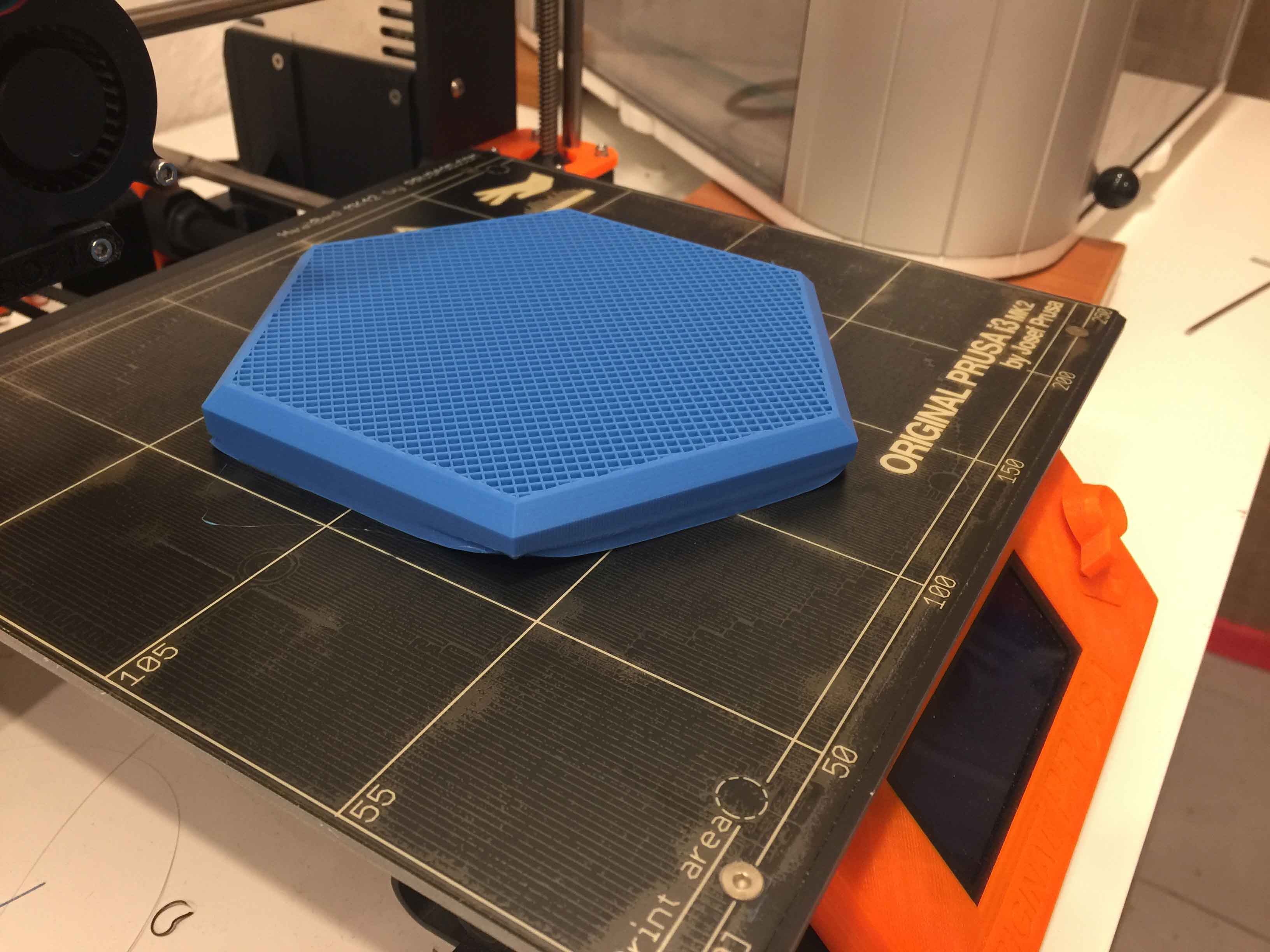
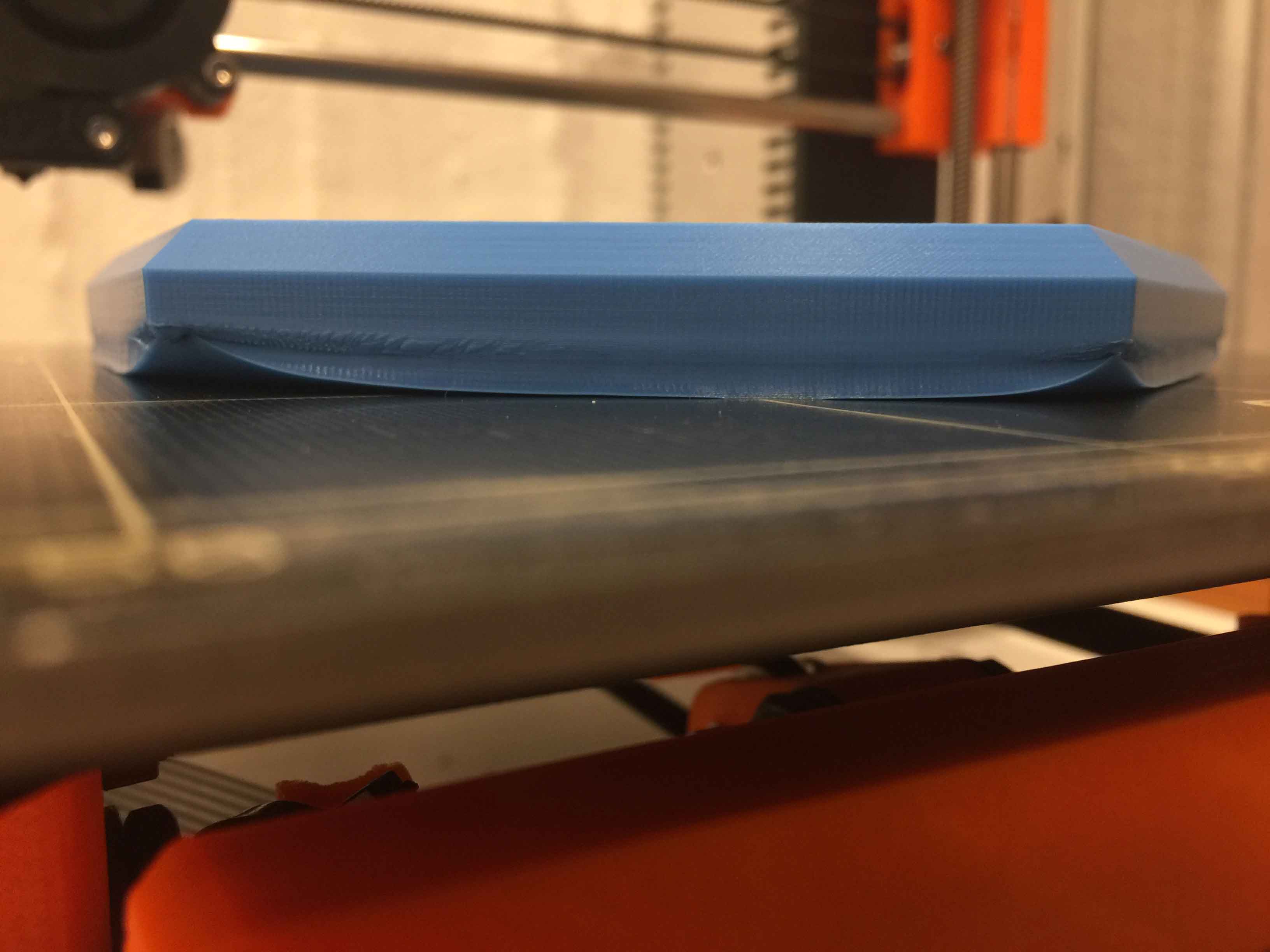
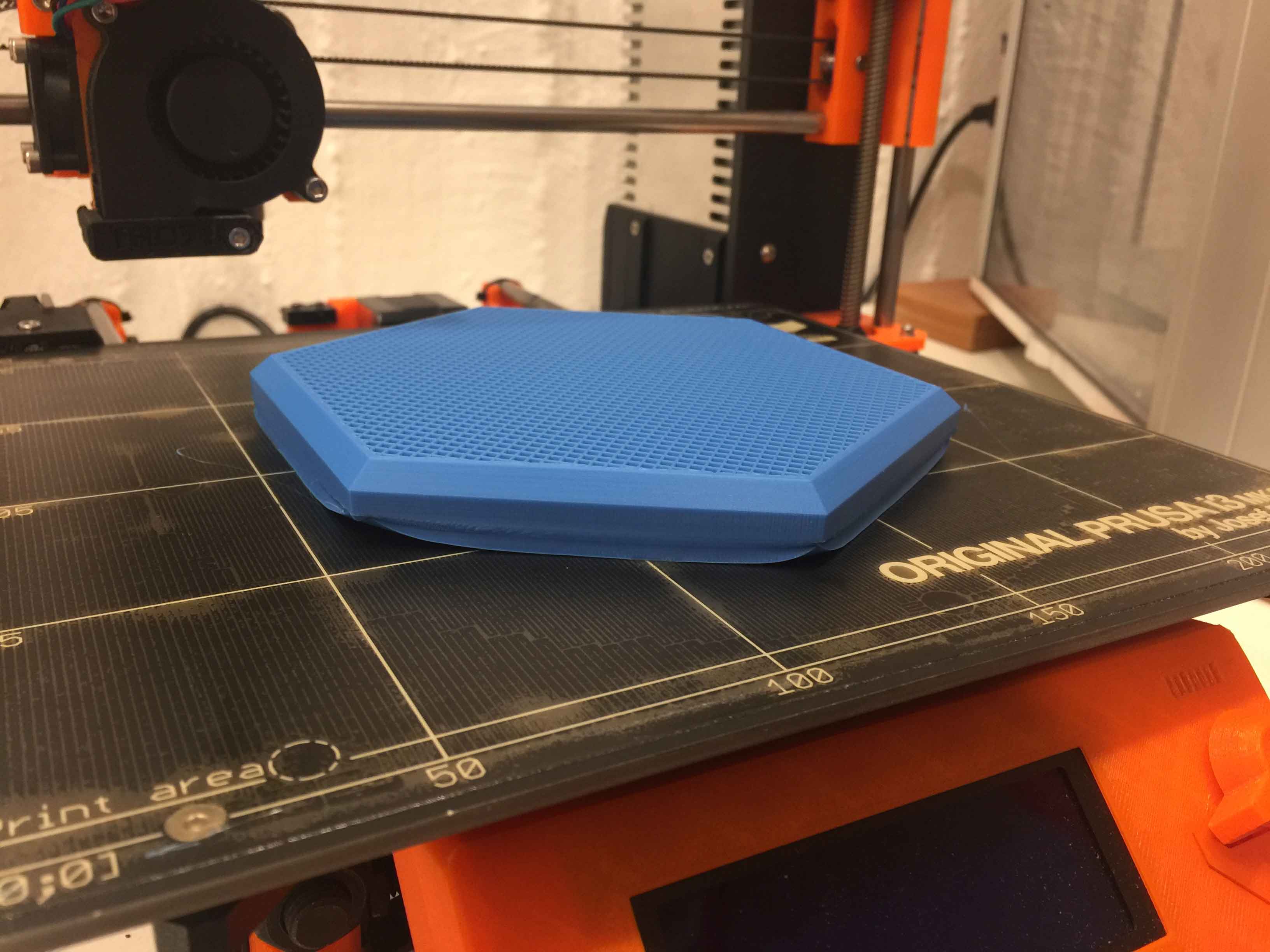
I am having problems with warping when I am printing bigger models. I tried clean with acetone instead of IPA but no luck, I tried to raise the temp of the bed but still nothing, even when I printed on 75 celcius. If I apply glue I dont have a significant change.
The only possible cause I believe is that the room's temp I have the printer drops at 17-18 with max 20 celcius now in winter.
What do you believe? Is it a room temp problem and i have to build an encloser or is it somenthing else?
Print Settings
The default 0.1 detail MK2 RC4 with Simplify3D
Best Regards
John
Re: Big problem with Warping - PLA
Increase bed temp to 65 degrees; print with a brim
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Hey Peter thanks for your reply. I have tried a big part with Brim and 70 degrees but the part warped with the brim together 😆
Re: Big problem with Warping - PLA
PLA? Try printing first layer at 215 degrees and the remainder at 205; don't start the fan until 3rs or 4th layer.
That model really should print fine. Really clean the bed thoroughly with IPA (99% if you can get it).
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Hey Peter, did that too. I tried IPA and Acetone but none worked. Also the print in the pictures was printed with 215 first layer, 205 each other layer
and fan settings 0% for first and second layer, 60% for the 3rd and 100% for 4+. (Yes its PLA, from Netherlands not chinese one).
Do you think the low enviroment temp has an affect?
Re: Big problem with Warping - PLA
your bed shouldn't be any higher than 65, I think 63 is the transition stage of PLA, after that you may be making things worse as the PLA will be softer.
Adding round or square 2 layer disks at the edges can help, although brim does the same albeit single layer.
What I cannot see is the outer skirt, have you removed it? if not, did it stick? I run 2-3 loops sometimes just to ensure my Z is correct for the filament.
Re: Big problem with Warping - PLA
Hey Nicholas
So if i print with 55 degrees things will be better? I dont print a skirt, I am just watching the first layer. If I dont like it i cancel the print. Adding squares or disks on the corners will be better than adding a brim?
Re: Big problem with Warping - PLA
Hi try to play with Z axis distance. my current settings are about -0,650mm
Re: Big problem with Warping - PLA
Giannis
Can you zip up and upload the STL? I can try slicing and printing here.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Hi John,
The warping you are experiencing is impressive, especially for PLA !
I believe the room temperature can be an issue, and the heated bed could generate some convection, meaning that more cold air will come from the side.
What you can try before having a real enclosure is to use some archive carton box like this one, partially unfolded, all around the printer to limit this air movement, or at least on side and front side. I do not think it would be needed to close the top side for PLA.

I'm like Jon Snow, I know nothing.
Re: Big problem with Warping - PLA
Hey Peter of course I can. Here you are https://drive.google.com/file/d/0Bx8Vz4_N02SoWm9sVnByQVBDWEE/view?usp=sharing
Christophe I think thas my main problem because the summer I was printing even bigger objects with totally no warp with the same PLA brand. The only difference was that the enviroment temperature was 31 degrees comprared to 18-19 that its now.
Re: Big problem with Warping - PLA
If the environment getc down to 15C or less. Your will get minTemp errors.
Regards Joan
Edited from previous seasonal error message.
I hate autocorrect. ..
😀
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
Re: Big problem with Warping - PLA
If the environment getc down to 15C or less. Your will get mintemp errors.
Regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
Re: Big problem with Warping - PLA
I start at 55 for first layer, then have it increase to 63-65 depending on the size of the print, in your case I would choose 65. Make sure the fan is set to on permanently (it will still skip the first 3 layers on the default settings) I also start the print at 211 for the first layer and drop it for the rest, normally about 206-208 for Prusa PLA. Filamentum I run hotter..
The disks I use some times at corners are simple .4mm high 15mm circles. I add them using SLic3r and add one for each corner. It adds a reasonable disk that will stick quite well and hopefully also help you issue.
I think everyone has a different room ambient temp and humidity, for that you will have to do some play and learning.
Hope this helps in some way
Re: Big problem with Warping - PLA
Giannis
Just starting the print now. I realised a couple of things while slicing:
1. What first layer height are you using? To get better adhesion, you need a thicker first layer.
2. You have way too much infill. 10% (or less) should be more than sufficient for this model.
Also, I really don't see the point in printing this at 0.1mm layer height; this is something that I would probably print at 0.25mm.
Will let you know how the print progresses.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Giannis
Now at 5.2mm with not even a hint of lifting/warping:
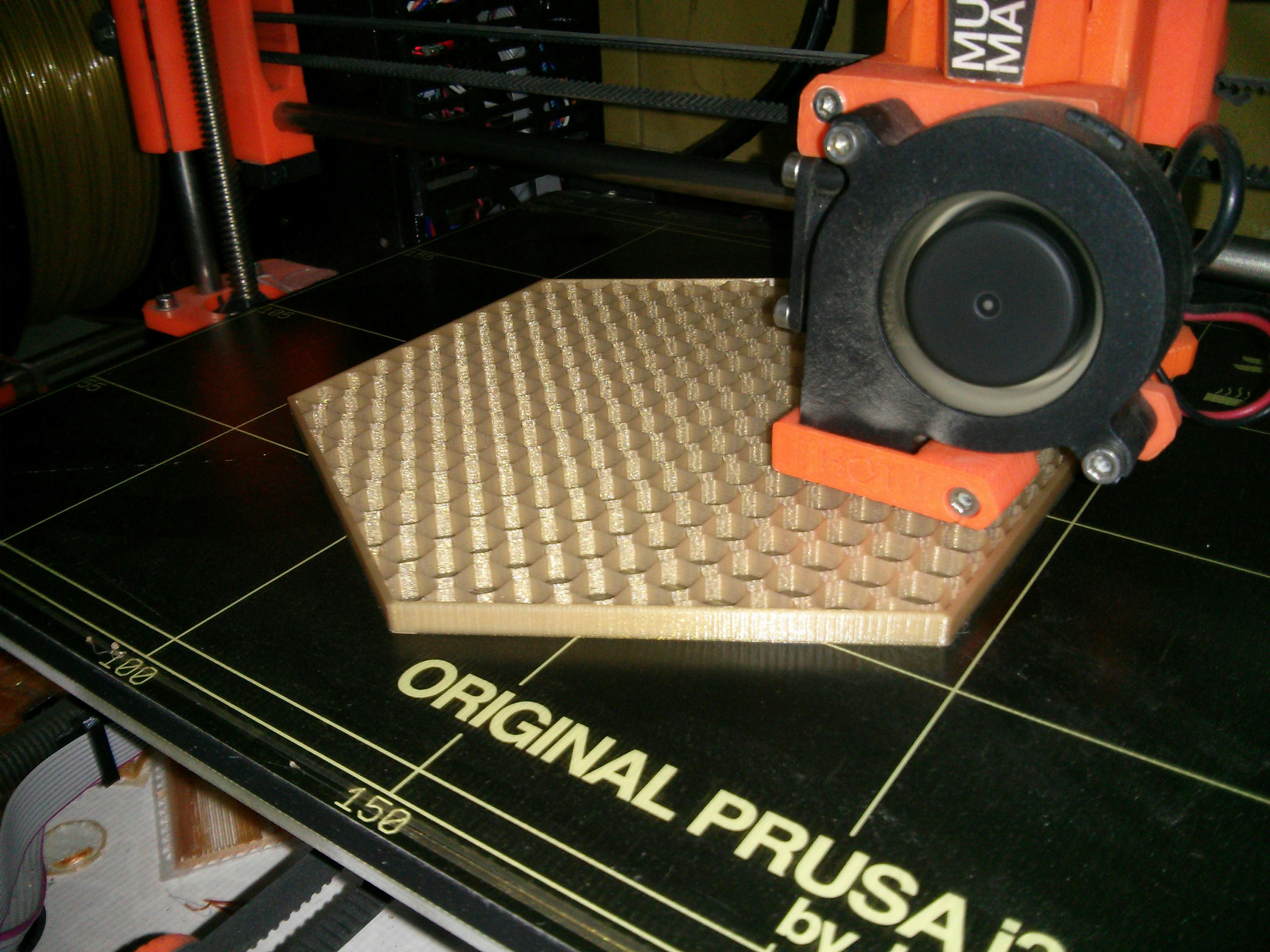
Print parameters:
First layer 0.2mm, 215 degrees, max speed 20mm/s
Remaining layers: 0.1mm 205 degrees speed rising to 60 (perimeter), 80 (Loops), 100 (infill)
Bed: 65
Infill: 12.5% (way too much!) rounded
Top/bottom thickness: 0.3mm
Loops: 3
Will be cancelling the print shortly.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Giannis
I let the print finish overnight but unfortunately I ran out of filament on the top layers.
As expected, it completed with no lifting/warping using the settings in my previous post.
One other thought - it may be that your Z live adjust is not quite correct.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
Hello Peter thank you for the try! Also I am very sorry for my late response. I printed the model with almost the same settings as you, except the infill. I used more infill because I was afraid of insufficient closing at the top layers. Also i used 0.1 instead of 0.25 because this is a prototype for casting, so I needed good side surfaces. My Z-tune i think was very acceptable. Not too squished not too high. A nice flat surface without any gaps between infill and perimeters.
Finally I printed this model with a Craftbot Plus and only one corner warped. (craftbot has enclosed sides).
Whats your room temperature?
I am building an enclosure from wood. Now I am the stage where I build the door with a glass. I can share some photos for the community of you want if someone wants ideas. The PSU is it better to be inside the chamber or outside? Consider that I will print and a lot ASA/ABS so the temp will rise inside
@Christophe I thought about it but i decided to build one. Thanks for the hint
John
Re: Big problem with Warping - PLA
Giannis
My room temp is about 18 degrees, but the printer is by an open window and outside, it's currently -3. I really don't see room temp as being an issue.
Thoroughly clean the bed (again), lower Z Live adjust by 50 microns and try again. Sorry, but that is my only suggestion.
I do have an almost perfect print here though; I suppose I could post it to you...
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Big problem with Warping - PLA
I think that my Z live adjust is fine. If I lower more the nozzle I think will have bad bottom surface. So obviously room temp isnt playing a big part with PLA. My Z Live Adjust now is -0.88