Your advice please? (How would you fix this?)
I have installed Prusa Slicer 2.2 (latest version) and went back to all factory defaults. I am using Prusament PETG filament. I'm using the Prusa Slicer default setting of 230c/85c instead of the 250c/80c printed on the spool (Not sure why they would not be in agreement.)
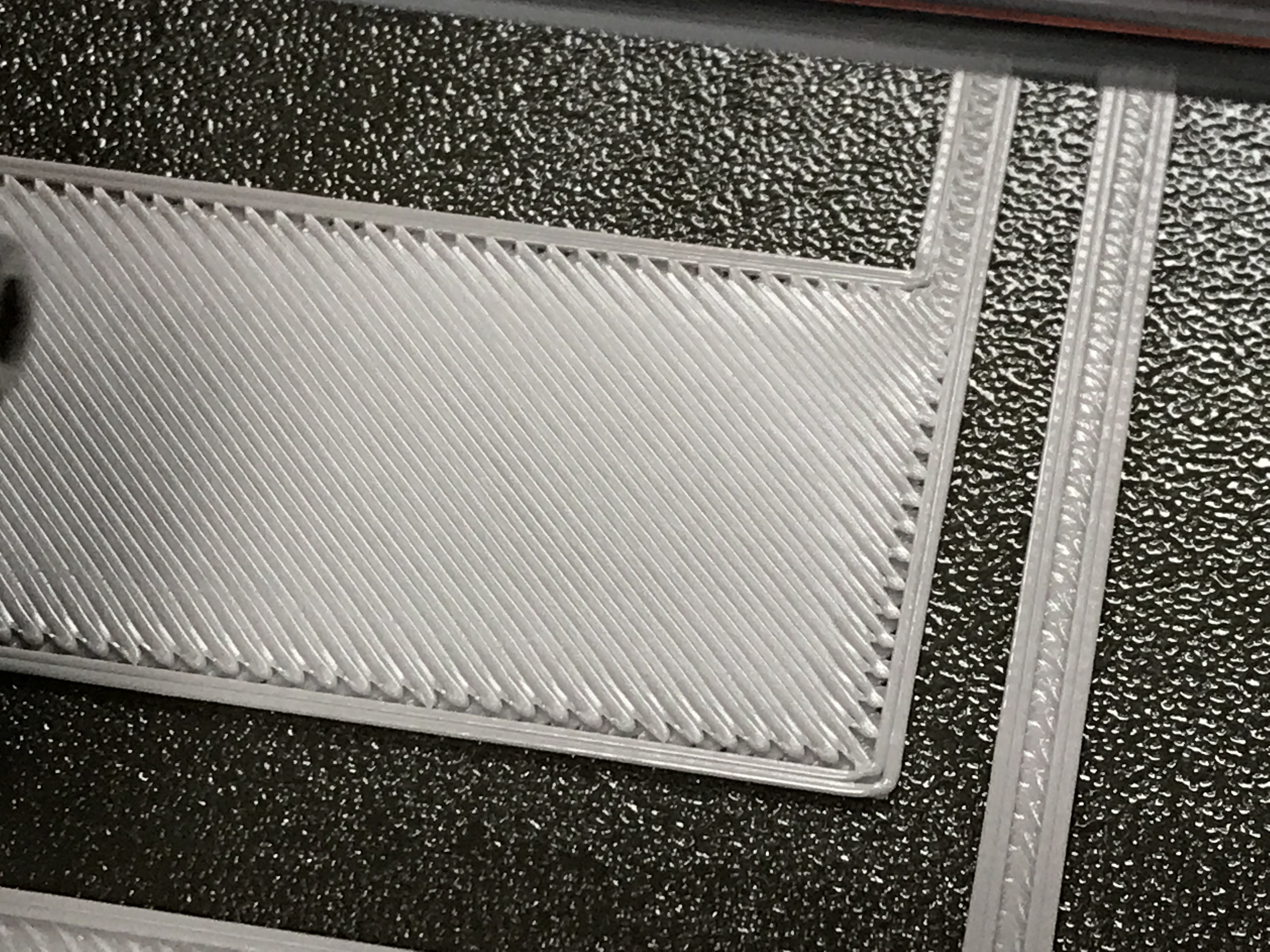
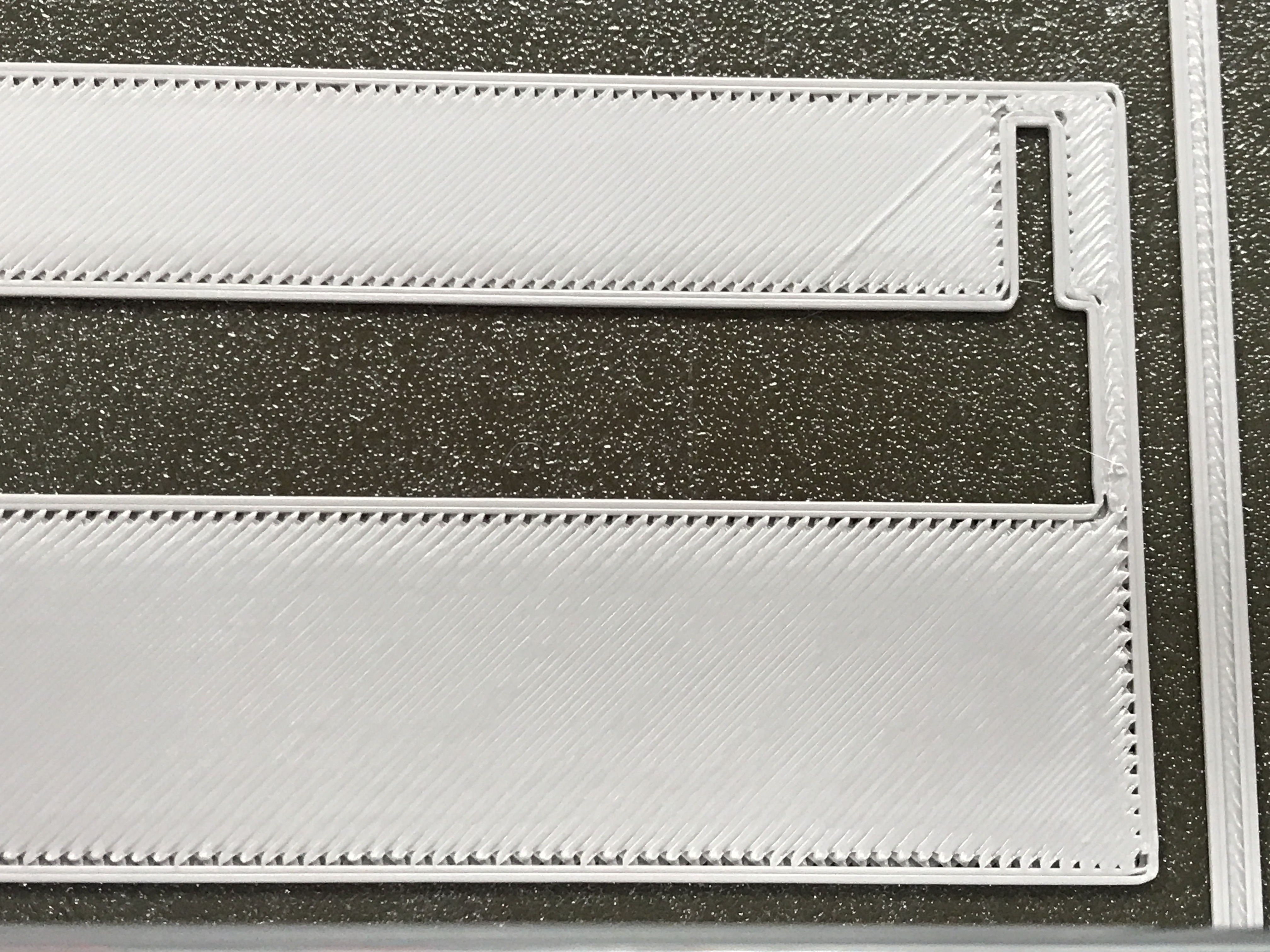
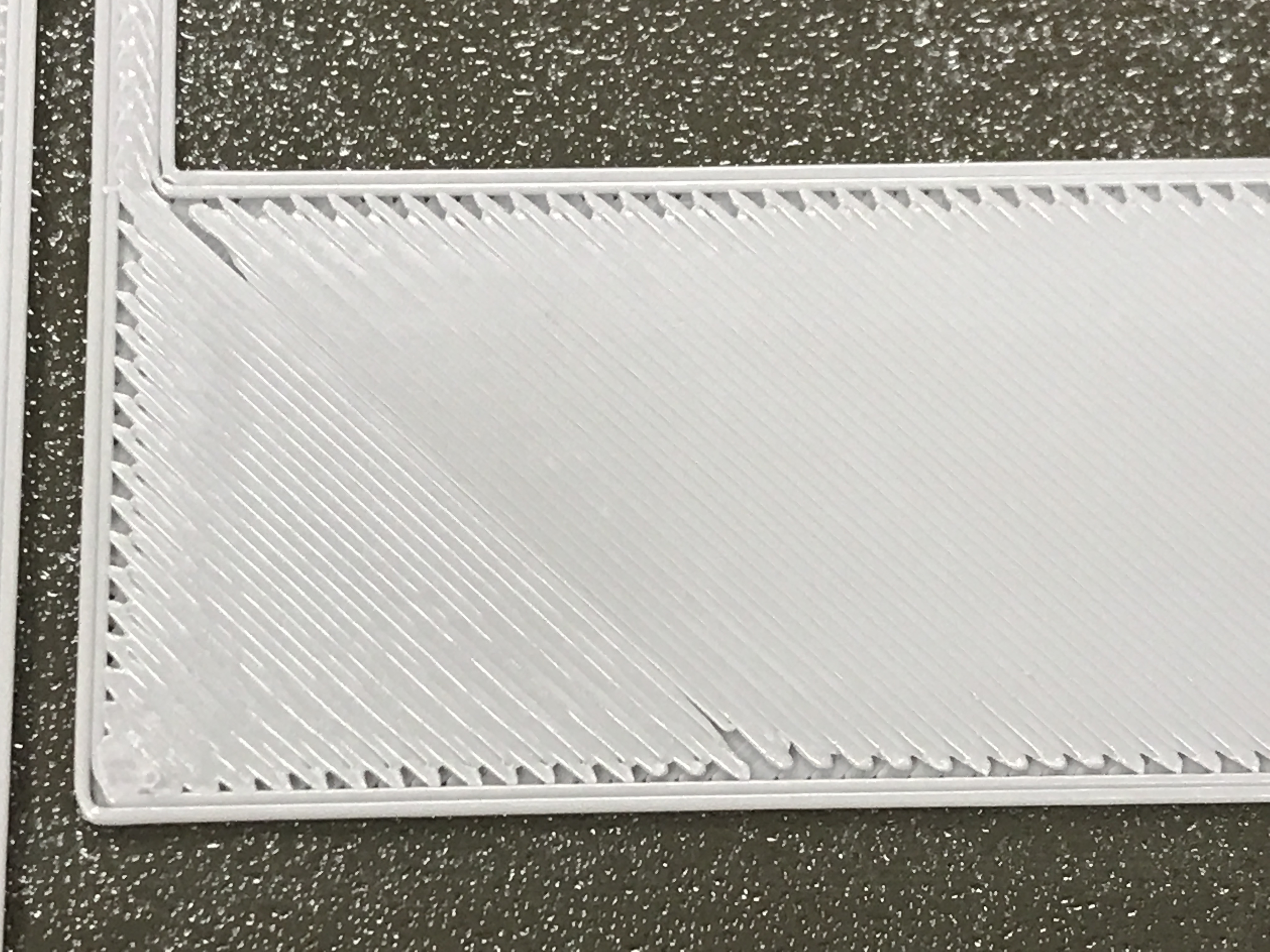
Here are the resulting prints. You can see several issues, such as the fill having gaps at the perimeter.
What strategy would you suggest for dialing this into being a good print?

RE: Your advice please? (How would you fix this?)
You show Jet Black PETG, but the 3 prints looks like Silver PLA.....did you upload the wrong pics?
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Your advice please? (How would you fix this?)
As people keep telling you, you just need to follow the LiveZ guide and upload pics of your first layer - super simple and helpful guide!!
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Your advice please? (How would you fix this?)
I have installed Prusa Slicer 2.2 (latest version) and went back to all factory defaults. I am using Prusament PETG filament. I'm using the Prusa Slicer default setting of 230c/85c instead of the 250c/80c printed on the spool (Not sure why they would not be in agreement.)
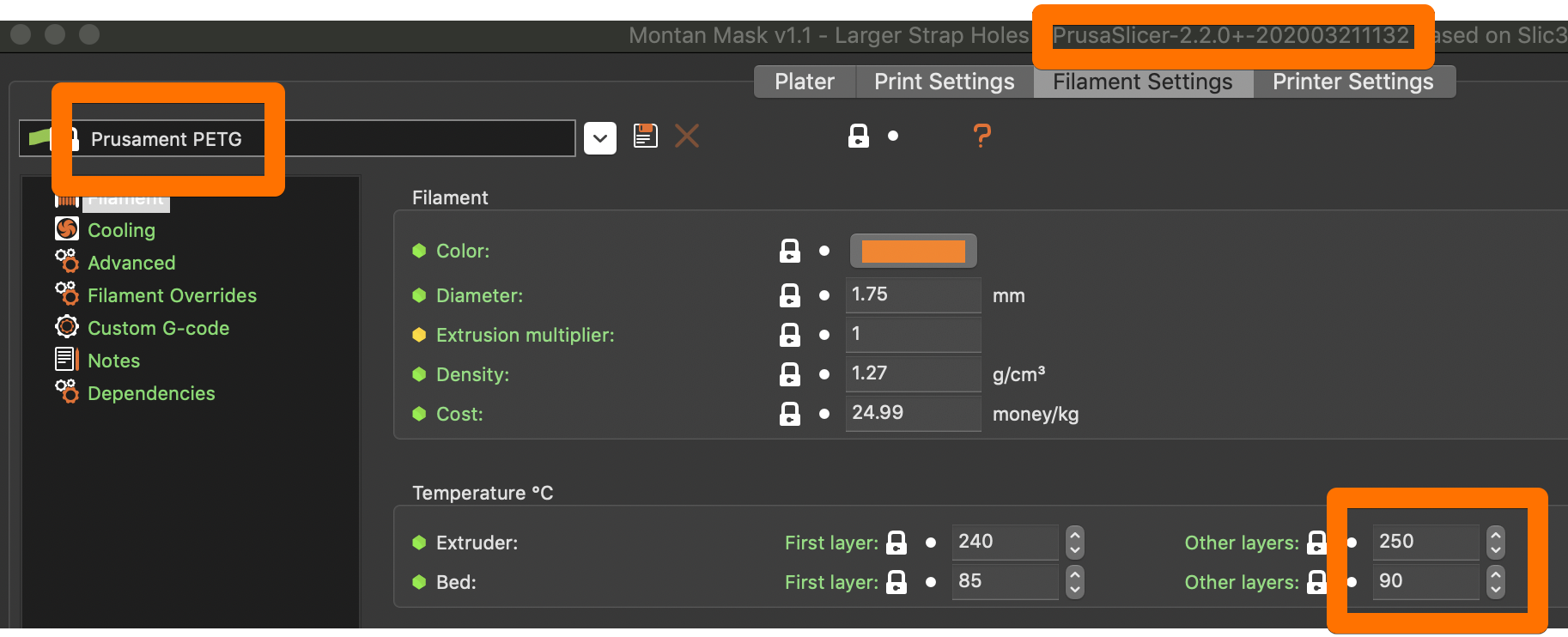
The temperature range for the Prusament PETG profile shows 240C nozzle and 85C bed for the 1st layer, and 250C nozzle and 90C for other layers. We've gone through this before. The hint is on the box. The profiles that say Prusament are meant to be used with the Prusament filament.
Good luck with it.
RE: Your advice please? (How would you fix this?)
I had a convenient photo of the black spool. I used it to illustrate the 250c/80c recommendation printed on the spool. The same printing exists no matter the color (Gray, Blue, Orange, etc.) So the color difference is a distinction without a difference. I printed with gray Prusament PETG. While you have pointed out a discrepancy (gray/black) it is inconsequential, just a nit pick. The Prusa Slicer has one Prusament setting. Again, it is without color distinction.
My comment was that while all Prusament PETG is shipping with 250c on the spool, the latest Prusa Slicer uses 230c as the setting. It is an odd, and meaningful distinction/conflict.
Yes, I followed the Z-adjustment to the best of my ability, using a magnifying glass and a light.
So, now, here we are having gone through that distinction without a difference and back to the initial question.
What is the likely problem, given what you see in the photos.
RE: Your advice please? (How would you fix this?)
[...] My comment was that while all Prusament PETG is shipping with 250c on the spool, the latest Prusa Slicer uses 230c as the setting. It is an odd, and meaningful distinction/conflict.
I am running PrusaSlicer 2.2.0. The Prusament PETG settings very clearly show 250C/90C for all but the 1st layer. I'd chalk this one up to inattention.
RE: Your advice please? (How would you fix this?)
Good luck with it.
Let's stick with the correct facts and avoid the snide "Good luck with it." remarks. I'm not looking for luck. I am looking for advice from knowledgable people.
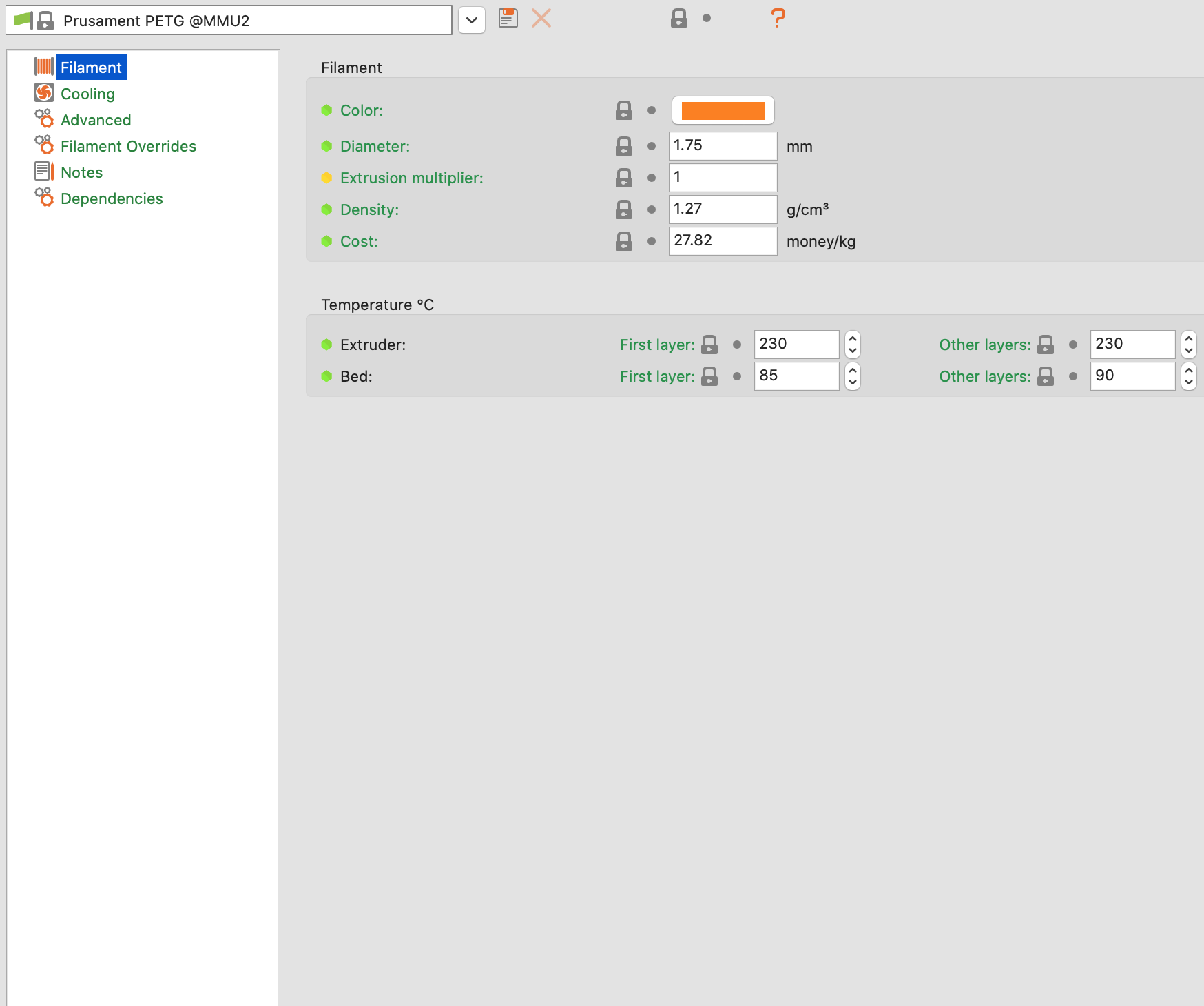
- I correctly indicated that I am using the Prusament PETG profile from the latest Prusa Slicer 2.2 release. Contrary to your assertion, the Prusa default values are not as you indicated. See the attached screenshot, below.
- I am printing with Prusament filament, which I indicated at the onset.
- The temperatures printed on the filament spools do not coincide with the temperatures in the latest Prusa Slicer 2.2 Prusament profile.
And, is the entire temperature discussion somehow related to the printing aberration I am seeing? Or, are we off into a tangent?
The objective is to correct the printing problem illustrated in the photos in the initial posting.
RE: Your advice please? (How would you fix this?)
I beg to differ: Fresh install of Prusa Slicer 2.2, factory settings, nothing edited:
RE: Your advice please? (How would you fix this?)
[...] And, is the entire temperature discussion somehow related to the printing aberration I am seeing? Or, are we off into a tangent?
You brought it up both in this thread and the last time you posted about the topic. If you want to focus on a single topic, I suggest you restrict your narrative to that single topic.
There may be variations tuned for the MMU2. The spool settings are for typical single extruder setups.
Good luck.
RE: Your advice please? (How would you fix this?)
You brought it up both in this thread and the last time you posted about the topic. If you want to focus on a single topic, I suggest you restrict your narrative to that single topic.
Good luck.
You don't play fair, do you?
The SINGLE topic here is how to get the printing in the initial photos to work.
- nilok made the lawyerly point that I had shown the photo of black Prusament PETG in illustrating the 250c temperature. So that necessitated pointing out that every color is printed with the same temperature, including the gray that I used.
- You then went on the tangent about temperatures. I didn't initiate that tangent, you did. Talking about temperatures was never what I wanted to discuss.
- Then, you made one of several nasty, cynical remarks ("I'd chalk this one up to inattention.") when, in fact, I have given great attention to detail.
- Then, you insisted that the Prusa Slicer 2.2 default temperatures for Prusament were different from what I was indicating my fresh, new, clean installation was showing. I provide screenshots to show this.
- Now you state we have gone through this before. It is you who went off on the whole temperature discrepancy thing, again, and continue to insist that Prusa Slicer 2.2.0 default temperatures are different from what my version is indicating they are.
Are you just always this nasty?
Let me clarify, in case my initial posting and the title were not clear:
What should I be doing to correct the aberrations in the photos? What is likely to be going wrong? Why is the infill stopping short of the perimeters? (And, again, yes, to the best of my ability I have done the Z-Layer adjustments per the cited article. I am willing to make additional Z-Adjustments if you think that is the problem. What would you suggest? Higher, lower? Something else?
RE: Your advice please? (How would you fix this?)
[...] The SINGLE topic here is how to get the printing in the initial photos to work.
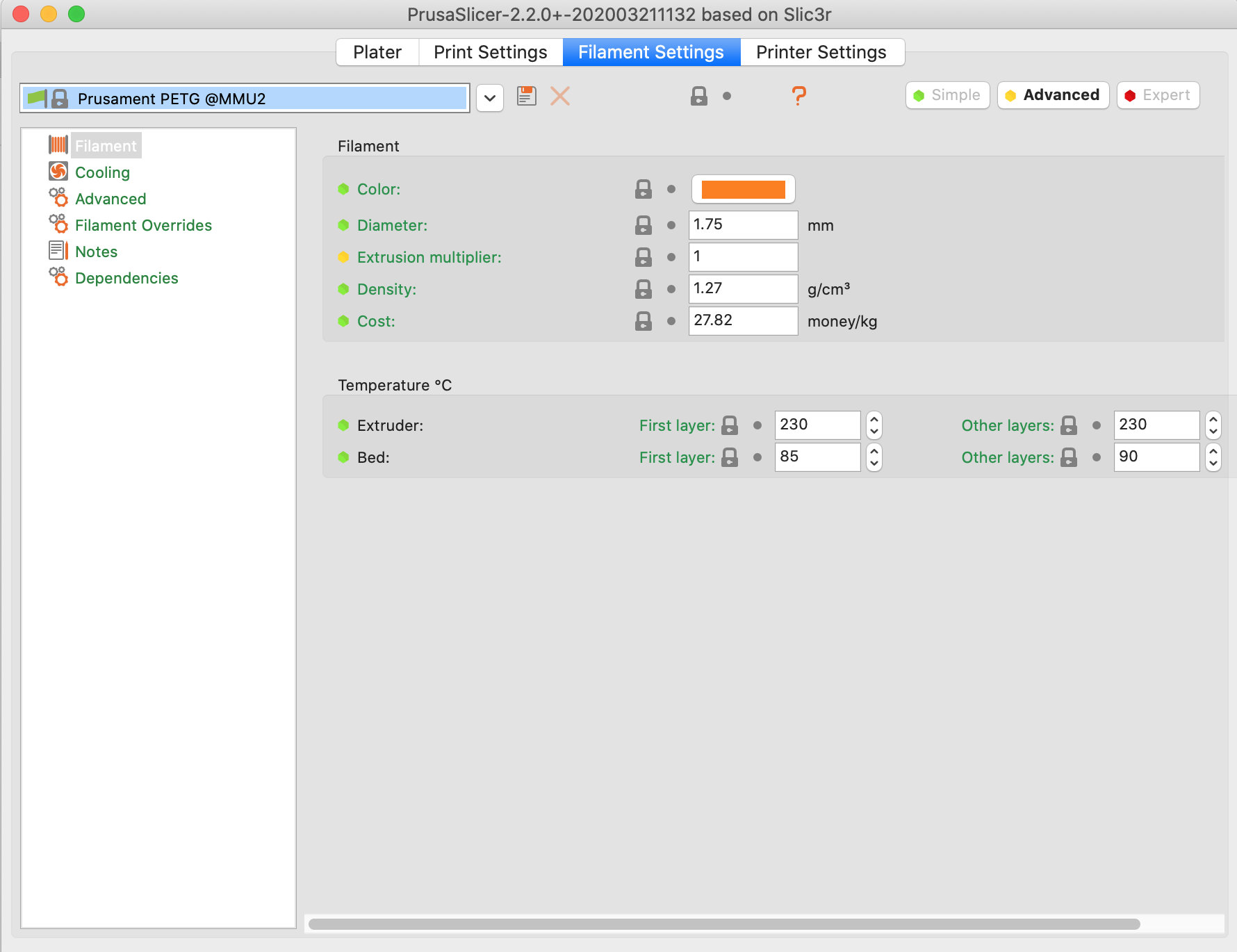
Exactly. That is why the spurious snide comments are unhelpful. You included extra detail about the settings. In fact, you are apparently selecting the Pruament PETG @MMU2 filament profile, which is an important detail. Again, there are variations for MMU2 usage while the spool settings are for the more common single extruder setups. I am addressing the point you made in your original post.
- [...] You then went on the tangent about temperatures. I didn't initiate that tangent, you did. Talking about temperatures was never what I wanted to discuss.
Which begs the question of why you brought it up.
- Then, you made one of several nasty, cynical remarks ("I'd chalk this one up to inattention.")
Funny that you find that nasty and cynical, considering that you used that very same word in your last thread on this very same topic. Reminds me of some other famous personalities.
[...] when, in fact., I have given great attention too detail.
OK.
- Then, you insisted that the Prusa Slicer 2.2 default temperatures for Prusament were different from what I was indicating my fresh, new, clean installation was showing. I provide screenshots to show this.
The Prusament PETG defaults are exactly as I showed. You were in fact using the Prusament PETG @MMU2 profile which is a different profile with different settings. Clarifying the settings you're using may be important for helping troubleshoot your problem. That's why I'm trying to determine what settings you are actually specifying. Details like using an MMU2 or not are important.
[...] Let me clarify, in case my initial posting and the title were not clear:
What should I be doing to correct the aberrations in the photos? What is likely to be going wrong? Why is the infill stopping short of the perimeters? (And, again, yes, to the best of my ability I have done the Z-Layer adjustments per the cited article. I am willing to make additional Z-Adjustments if you think that is the problem. What would you suggest? Higher, lower? Something else?
At this juncture, I'm hesitant to even attempt to assist without a clear understanding of what your setup actually is. If you would zip and upload a 3MF project file with your current model and settings so we can ascertain the actual settings you are using, that would be most helpful. Your print seems to show poor overlap between infill and perimeters on the 2nd layer, but again I would want to see all of the applicable settings to suggest any fixes.
Bon Chance
RE: Your advice please? (How would you fix this?)
This person clearly thinks they are the smartest in the room. Lets hope this was the final humbling experience they needed....they did make it almost 24hrs being polite and respectful.
Complaining for days while spouting overly technical details, copywrite issues, prusa quality, and even specs......to not even have the correct filament selected....I have to laugh. I guess I should have added "Start with the defaults AND the proper selections"
Also check this post to see how simple this process SHOULD be while using only the resources on this site:
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Your advice please? (How would you fix this?)
Also keep firmware and software revision the same version.