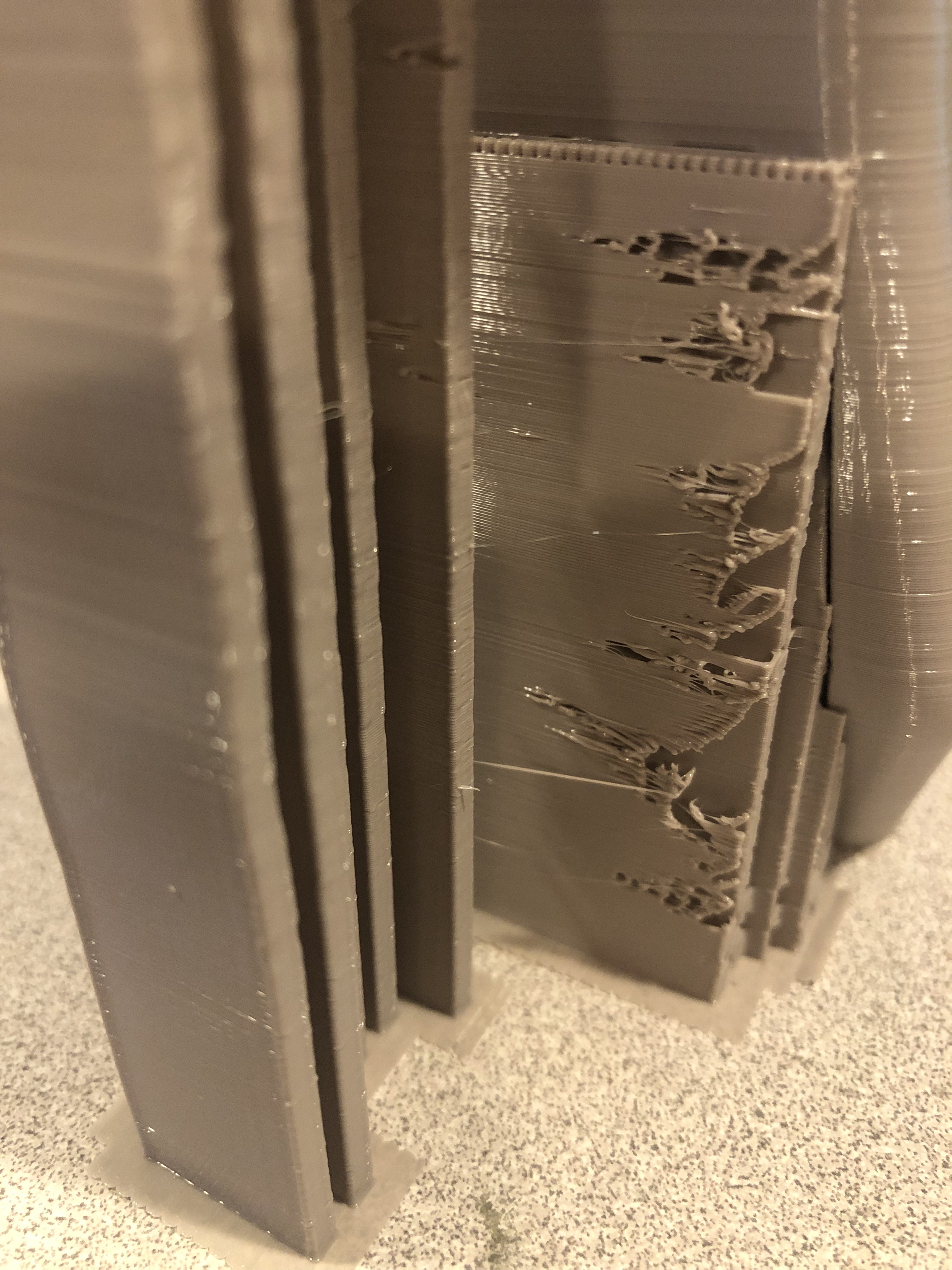
Why are the supports doing this only on this edge?
RE: Why are the supports doing this only on this edge?
Looks like they are getting too hot - my 2 cents
RE: Why are the supports doing this only on this edge?
I don't have an .3MF to go by, but from the look of the picture I'd say they are to thin right there.
Good Luck
The Filament Whisperer
RE: Why are the supports doing this only on this edge?
@swiss_cheese
It's Prusa's automatically generated supports. I also dropped the heat 15 degrees and it turned out exactly the same.
RE: Why are the supports doing this only on this edge?
What material, what temp are you trying? 15 degrees is a huge swing. The other thing that comes to mind is under-extrusion. but is the issue only for the supports? What about the part that is being supported - how is that coming out? Defects in supports is almost always temperature, and extruding enough plastic to make the strands stick together. My first guess of too hot is that the thead is making a hairpin turn right there - so the filament needs to hang on. If the speed is too high, it could make that look like that. If the temp is out of range (too high, too low) the stick between layers gets thrown off or you get globbing (too hot almost exclusively) - if the extrusion is not coming out with enough plastic, the hairpin turn gets short changed and you get gaps. Could be extrusion multiplier, support traversal speed, temperature for the material used. could be clogged head/nozzle. Could be extruder gears.
But if the final print is problem free, I wouldn't spend a second worrying about the throw-aways
RE: Why are the supports doing this only on this edge?
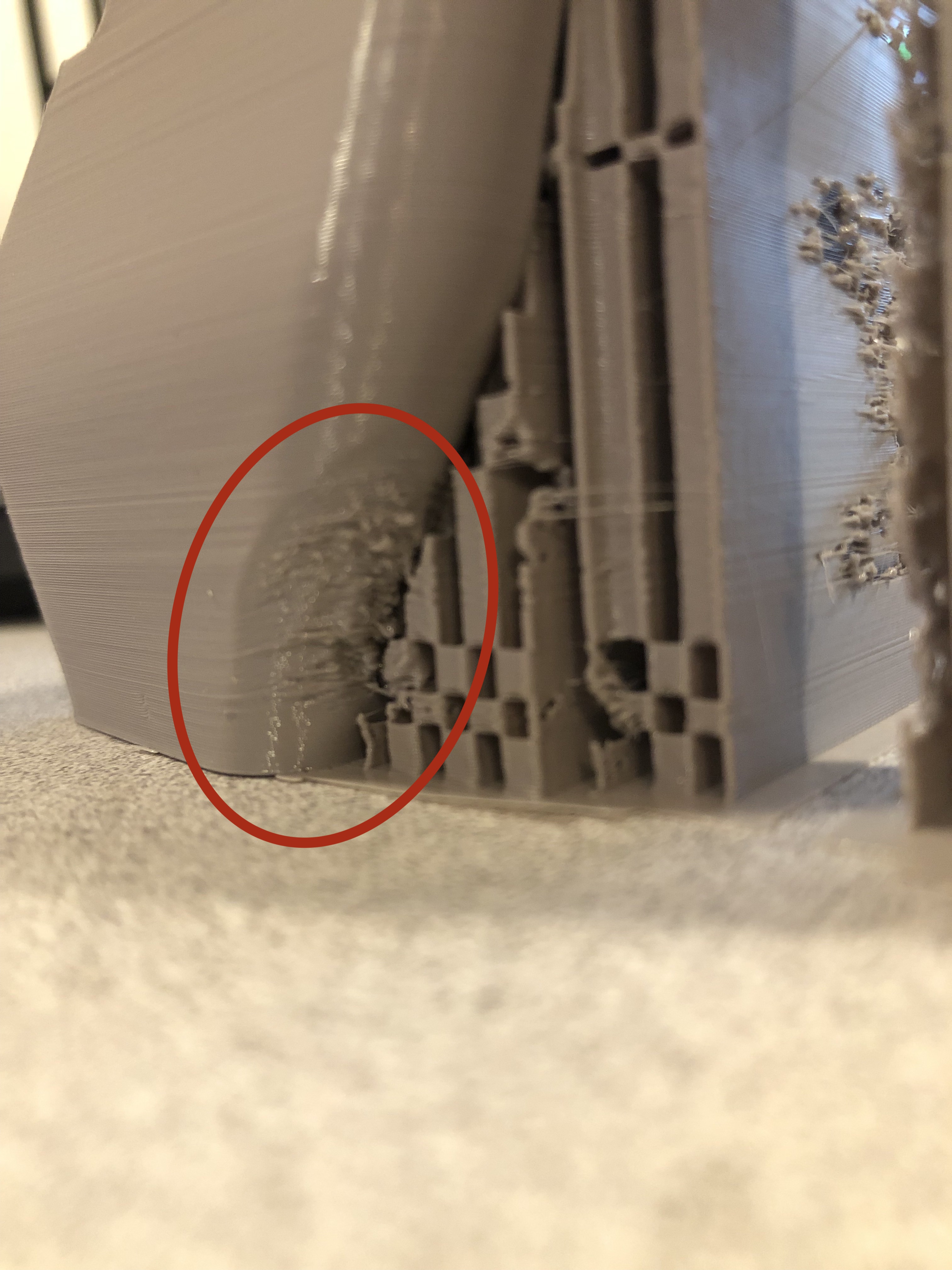
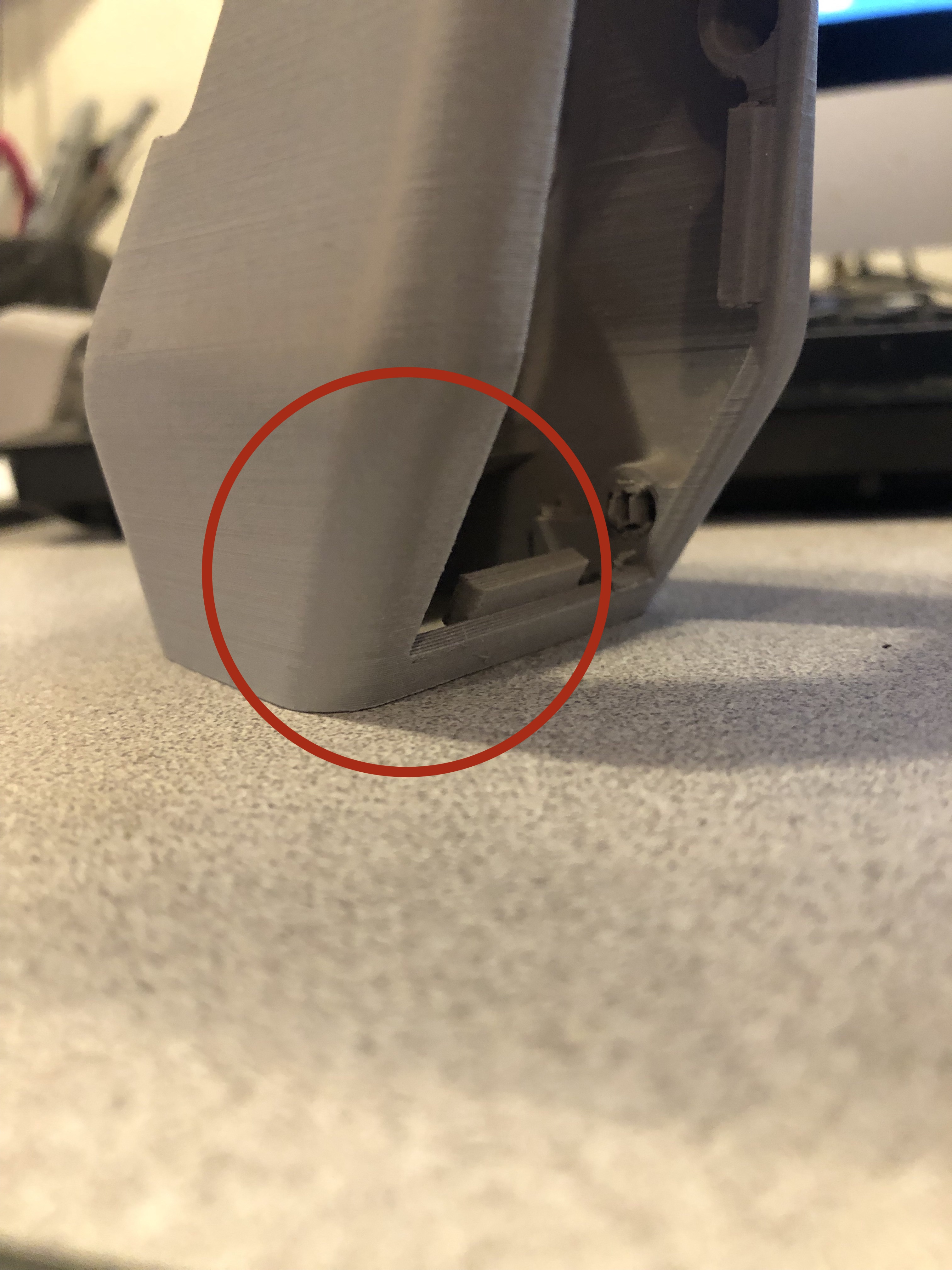
There was a configuration update, and I think it may have undone my settings. So there was once no problem on the model (see below)
Filament: Prusament PETG
Temps: 90/240
.
RE: Why are the supports doing this only on this edge?
There is a slight bit of shifting - sure the belts and grub screws on X and Y are tight? That could cause the dragging you are seeing on the one-layer walls. It's pretty pervasive across the print in that first shot.
240's pretty darned hot for PETG - and prusament runs soft IMO. I am still sticking with temps - drop them down to 240 on the first down to 230 on subsequent layers. How does the first layer look? Was there any warping involved You can use the Tune feature to change the temps as you print something in test - dial in different things.