Support enforcers - Yes or no for my model
Hey Community,
I made a couch cup holder and would like to print it now.
Unfortunately, I am not sure whether I really need support insurers. It would take an additional 6 hours!
I would use PETG as the material. Infill 15%.


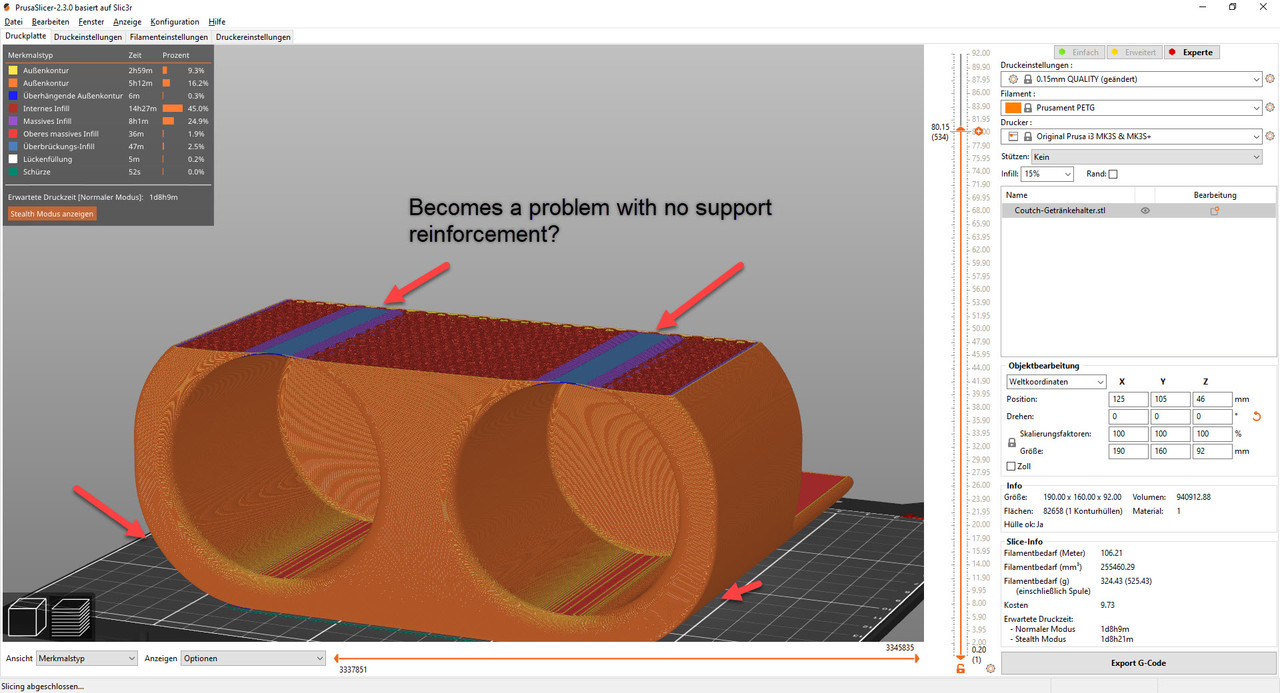
What would you recommend? 1 day and 15 hours are already derp. I could save myself a lot of time without it.
Many thanks,
Gregor
Best Answer by Robin:
Hey, that doesn't look too bad. I printed worse 🙂
The bridges on top of the holes are a bit messy, you can do better, even with PETG. Fine tuning your printer to your respective filament is an art. Seriously, there are people out there who spend half a spool of filament (or more) to fine tune when they use a different color of the same filament they tuned the printer for before... And results show: they are not wrong.
There are basically two approaches that lead to better prints, the first one involves printing and tuning/understanding various parameters, the second one involves sandpaper, cutter, heat gun and soldering iron. You can combine both to get even better results.
Additionally it is a good idea to keep the limitations of 3d-printing in mind when constructing: and https://www.3dhubs.com/knowledge-base/how-design-parts-fdm-3d-printing/
The darker blobs on your print are caused by material accumulating on the nozzle, getting burned and then detached from the nozzle. Might be overextrusion or an issue with the retract settings or temperature.
5mm difference in diameter is a bit tight, but should be enough - if you measured correctly. It's probably the flat top of the hole, which is causing the problem.
I'd recommend printing a few calibration objects to get temperature, extrusion, retraction and bridging tuned in (preferably in that order) before printing larger objects.
RE: Support enforcers - Yes or no for my model
If I were printing this, I would do it standing up, using supports on build plate for the bridging.
Of course, your text on the front will probably not be as clean that way.
RE: Support enforcers - Yes or no for my model
Should be no problem with PLA. With PETG it will be ok, most probably... perhaps one loose layer which you could fix with a heat gun.
Why 15% infill? Make it 5% and 3 or 4 perimeters... that should save some time.
If at first you don't succeed, skydiving is not for you.
RE: Support enforcers - Yes or no for my model
@jsw Do you think so? Do you think he can still make the middle up? He doesn't do any support either?


@robin I've now changed it to 5%. Will it stay stable? I wouldn't see any problems with PETG now ?! Would it be best for such a large object or not?

RE: Support enforcers - Yes or no for my model
Make it 5% and 3 or 4 perimeters... that should save some time.
I would definitely try this.
--------------------
Chuck H
3D Printer Review Blog
RE: Support enforcers - Yes or no for my model
It will be stable, no problem, you could even try 4% from the looks of it. Stability will not be an issue, PETG is though...
If you print it the jsw-way, I would add two cylindrical support enforcers in the middle of the holes (about half diameter should be sufficient) instead of auto generated supports, this way you will not have the support on the letters and the edges.
I'd print it the original way - without supports. If you want auto generated supports with that, dial back "overhang threshold" to 5 or 10, so you only get supports in the middle of the holes...
If at first you don't succeed, skydiving is not for you.
RE: Support enforcers - Yes or no for my model
@cwbullet What exactly is meant by perimeters? sorry, I'm a beginner 🙂
And would you use props? and which position?
Change your PrusaSlicer to "English", that will make communicating about slicer settings much easier...
If at first you don't succeed, skydiving is not for you.
RE: Support enforcers - Yes or no for my model
Hello everyone, I have now done the print lying flat without support and 4% infill with PETG. I was able to reduce the duration to 21 hours.
This morning the result looked like this:
Why didn't some shifts turn out so great here?
@robin is it because of the PETG that some layers here are not so nice?
RE: Support enforcers - Yes or no for my model
Hello Community,
finally the time has come and the piece has been printed.
It didn't break in where I expected, but there were some other problems.

Here it looks a bit burned and a piece is sticking out to the side:

The transitions upwards have become totally unsavory and the inner transition is not nice either:

I'm thinking about the following: Should I design the extension as a second clip-on piece that I then attach with glue? And is it possible to then print the font on the model that has been completed so far? Is that possible with PrusaSlicer?
I still have one more question: The circumference of my beer bottles is 65mm, so I designed my circumference to be 70mm. Was it still printed smaller in the end? The bottle does not fit in!

RE: Support enforcers - Yes or no for my model
Hey, that doesn't look too bad. I printed worse 🙂
The bridges on top of the holes are a bit messy, you can do better, even with PETG. Fine tuning your printer to your respective filament is an art. Seriously, there are people out there who spend half a spool of filament (or more) to fine tune when they use a different color of the same filament they tuned the printer for before... And results show: they are not wrong.
There are basically two approaches that lead to better prints, the first one involves printing and tuning/understanding various parameters, the second one involves sandpaper, cutter, heat gun and soldering iron. You can combine both to get even better results.
Additionally it is a good idea to keep the limitations of 3d-printing in mind when constructing: and https://www.3dhubs.com/knowledge-base/how-design-parts-fdm-3d-printing/
The darker blobs on your print are caused by material accumulating on the nozzle, getting burned and then detached from the nozzle. Might be overextrusion or an issue with the retract settings or temperature.
5mm difference in diameter is a bit tight, but should be enough - if you measured correctly. It's probably the flat top of the hole, which is causing the problem.
I'd recommend printing a few calibration objects to get temperature, extrusion, retraction and bridging tuned in (preferably in that order) before printing larger objects.
If at first you don't succeed, skydiving is not for you.