Stringing with prusaslicer solved with Cura
Hi guys, so i got a general problem with stringing, even the prusament or quality filaments were making stringing and on in prusament it got solved with lowering the temperature (without lift Z) or lowering sooo much the temperature if i wanted to keep the lift Z option.
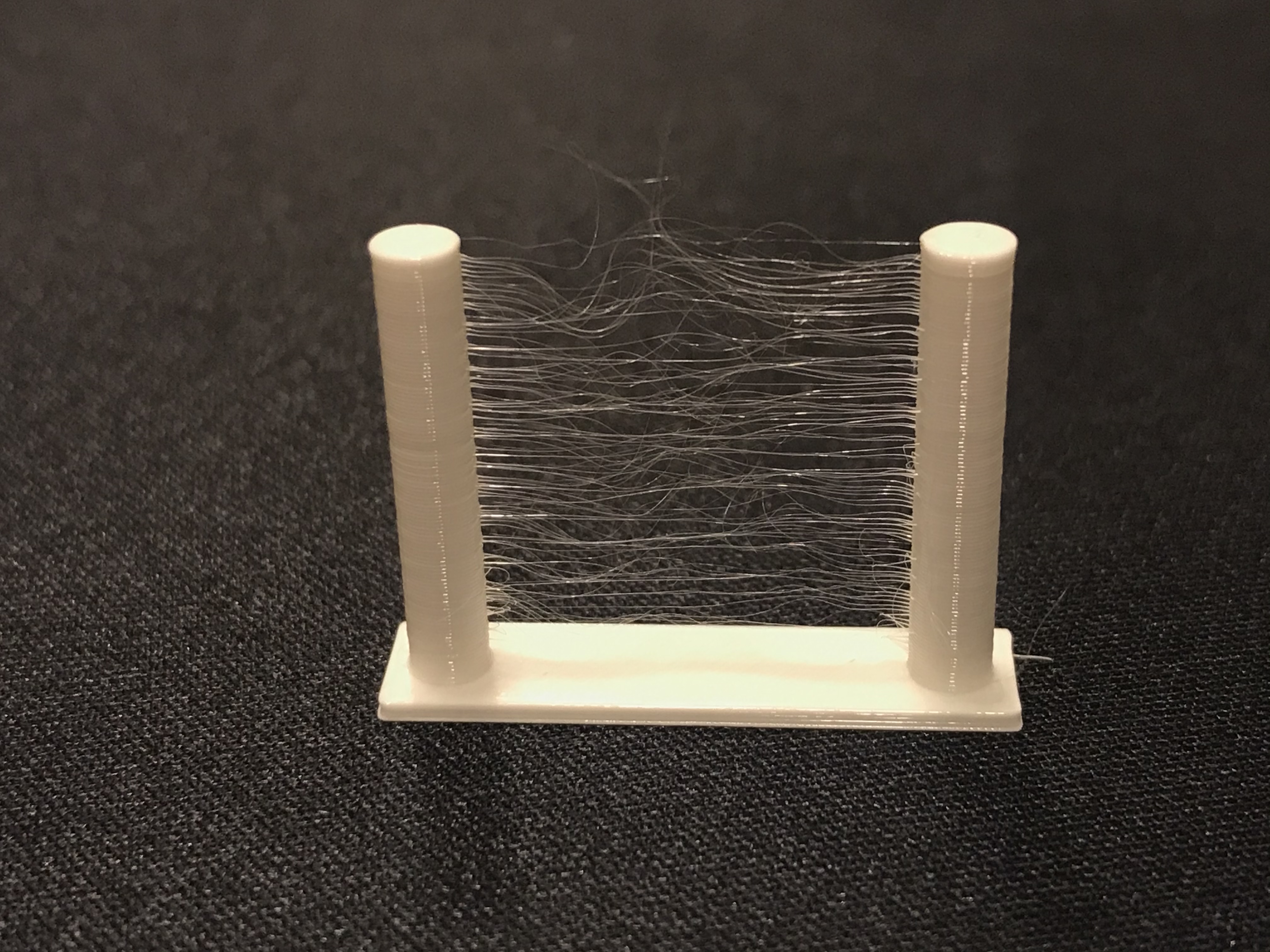
But with other not so known filaments i couldnt get to a solution, here you can see how it is printed with standard settings:
After a long time testing with this filament, trying to change the retractions, temperatures, speeds, and all the weird stuff I could think of... I thought my problem was mechanical, something was wrong in the machine... but I watched a video from Maker's Muse about the stringing in ender 3 and... I decided to try another slicer... so I went ahead and used the standard presets from prusa in Cura... This is the resoult:
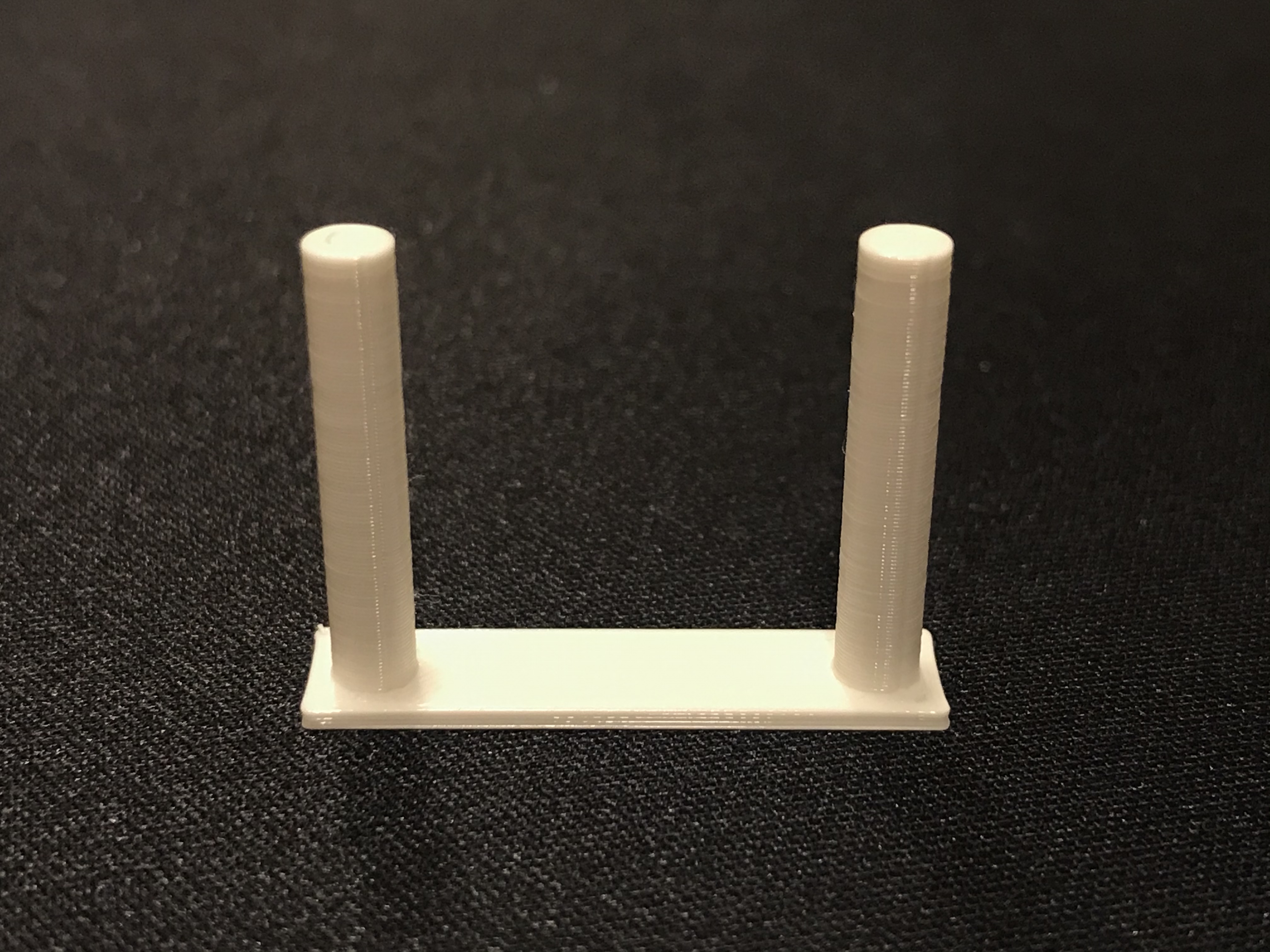
ZERO STRINGING, there was a small amount that when I touched it disolved in the air like it was antimatter... Really really far from what I was (and still am) getting with PrusaSlicer.
So my question is: WHY IS THIS HAPPENING?
I mean... PrusaSlicer is so usefull in many things and i dont want to change it for Cura, the supports are much better, they peal off easily and the custom adaptive layer height is an amazing feature... Is there any way i can obtain those same resoults in PrusaSlicer? what is the SUPERBIG difference in both of them if settings are the same?
The settings I used for BOTH slicers are the usual "0.2mm layerheight SPEED": 210º for the nozzle, 0.8 retraction distance, 35mm retraction speed, 0.6 lift Z, 2 perimeters, 10% infill grid... I will add both Gcodes just in case somebody can understand what is actually going on and help me out...
RE: Stringing with prusaslicer solved with Cura
I forgot to mention this is PLA, and since i cannot upload the files i made a wetransfer link: https://we.tl/t-GuZmJMxcoQ&source=gmail&ust=1573937331658000&usg=AFQjCNEzDGjmZb-dh2E9lHV8ToHC8TpQy Q"> https://we.tl/t-GuZmJMxcoQ
Thank you in advance just for reading the post 🙂 I hope we can find out what is going on in here...
RE: Stringing with prusaslicer solved with Cura
[...] So my question is: WHY IS THIS HAPPENING?
Most likely settings & calibration. I'm not going to install a downloader to check your settings. Try creating a zip of your project (3MF) file and uploading that directly here.
Immediate setting to check is Printer Settings->Extruder 1->Retraction->Lift Z. That's a work-around for over-extrusion meant to help avoid scarring when moving over horizontal printed surfaces. It's a major contributor to stringing. Try turning it off for a quick test and see if that helps.
I mean... PrusaSlicer is so usefull in many things and i dont want to change it for Cura, the supports are much better, they peal off easily and the custom adaptive layer height is an amazing feature... Is there any way i can obtain those same resoults in PrusaSlicer? what is the SUPERBIG difference in both of them if settings are the same?
To be fair, both are excellent slicers. I prefer PrusaSlicer for most situations because Team Prusa has done so much tuning on it for their printers, but you should be able to get good results with both with a bit of work.
The settings I used for BOTH slicers are the usual "0.2mm layerheight SPEED": 210º for the nozzle, 0.8 retraction distance, 35mm retraction speed, 0.6 lift Z, 2 perimeters, 10% infill grid... I will add both Gcodes just in case somebody can understand what is actually going on and help me out...
I've attached a sample config that you can try out. I've gotten stringing down, but there may be differences in filament.
RE: Stringing with prusaslicer solved with Cura
Immediate setting to check is Printer Settings->Extruder 1->Retraction->Lift Z. That's a work-around for over-extrusion meant to help avoid scarring when moving over horizontal printed surfaces. It's a major contributor to stringing. Try turning it off for a quick test and see if that helps.
Yes indeed, I am aware of the Lift Z option activated, and I also tested with that option turned off, and it gets better but there is still stringing. Anyway in the Cura gcode there is also Z HOP option activated at 0.6 in the same way and there is no stringing...
To be fair, both are excellent slicers. I prefer PrusaSlicer for most situations because Team Prusa has done so much tuning on it for their printers, but you should be able to get good results with both with a bit of work.
Yes I am sure, I have actually worked with Cura and I know its a very nice slicer, just I wish I could find out what is the setting that is making the PrusaSlicer gcode make so much string so I can use the tunning and implementations from Team Prusa.
I've attached a sample config that you can try out. I've gotten stringing down, but there may be differences in filament.
I tryed pringint with your config but... besides the fact that a 10 minutes print takes like 40 because it prints really slow... I still got stringing!
Thank you so much for the reply, I am attaching the ZIP file with both 3mf files from Cura and PrusaSlicer and hopefully somebody can help (fingers crossed)
RE: Stringing with prusaslicer solved with Cura
I tryed pringint with your config but... besides the fact that a 10 minutes print takes like 40 because it prints really slow... I still got stringing!
Ah, that's from the Min print speed setting. I've set it to 1mm/s down from 15mm/s. Here's what I get with your 3MF settings using a calibrated filament profile:

(The weird vertical variation caused by filament path binding... but no strings!)
I suspect the difference you're seeing is in the filament settings. Measure and average your filament diameter and calibrate the extrusion multiplier and you'll likely get more consistent results.
RE: Stringing with prusaslicer solved with Cura
But thank you very much for your help.
RE: Stringing with prusaslicer solved with Cura
Hi guys, so i got a general problem with stringing, even the prusament or quality filaments were making stringing and on in prusament it got solved with lowering the temperature (without lift Z) or lowering sooo much the temperature if i wanted to keep the lift Z option.
But with other not so known filaments i couldnt get to a solution, here you can see how it is printed with standard settings:
After a long time testing with this filament, trying to change the retractions, temperatures, speeds, and all the weird stuff I could think of... I thought my problem was mechanical, something was wrong in the machine... but I watched a video from Maker's Muse about the stringing in ender 3 and... I decided to try another slicer... so I went ahead and used the standard presets from prusa in Cura... This is the resoult:
ZERO STRINGING, there was a small amount that when I touched it disolved in the air like it was antimatter... Really really far from what I was (and still am) getting with PrusaSlicer.
So my question is: WHY IS THIS HAPPENING?
Angus from Maker's Muse looked deeply into the very question you have posed, and in brilliant detail. He demonstrated the answer is Cura does some very clever wiping and combing by default that other slicers don't do, and this is why Cura does so much better at eliminating stringing.
QED. That's the answer to your question.
My question is: how can we get the Cura equivalent of the same, very effective solution for eliminating stringing, but in Prusa Slicer? Is there any way to do it?
Anybody know?
RE: Stringing with prusaslicer solved with Cura
@dimprov
Yes indeed, anyhow so much has happened since then, now I own a propper calipper so I can properly calibrate the filaments, since then it didnt happen again, or in very rarely ocassions.
RE: Stringing with prusaslicer solved with Cura
@dimprov
Yes indeed, anyhow so much has happened since then, now I own a propper calipper so I can properly calibrate the filaments, since then it didnt happen again, or in very rarely ocassions.
By that do you mean that for you the answer turned out to be simply changing your extrusion multiplier based on the particular filament in use? That's all there was to it?
RE: Stringing with prusaslicer solved with Cura
Have you tried 2.3.0 rc2? supposedly they reworked that code. Personally I mainly use PETG and consider stringing the price of doing business, quick blast with a hot air gun.
PRUSA Slicer not working after last update
Thanks to God i found this thread.
My Story:
i was getting my new bearings to reduce the noise on all axis. After i assambled the bearings i found out, that there was an update from Prusa slicer software. So i updated it. As well the firmware of my MK3s.
Callibration done everything was fine. I am usually printing with ABS so i made my tests with it. Quality perfect...everything perfect
Now the Bad story:
i wanted to make some trials after a couple of days with PLA. A friend of mine asked my for some easy prints.
And what i have seen here was horrible. STRINGING!
All profiles and seetings were saved. Nothing changed. And stringing like hell.
Thinks that i have thought about:
- Filament is not dry
- so i placed every PLA that i own into the drier.
- No succsess with every PLA
- so i placed every PLA that i own into the drier.
- I have damaged my extruder or nozzle
- 5 different nozzles from 5 different suppliers
- No succsess with PLA
- I dissambled my complete extruder to see if something was damaged
- No succsess with my prints...
- 5 different nozzles from 5 different suppliers
- Settings:
- Original Prusa Config
- fail again
- Retraction from 0 - 4 mm
- fail
- Flowrate from 0.9 - 1.3
- fail
- Original Prusa Config
I could make this list even bigger but fine. I found the solution.
Standard settings from Cura and everything is okay!
Can someone explain me what happend? I am pretty angry about this topic cause i worked for years with cura. I switched to prusa slicer for what reason? I do not remember
I can not imagine why the printer after assembly was printing PLA about 3 rolls and now nothing works?
For the meanwhile i switched back to cura.
certified technical engineer for rubber & plastic
Defaults are different, but you can usually get the same result with both
Not sure what exactly changed after your upgrades, but I always recommend calibrating the extrusion multiplier for each brand and type of filament. That took care of 90% of my issues. Be sure you're not using excessive temperatures (or the wrong filament preset). More detailed notes here.
thanks for the reply
Thanks for your reply.
I am very fammiliar with FDM printing now over the last years.
For sure (i am on holidays) i tried everything what was possible.
And you are right and i am doing so also. All my Filaments have theyr own profiles. And every filament (even if it is the same one) gets an extrusion test and temp tower.
But i am pretty sure something happend in the software.
The only thing what i can do is to delete the prusa slicer completeley and to install it new. But currently im back on cura and happy with it.
For supports i am anyway using meshmixer 🙂
certified technical engineer for rubber & plastic
Use what works, but PrusaSlicer can definitely print without stringing
[...] But i am pretty sure something happend in the software.
I've been using PrusaSlicer since the early Slic3rPE days. I have not seen anything change with regards to how these settings work. As shown in my pics above, it is not a problem to print the same test print shown above in PLA sliced with PrusaSlicer without stringing.
[...] But currently im back on cura and happy with it.
By all means, use what works best for you. I'm not "exclusive" with PrusaSlicer myself. But I just don't want there to be any confusion that "PrusaSlicer creates stringing".
For supports i am anyway using meshmixer 🙂
I often use ideaMaker if I'm not designing supports into the STL. Always go with what works. 🙂
After reinstall slicer gone
Hello everybody.
So after i have printed all necessery parts for a customer i gave the prusa slicer a try again.
As i already worte above i did not deleted the slicer software from my Computer.
I have uninstalled the prusa slicer and installed it again. Unfortunately all configs were loaded again....so again uninstall and a complete clean of all prusa files on my computer.
After reinstall the slicer software...stringing nearly gone...
Even with loading all custom settings (before the uninstall) i always had strings. So i am still sure that the machine update or the slicer updated caused this issue. I hope only by me.
Ok. Now i am the idiot cause it took several days to find the mistake...3D printing hobby 🙂
For sure in my opinion cura does a better job with stringing. But as the most people said it is possible to get the same results on a prusa.
As mentioned a tousand times the first layer is the most important aspect. Then temp tower -> retract tower -> fan tower.
@bobstro: thank you for your help 😉
certified technical engineer for rubber & plastic