Printer prints mid air after while
Hi! Recently I've had some problems with printing PLA. I'm not sure if its only this filament, but when I switched to this it began happening. I have already explained what happened to the first prints in this Topic. But now, again, I found my printer (this time after work) printing in mid air. The filament gets stuck and it keeps printing. Before I thought it was because of some warping and it might still be the case, but this time the warping was minimal and that's why I begin to wonder if that's the case. It's always when the printer comes to the flat area of the print. It begins to frustrate me a little... I looked up some stuff and came upon "heat creeping". But I really doubt that's the case since the ambient temperature inside the enclosure is under 20 °C. I warmed up the nozzle and pulled the stuck filament out. It looked like this:

As you can see there's really not a lot of warping:
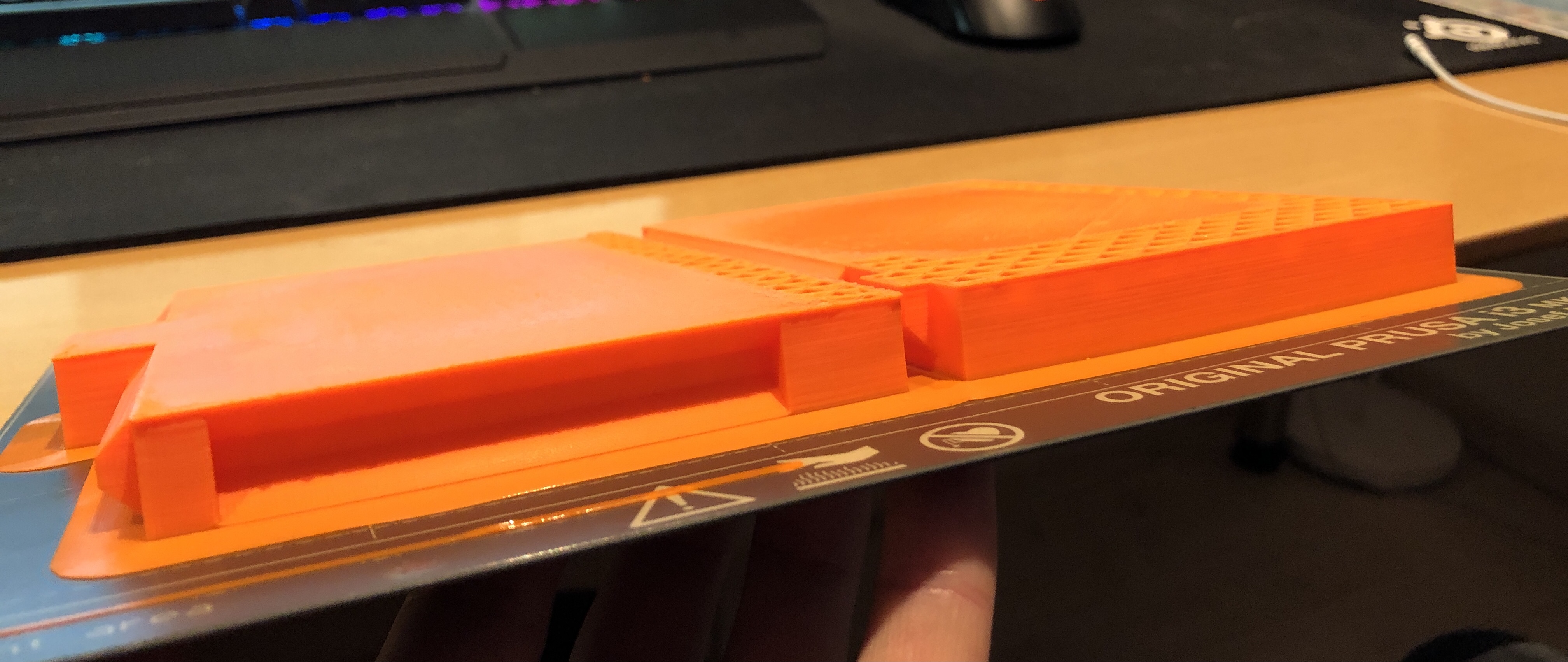
But still the last layers seems a little squished: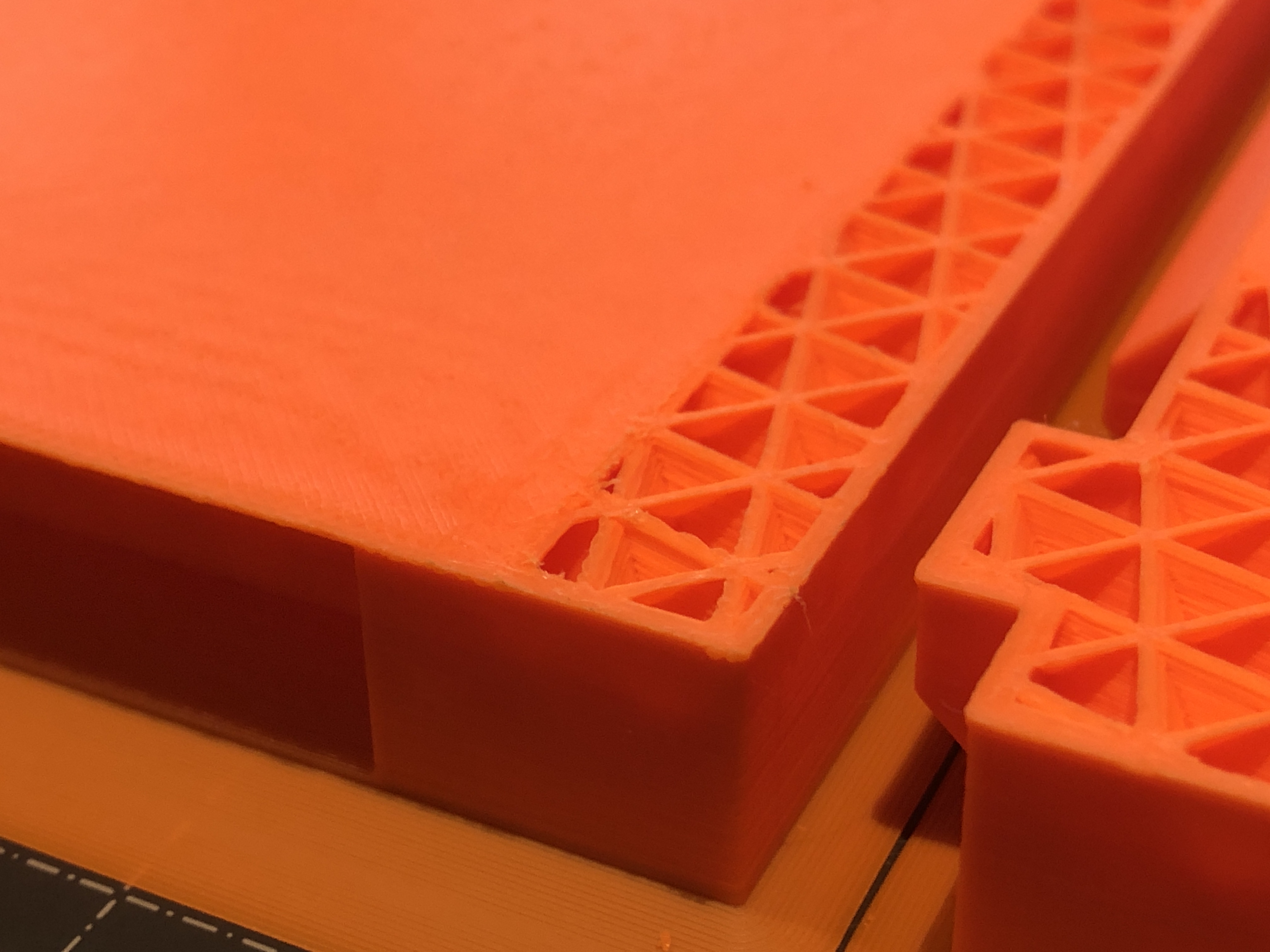
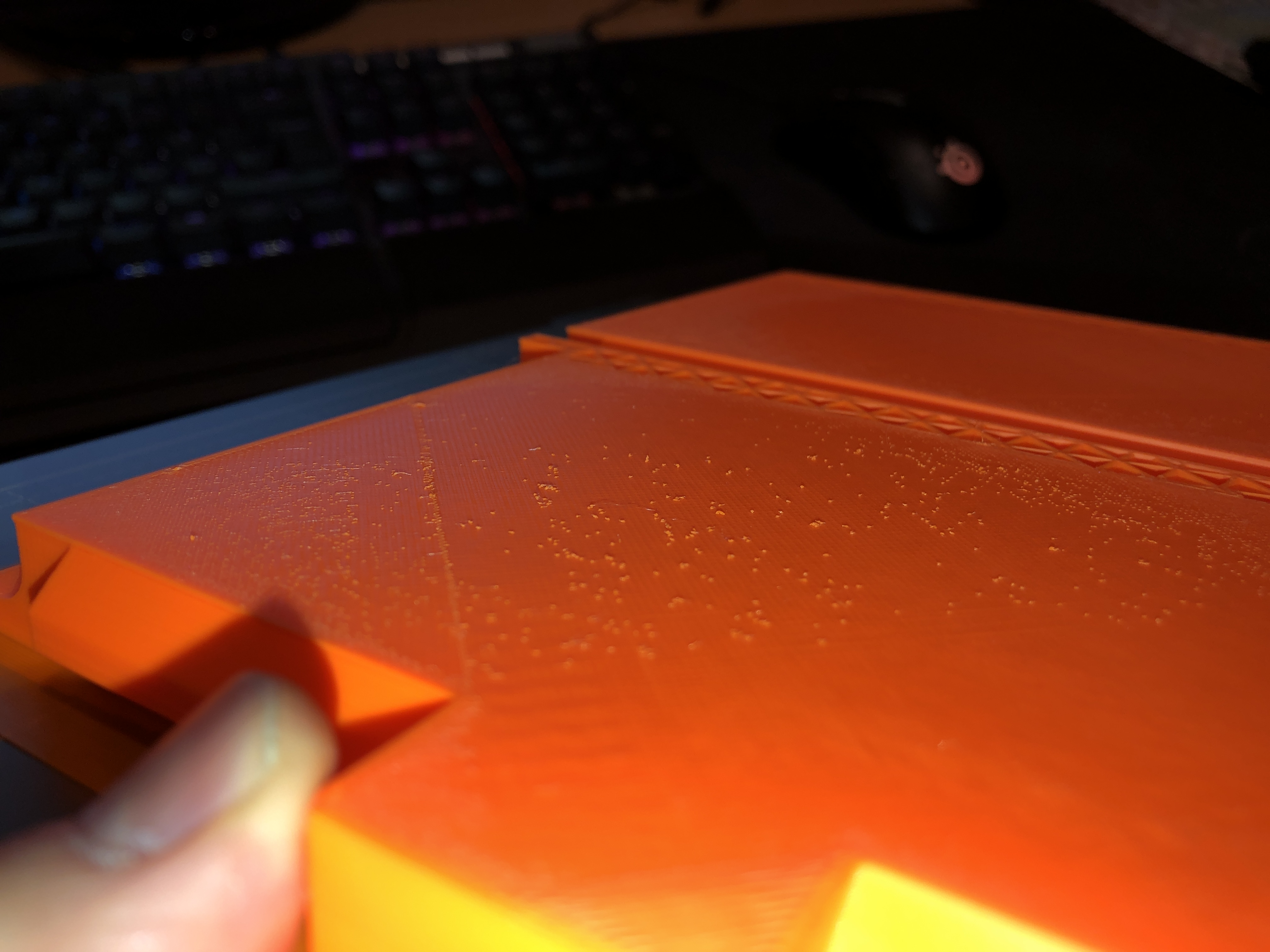
Also, there's these small filament "dots" (don't know what to call them), and some places it seems like the nozzle has scratched surface:
I really have no clue what's wrong or what to do about it, has someone here experiences something similar? Does anyone else have problem with this filament? Can't it tolerate these very minimal warps that I can barely see?
Hope someone might be able to help me, I feel so lost in this mess. In the mean time, I'll try some prusament PLA again, for some other parts I have to print as well in order to see if the filament is the issue...
Thanks in advance!
Hardware and surroundings
Printer: Original Prusa i3 MK3s
Filament: Orange PLA filament 1kg
Ambient temperature outside enclosure: ~ 3-8 °C
Ambient temperature inside enclosure: ~ 16-19 °C
Sheet cleaned with: soap and hot water
Software and print-settings
Printer Firmware: 3.9.1
Slicer: PrusaSlicer-2.2.0
Print settings: 0.15mm SPEED (modified)
- Elephant foot compensation: 0.2mm -> 0mm
- Brim width: 0mm -> 10mm
- Fill pattern: Grid -> Cubic
- Skirt Loops: 1 -> 0
Filament settings: Prusa PLA (modified)
-Fan speed min: 100%-> 70%
- Fan speed max: 100%-> 70%
Printer settings: Original Prusa i3 MRK3S & MK3S+
RE: Printer prints mid air after while
I've found some filaments are less tolerant of a slightly off Live Z than others and theres also the possibility that filaments need a different height. It would be worth running off some squares to check that its spot on. I found measuring the print with calipers if you have any is very useful as sometimes its difficult to see which one is better.
Good thread here:
RE: Printer prints mid air after while
I had the same issue except mine would jam, I replaced the heatbreak to the standard e3d one and it helped a lot. The Prusa heatbreak has a specialized wider section inside to help the multi material upgrade, but if you don't plan on using the mmu I would recommend switching the heatbreak for optimal performance.
RE: Printer prints mid air after while
I've found some filaments are less tolerant of a slightly off Live Z than others and theres also the possibility that filaments need a different height.
I'm not sure the first layer is the problem, since the error happens mid pint? Of cause the warping would be reduced with better adhesion, but the Live Z value is fine I think.
I found measuring the print with calipers if you have any is very useful as sometimes its difficult to see which one is better.
I measured a peace of the brim with a caliper, and it differs a little between 0,18 - 0,24 mm -which seems good? - I think... taken that the desired first layer thickness should be 20mm. I don't know if it should be more accurate though.
RE: Printer prints mid air after while
So I've printed with some other PLA, it's not the same part, but the print went flawless, so maybe the problem is the filament?
Have anyone else tried this filament? - If so- what settings do you use on larger flat parts?
RE: Printer prints mid air after while
I did some more 75mm test squares the other day and got it to exactly 0.2mm, adjusting the Live Z in each direction made for inconsistent height and mostly a fraction thicker - 0.23mm. I then re-did some on a filament I've already used and found that wasn't perfect either. As it happens I wanted to print another of something I'd already done and although I was pleased with the original the new one turned out better.
I also did some bed levelling test prints and although larger things I've printed have come out fine I will do some tweaking of that too as the squares at the left side and back could be better.
I can't remember without referring to the other thread, are you using 7x7 bed levelling, the 49 points may really help if you are using 3x3.
On saying this I suspect I'm chasing the perfect print and your measurements are good enough.
Looking at the second photo my only suggestion is that its perhaps under extruding a bit? I'm wondering about the dots too, maybe try a slight increase of nozzle temperature.
I'd suggest a cold pull but doesn't seem necessary with your latest print being fine.
I've got the PLA orange and haven't had any problems using the standard slicer settings but have only done some small prints with it. I do have problems with the Prusament PLA yellow, that starts off fine gets bad part way through the print, I think its under extrusion but haven't had the time to try adjustments.
Hopefully someone else will chime in with suggestions.
RE: Printer prints mid air after while
@mads-nielsen
I was just reading some information about bed levelling on Reddit and the general consensus was they were aiming for 0.02mm or better across the bed (measured at the bed and not from a print). The printer then does its own bed levelling at the start and hence adds accuracy above manual leveling can achieve.
I don't know what height difference the PINDA levelling can correct but giving it the best starting point should be good. Certainly the algorithm did a better job between the measured points using 7x7 and I could see an improvement over 3x3.
I haven't measured my bed yet but my prints vary from 0.20 in the middle to 0.23 in back left corner which is 15% inaccurate after the printer has done its own levelling. It was noted that with this sort of difference the nozzle might drag on the first layer in some areas which could then reflect in problems further up the print.
I will look into adjusting my bed as it seems 0.03 measured on the printed first layer is not ideal. I'm not saying your problem would be solved levelling the bed but with a 0.06mm print difference it sounds like you could gain an improvement in quality.