Overture PETG curling up at edges and small blobbing - Beginner needing help
I've been working with my Prusa printer for about a month, and was churning out consistent prints with Prusament PLA and PETG. I recently switched to Overture PETG after running out since it seemed well reviewed and affordable. I've had multiple issues with it, and while I've been able to reduce some of them after tweaking some settings, I'm stumped at how to resolve what's left. It's curling up at the very edges and corners which eventually ruins the print after enough layers. It also has occasional small blobs and inconsistencies. I've managed to get a few small things to print successfully, but anything larger fails since these issues pile up. It seems to also not be adhering to the bed as well as Prusament. I don't have a dehydrator and have seen mixed things on drying filament in a normal oven, so I have not tried that yet, but it was having these issues straight out of the vacuum sealed bag it came in.
Things I've tried:
Multiple cold pulls and nozzle cleanings (all looked fine)
Different nozzle temperatures in a range from 230/240 to 255/260
Different bed temps from 80-90
Different fan speeds from none after the first layer to full speed
Adding brims
First layer calibrated at different heights from barely touching the bed to very squished
I've tried a lot of random recommendations on these and other forums for PETG with no avail.
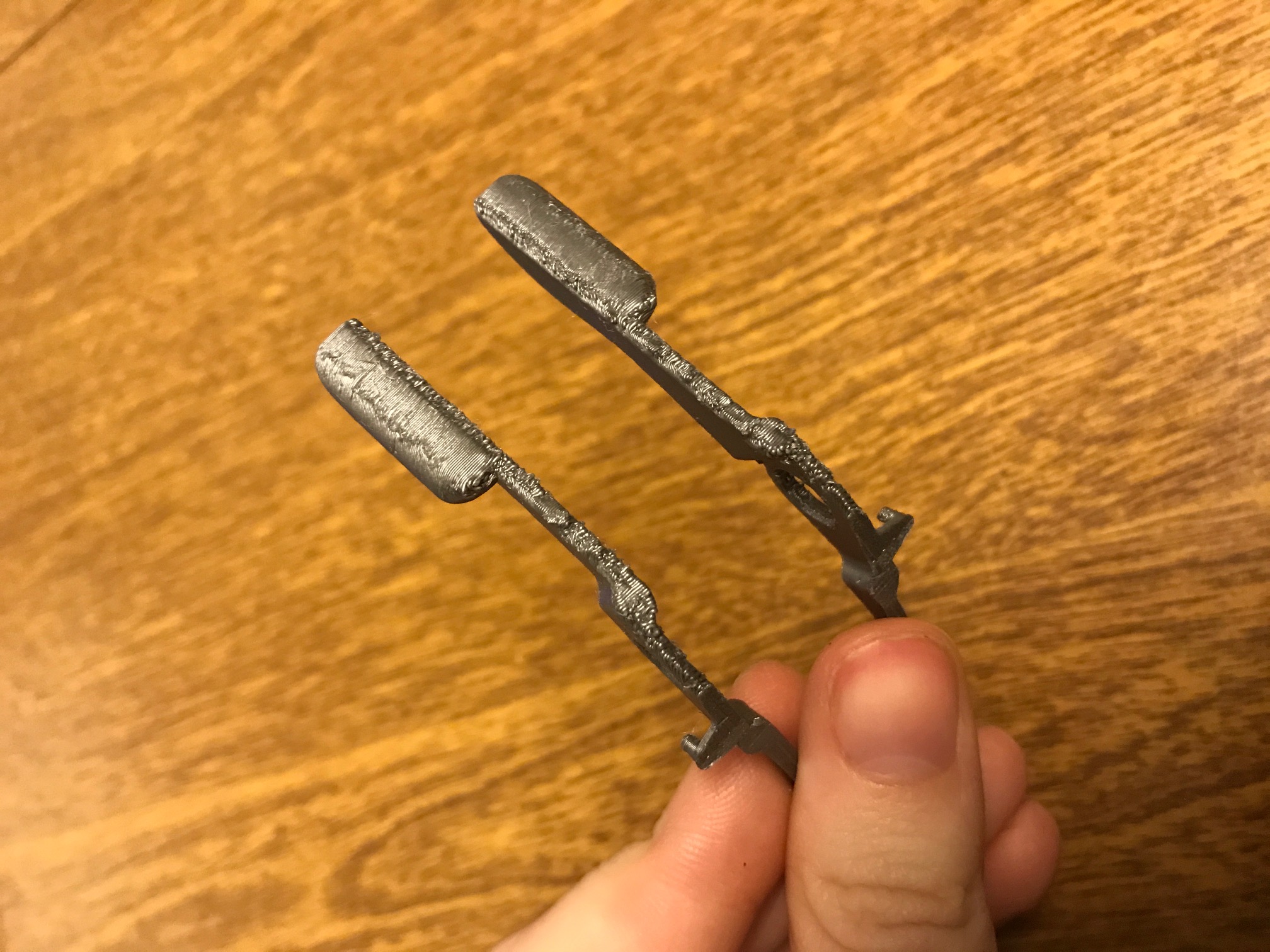
Here are pics of one of my most recent first layer calibration and the gray Overture PETG pieces I've attempted printing, and a pretty clean print from Prusament as an example of how it should look. Also, here's a 3mf as well which hopefully shows my Overture settings. Let me know if you have issues with it https://drive.google.com/file/d/1OT12_WkCQPKAbTRcQQLfVtY3J3312geb/view?usp=sharing





Could these be an issue of over-extrusion? I haven't messed with the Extrusion multiplier much. I'm at a loss for what else to try and I'm wondering if I should just go with another brand at this point.
I'd greatly appreciate any suggestions!
RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
Live Z. Live Z. Live Z.
Each filament, and sometimes each color needs adjustment until the little curlies from support interface are nice and clean. Too close and you get blobbing. Too far away and you get bad traces and blobbing.
RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
Thanks for the input! I have tried a lot of micro adjustments between the range of it being too close to the bed and too far, but I'll keep tinkering with it and see if that solves the problem.
RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
I agree with dan about the zOffset. if this is off, you won't get good adhesion. I recently went through this whole exercise in trying to dial in my Paramount3D PETG.
Once you got a nice first layer where it peeled off in a nice single sheet, I then found that I had blobs that would appear.
I'm not sure about textured sheet, but on smooth(PEI) sheet a scrub with Dawn Platinum and then a dry and a coat of windex fixed any adhesion issues. As far as the blobs, for me, it was the extrusion multiplier. At 1, the default, there was simply too much filament being extruded. this was evidenced by the fact that if you watched from the side you could over the course of a few layers see filament start to build up on the nozzle. This filament buildup is what becomes the blob. I started backing down the extrusion multiplier and saw this reduce. Over the last few days I've dialed this in, with about 4 new colors of the paramount3D petg filament. I've found a good value so far at .84 extrusion multiplier. This is the only filament I have that seems to need it that low. I printed one color on a 17 hour print and that seemed to work at .88. I did a different color in a smaller part of that print and it blobbed so I reduced it some more and got a good print. I did yet another color last night and got a blob and dropped it by .01 to .84 and did the print again this morning and it worked without issue. I suspect that the earlier colors would probably work ok with the lowest setting. But anyway your mileage may vary but hopefully that's something that helps you.
RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
After getting the settings dialed in I had good success. I'm currently printing two more of these in the Iron Red color of the same brand and type.


RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
Thanks for the suggestions everyone, it helps a lot! The print is not perfect yet but I'm getting a lot closer to where it needs to be. I spent a lot of time fiddling with Live Z adjust until I got a smooth first layer calibration with no blobs or curling. I no longer had issues with bad bed adhesion after this, but it was still yielding small blobs and scarring at the edges, so I dropped the extrusion multiplier from 1 to 0.85, which made a noticeable improvement. I'll try some other pieces to see how they turn out, and if necessary will tweak the multiplier number a bit more.

RE: Overture PETG curling up at edges and small blobbing - Beginner needing help
@rinkujutsu
I'm glad things are improving. I'm actually printing some parts for my boxomo enclosure right now with the .84. and it looks really good. I'm doing mine in the Iron Red PETG instead of the black that it comes stock with. Let us know how you get on!