Layer shift issue
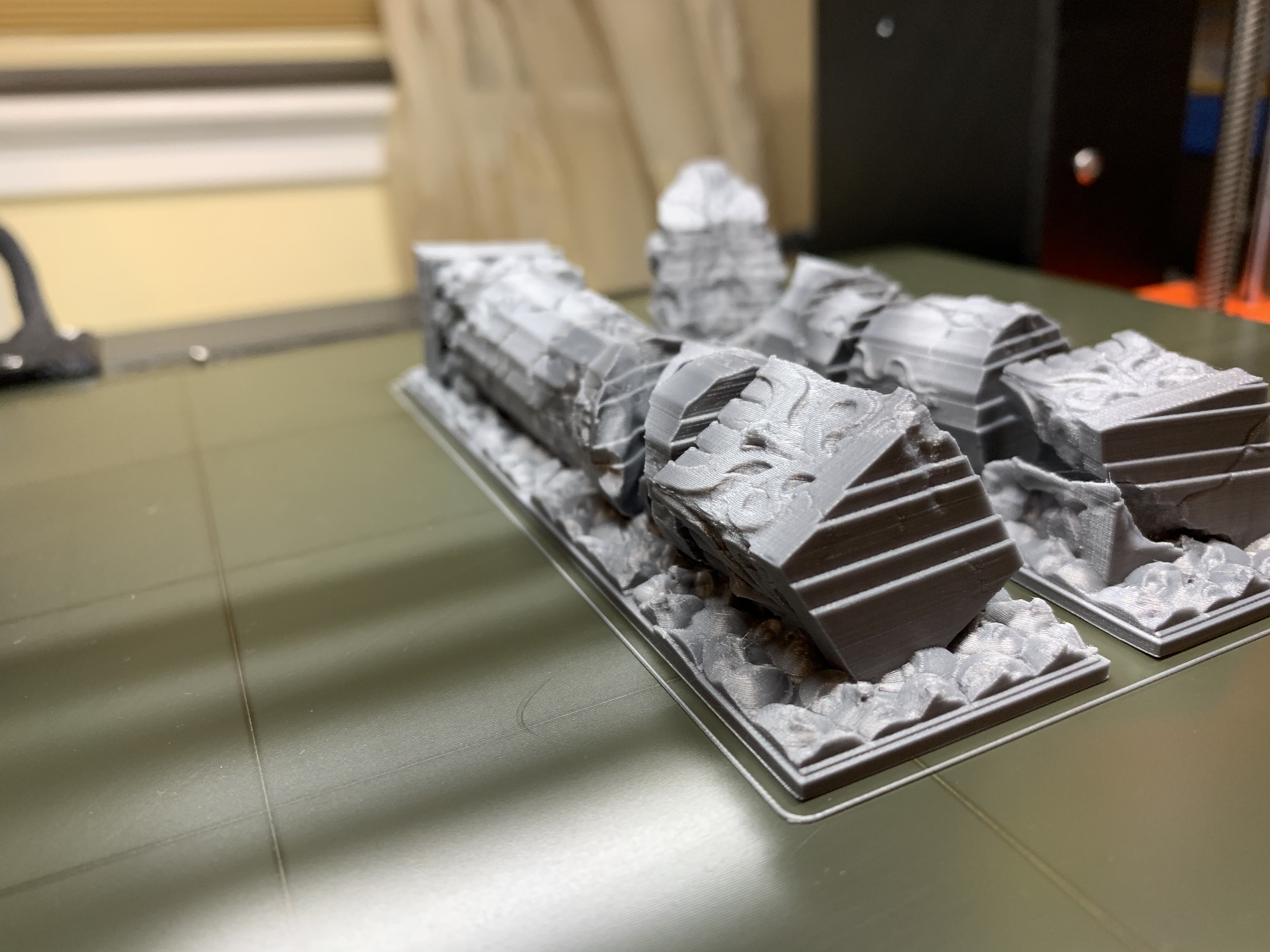
I got a layer shift issue on a print today that I'm puzzling over. I've been printing for a while now and haven't seen a layer shift issue yet - this is the first. As you can see from the images below, there are 5 Y-axis shifts during this print (look at the taller rock on the right pillar for the 5th shift), always in the same direction, and always by about the same amount. After the print I verified that there were no crashes or other errors during the print (running in Normal mode with Crash Detection on). I also checked the preview in Slicer and don't see the shifts. My belts may be slightly loose, but this doesn't look like a belt skipping a tab. I inspected my y-axis rods and they look smooth with no visible damage. I'm currently trying to re-print one of the two pillars rotated 90deg to see if the shift comes back and whether it changes direction. Would appreciate your input.

RE: Layer shift issue
Run a self test and report back on the "belt test" numbers. These numbers are created from motor current required to move the axes around. Useful for seeing friction problems (and not useful for knowing belt tension, why they are called belt tension is beyond me).
If you packed your linear bearings with grease when you installed them, it probably isn't a seizing bearing; but if you followed Prusa's assembly guide or purchased a prebuilt; the oil the bearings come with is for preservation, not lubrication, and it evaporates, leaving the bearings dry and prone to seizing.
A few drops of light machine oil on the rods then working the axes back and forth to get the oil inside the bearings is a quick way to restore function; but it's a patch, not really a repair. The bearings are designed to use grease to work as intended.
RE: Layer shift issue
@tim-m30
Hi Tim. I ran the belts tests not long ago and got 282 for X and 301 for Y, which I know are on the high (loose) side. I actually tightened my Y belt a bit (and re-ran calibration), but the number didn't change. I have plans to actually tighten and calibrate my belts using a force gauge, but at least for now this shows that things move pretty freely (i.e. resistance is pretty low).
I did not pack my bearings with grease (because that wasn't in the Prusa instructions, and haven't read the forums enough at the time of assembly to know that I should do that). I didn't really feel like dis-assembling my printer after that to grease it (will probably do it sometime in the near future). However, I did put some grease on the smooth rods afterwards and I assume some of that got inside the bearings.
RE: Layer shift issue
Since you only report a Y axis problem, power off and (slowly) move the Y axis from front to back (both directions).
If it is smooth both directions, and about equal force and no binding, that would say it is not your Y bearings.
Note: in doing this, you have idler bearings that can fail, as well as the linear ones.
RE: Layer shift issue
It is very easy to run a self test and report the tension numbers. Please do this.
RE: Layer shift issue
I’m in the middle of a print right now, so can’t do the self-test. I’ll do it once it’s done. However, I did this test last week, so don’t expect things to change that much since then. Also I didn’t feel resistance when moving the stage by hand. Nonetheless, I’ll redo the test and report back.
RE: Layer shift issue
Here’s an update on my issue. I printed one of the two columns rotated 90deg (so it’s length was along the x axis) and it printed perfectly. No layer shifts in either x or y. I ran self test and my belt numbers are x:283, y:307 (very similar to what they were before). At this point I think I’m concluding that this was either a slicer or a firmware bug, or some other mysterious cause that will hopefully not return.
RE: Layer shift issue
Which firmware version do you use? I had same problem on a MK2.5 using fw 3.8.1, went back to 3.8.0 and problem was solved. Give it a try (I am sure it is not a belt issue). My shifts (trying to print same part) were allways same z-level.
Best regards,
Clemens Mödlin
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Layer shift issue
I'm running 3.8.0. I actually tried to upgrade to 3.8.1 a little while ago and the attempt didn't quite go right, so I reverted to 3.8.0 again. It's not completely out of the question that something got corrupted during the back-and-forth. It's just odd that it would be such a specific issue vs. things generally going haywire.
RE: Layer shift issue
General upgrade tip: Clear the EEProm memory on an upgrade. Only downside is you have to calibrate again.
It lets you avoid some really esoteric errors from old data.
RE: Layer shift issue
Might be useful to measure the shifts, are they about 2.0 mm? Or are they closer to 1.5 mm?
RE: Layer shift issue
Might be useful to measure the shifts, are they about 2.0 mm? Or are they closer to 1.5 mm?
What would it tell us if they are about 2,0 or 1,5 mm - can you explain that?
Best regards,
Clemens Mödlin
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Layer shift issue
2mm is belt pitch, 1.5mm is motor related.
RE: Layer shift issue
2mm is belt pitch, 1.5mm is motor related.
Is there furthere information available - would like to understand it. Can you provide a link?
Best regards,
Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Layer shift issue
I measured my shifts and they are around 0.6mm, so likely not belt related. I’ve printed 2 items since the issue came up and they both came out ok. I really think this is a software problem, but still not sure if it’s slicer or firmware.
RE: Layer shift issue
0.6 coincides with the stepper angles of 0.16 mm ... and the pole realignment of 1.28 mm (if I'm recalling the step math accurately). 200 steps, 16 tooth gear, 2 mm pitch, 0.16 mm per step, and 8 poles in the motor? Any multiple of 0.16 is suspect for motor issues. 0.64 would indicate a stepper stall (based on four phase steps).
As for more info written down somewhere, no. Just read up on the various stepper motors, drivers with full and microstep phase control, and mechanical design of steppers and how it can affect positional accuracy. Bottom line, most of what I base questions and opinion on is all in my head. Years of engineering work (including designing motion systems for robotic testing of parts) and similar discovery applied to printing.
RE: Layer shift issue
@tim-m30
Thanks, that's very insightful. Would you expect a stepper stall like that to trigger crash detection? As I mentioned, there were no crashes detected during the print.
RE: Layer shift issue
A stall is exactly what the TMC drivers detect and firmware reports as a crash. The unknown is how many steps were missed during the stall. It can be one, ten, or a thousand. https://www.trinamic.com/products/integrated-circuits/details/tmc2130/ Thus a stalled motor type crash makes recovery virtually impossible.