Issue Printing Circles
Hello,
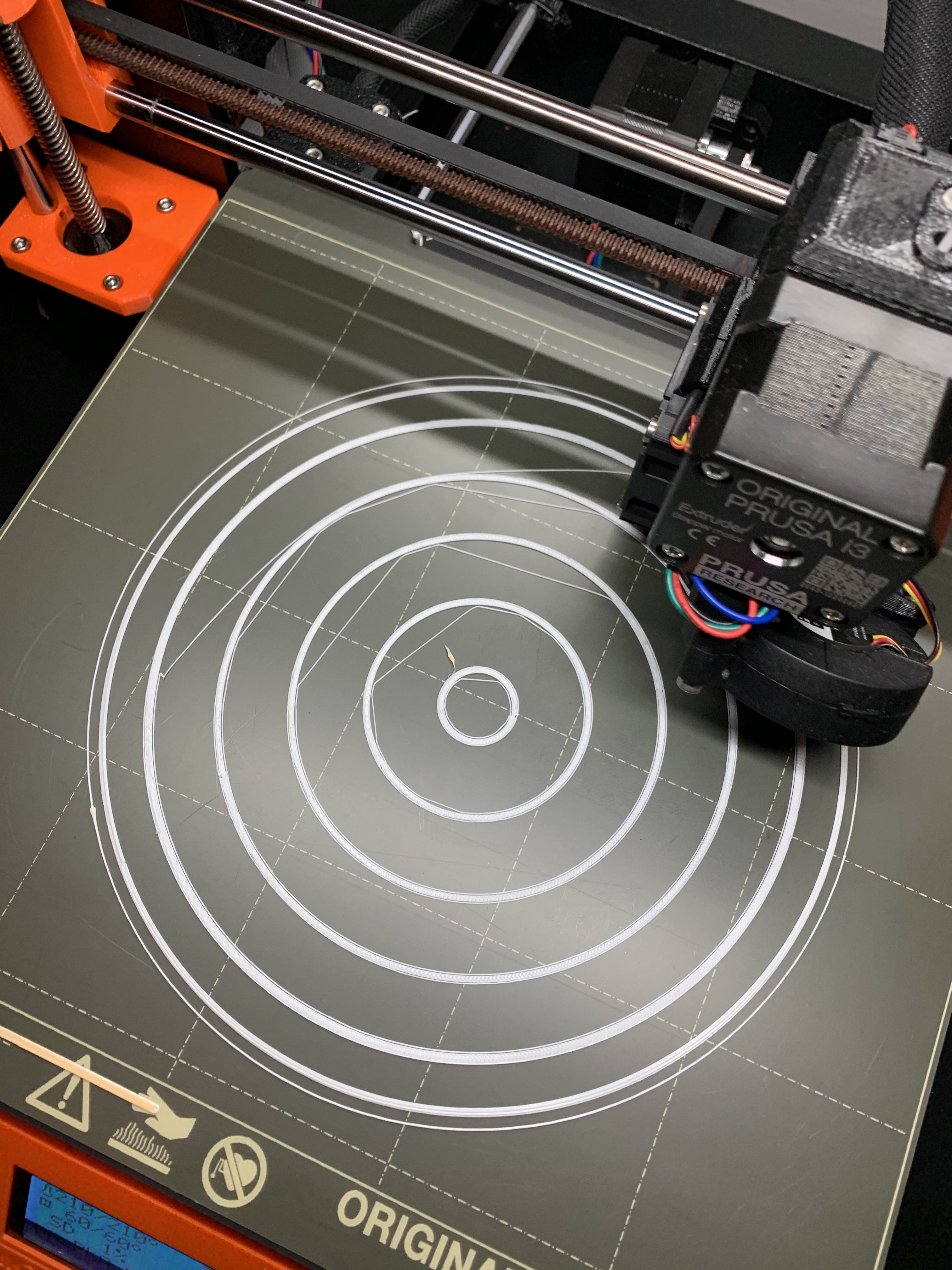
I am having an issue when printing circles. Any advice would be greatly appreciated.
Thank you!
Patrick

RE: Issue Printing Circles
It looks to me like your main issue is stringing, with possibly some bed adhesion issues as well.
There are many things that can cause stringing. Everything from wet filament to wrong print temperature, to a bad retraction setting, even print speed.
Bed adhesion is probably not the main issue, but you should be sure that the plate is really most sincerely clean and that your Z calibration is good.
Questions: What kind of filament? Does it occur with different filaments or one in particular? Did this just start happening, or has it been a persistent issue?
RE: Issue Printing Circles
@jsw
Hello,
Thank you for your response!
It may very well be bed adhesion as I am unable to get 91% alcohol here locally. So I have been using 71% which is the closest I can get. I will go this morning and see if I can find any 91% again.
The filament is eSun PLA. It works well for almost everything I have printed. Just circles seem to be an issue. This was also true though (to a lesser extent) with Prusament PETG.
I have had issues getting the Z calibration right. I think I am finally in a good place now though after having run many tests and read multiple articles here.
As for the humidity I live in Arizona (desert) so I figured that should never really be an issue. Perhaps I am wrong though? I did check the humidity in the room I print in and it is 40%. Is this too high for storing filament?
Thanks for the assistance!
Patrick
RE: Issue Printing Circles
If you can't find the 91% isopropyl, you can get 99% technical grade locally, depending on who is in your area, or from the usual suspect online merchants. You can most likely also get denatured alcohol in any hardware store, which works fine also.
There does not seem to be any true consensus as to what humidity limit is the good/bad border, other than to say the drier the better. Our room humidity here (Omaha) runs in the low 30s, usually. My dry boxes typically run in the low 20s, and when they start creeping up I will bake the dry packs in the oven to dry them out.
I do not keep all filament in the dry boxes. Those I use up regularly I have on the spool rack above the printer, and I have yet to have any issues attributable to wet filament. I use the dry boxes for those I do not use regularly and need to keep in good shape.
RE: Issue Printing Circles
In the second picture are those "strings" on the first layer? It could be you're asking the printer to print at too steep of an angle in Z. So after the first layer the ones following are not sticking to the first layer enough. Check each layer in the slicer and look for any parameters that are not touching each other.
RE: Issue Printing Circles
If I was to take a guess, mind you I only have the images you posted to go by, I'd say it looks like the layers that aren't sticking are at too steep an angle and aren't able to reach or bond well to the layer beneath it, if this is the case then a layer adjustment may be the answer. I'm not seeing a stringing issue.
gkmakeit nailed it I think.
also if using slicer 2.2 turn off elephant foot compensation, its on by default.
The Filament Whisperer
RE: Issue Printing Circles
BTW, the707 Target sells 91% only reason they might not have it at the moment it because of the COVID scare. but it's normally there.
70% is what most people have in the Med cabinet and it will work fine for now, I have tried and it works. or some 151 : )
The Filament Whisperer
RE: Issue Printing Circles
BTW again, I just read back, you should not use denatured alcohol, it is cut with many different chemicals and it very's by manufacture so you may be putting something not good on your PEI sheet. if all else fails use acetone it will do the trick for sure and it's readily available. and is a recommended cleaner for your PEI sheet to rejuvenate it. that said I would still try to save the acetone for more aggressive cleanings only using it once in a while. 70% isopropyl is a workable safe alternative if you have some on hand.
My experience, my opinion.
The Filament Whisperer
RE: Issue Printing Circles
have you tried dishsoap and Hot water? washed thoroughly with a new dish sponge, rinsed well with hot water, and dried immediately with plain paper towels?
works wonders for many folk. 
I also use 7x7 mesh bed levelling, and when using a 0.4mm nozzle i use this process instead of the prusa first layer calibration.
https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
Keep your fingers off the build plate surface, and don't use any other surface preparation...
including IPA.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK