Is clear PETG particularly difficult?
I have good results printing with Prusament in almost any color. It prints smoothly and uneventfully.
But I have consistent problems with clear PETG ("Made for Prusa" brand or Overture or Taulman.) The biggest problem is it blobbing on the build plate, or climbing up the nozzle, or leaving clumps every 10 minutes or so. (Again, tase don't happen with non-clear.)
I am wondering if it is a known problem that clear PETG is more difficult to print with, and if there is any special advice?
Advice?
RE: Is clear PETG particularly difficult?
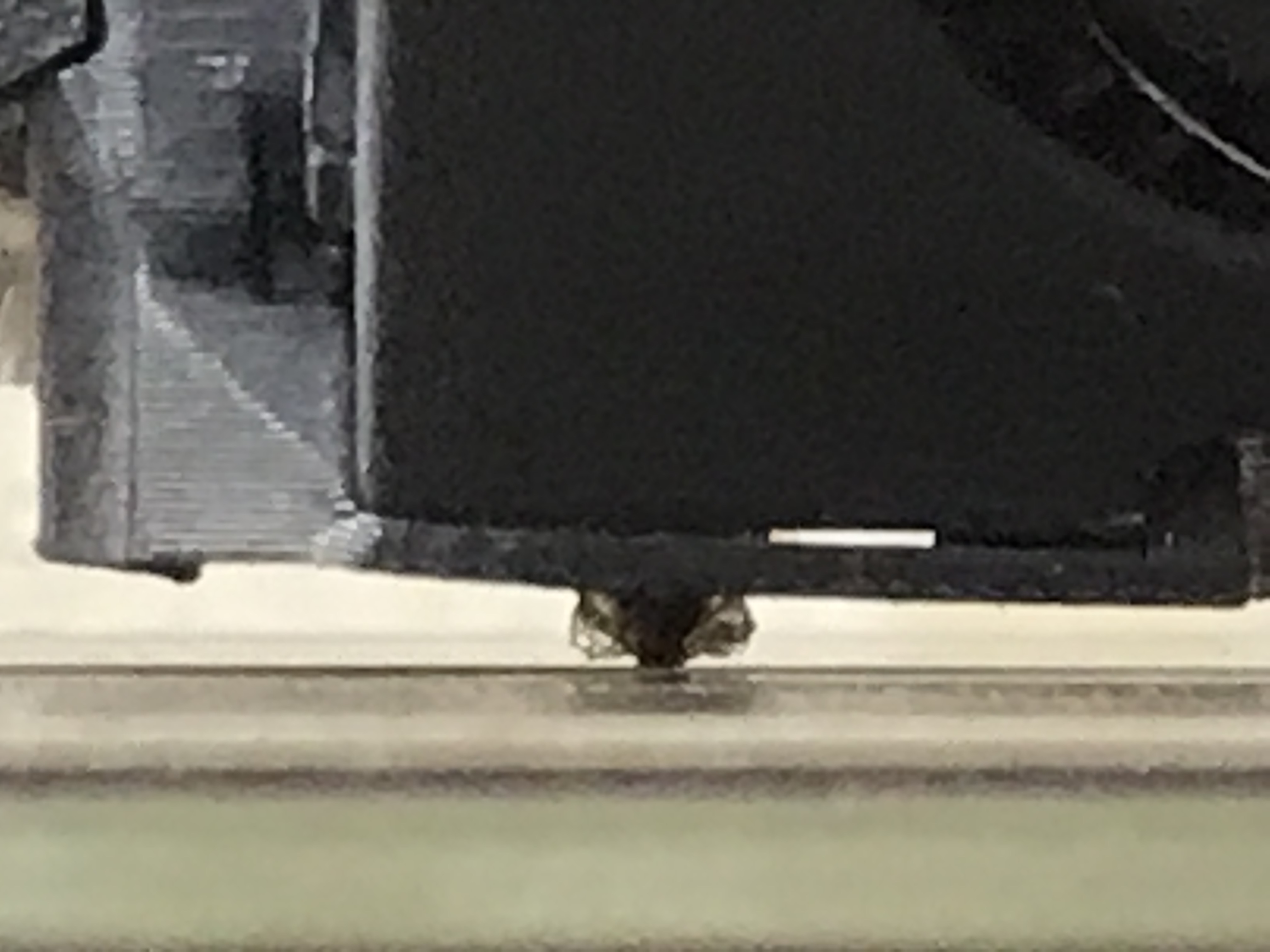
Here is a photo showing the clear PETG bunching up on the nozzle. (In this case it is Overture clear PETG at 230c) This simply doesn't happen with Prusament or really any non-clear PETG.
RE: Is clear PETG particularly difficult?
No, I've had very good luck with the RepRapper brand of so-called transparent PETg.
I use it almost exclusively for windows for model railroad buildings. Sometimes on the smooth sheet, sometimes on the flat sheet.
Only advice would be to be sure that your sheet is clean, use a release agent, and pay attention to detail.
I do, however, regularly brush off the nozzle area with a soft brass brush. I do this for every filament, not just PETg.
RE: Is clear PETG particularly difficult?
I am generally quite meticulous. Here is a clean sheet with AquaNet spray applied, and a brand new nozzle: (Notice the dropped blob)
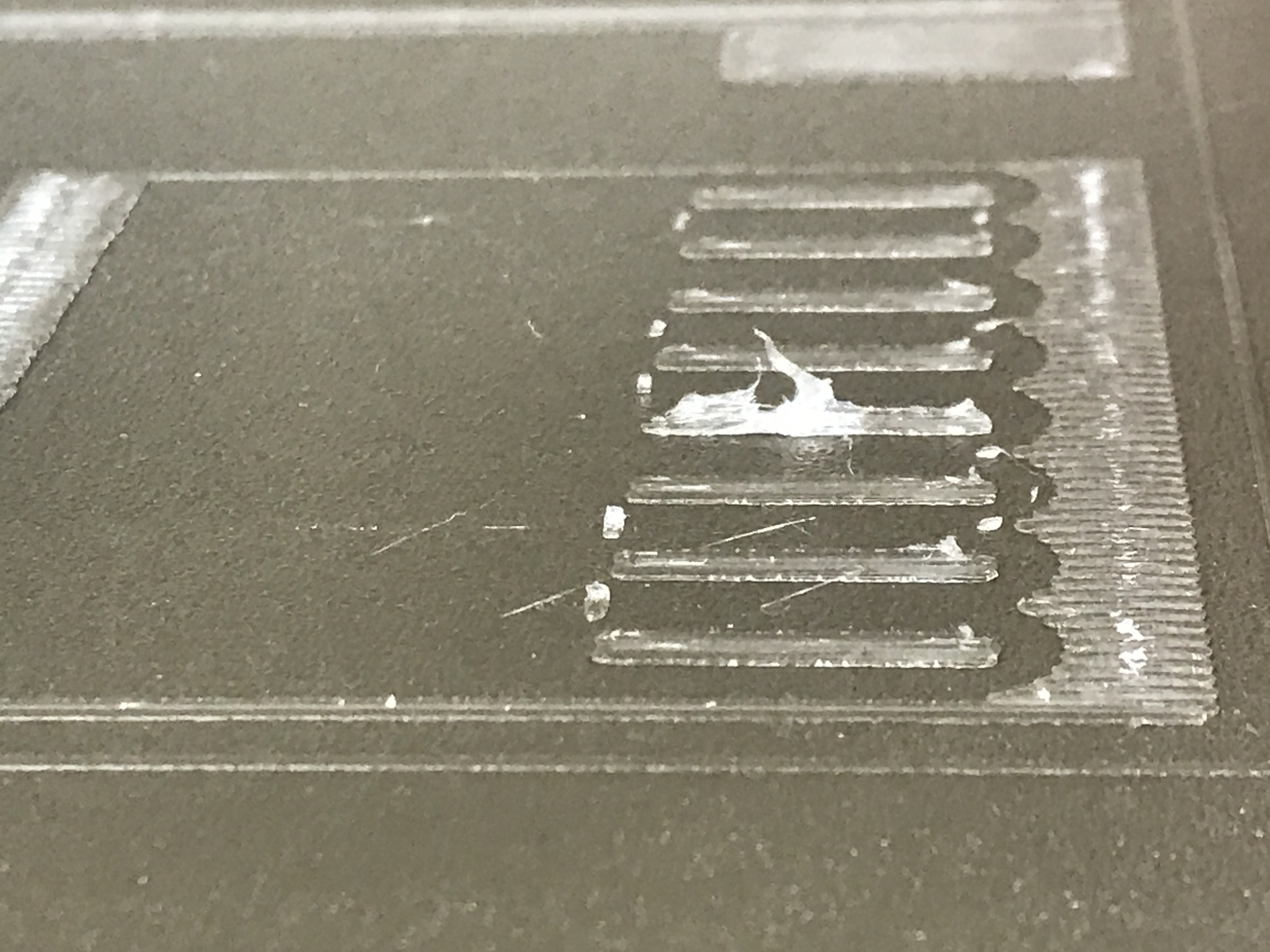
And again, the problem doesn't happen with non-clear filament. I have remarkably good success as long as it isn't clear.
I have tried higher and lower speeds, higher and lower temperatures and it just misbehaves for me. I have tried three different brands.
RE: Is clear PETG particularly difficult?
I've never had issues like that. There's a slight bit of stringing, as there often is with PETg, but no blobs or other difficulties printing.
Here's a shot of my latest prints using the clear PETg. As you see, they are very neat prints with little artifact.
These are diffusers for LEDs for lighting model railroad buildings. They fit over a holder for a white and a yellow LED, which are adjusted by resistors to give a warm white light, like that of a house lit with incandescent lamps. From the outside of the building it's a yellowish-white and not one beam of white and one beam of yellow.
You can clearly see the infill pattern, and that the diffusers are not anything like optical-glass transparent. (I never expected them to be.) I've also used Hatchbox so-called transparent white ABS, but I have not seen that available for over six months now.

RE: Is clear PETG particularly difficult?
Hi David,
your prints look quite similar to what I got when I started to use the Taulman t-glase transparent PETg.
One of the things that helped me was reducing the extrusion multiplier. In the end 0.98 was right for me. Maybe have a bit of a play around that number. Retraction is set to 1.4mm, same as for the Prusament PETG but I added a "wipe while retracting" but don,t know if that really made a difference.
This is the thread from which I picked up my limited knowledge.
hth
Hansjoerg
RE: Is clear PETG particularly difficult?
But I have consistent problems with clear PETG ("Made for Prusa" brand or Overture or Taulman.)
Here's another data point. I was running out of the RepRapper brand so-called transparent PETG and nobody seemed to have it in stock. I could get Overture brand (from the Overture folks, not made for Prusa) at a decent to-the-door price with next day delivery so I said WTF.
I just ran out of the RepRapper and loaded the Overture.
Other than being slightly less transparent than the RepRapper it prints just fine with the PS generic PETg settings. No stringing or blobbing. I did a couple of singletons just to be sure, and now a whole plate full of window panes is printing and seems to be going just fine.
RE: Is clear PETG particularly difficult?
Much of where I am having problems is that I am doing very detailed printing...1mm x 1mm squares, and hollow square tubes that are 2mm x 2mm with 1mm thick walls. Using a 0.6mm nozzle I just end up with a mess.
Even when printing slightly larger shapes (5mm) I have troubles...but oddly only with clear.
I have found Overture Clear to be less problematic than "Made for Prusa Clear".
RE: Is clear PETG particularly difficult?
I have not had issues with transparent PETG. I have had issues finding it also.
--------------------
Chuck H
3D Printer Review Blog
RE: Is clear PETG particularly difficult?
I wonder how much this might have to do with using the .6 nozzle. Mine have all been with the standard .4 nozzle.
With the clear, most of what I print are things like model building windows and LED diffusers. Both tend to be thin rectangles, although I do have some circular pieces.
The one so-called transparent filament I liked and had good luck with was the Hatchbox 'transparent white' ABS which I got last February. The Hatchbox web site has shown it as sold out for some time now, which I assume means that they have no plans to produce it again in the near future.
I think I'm going to get in the habit of re-ordering when I get midway into a spool, instead of waiting until it's almost out. The supply side has been consistently inconsistent during the pandemic.