Inconsistent layers
Hello,
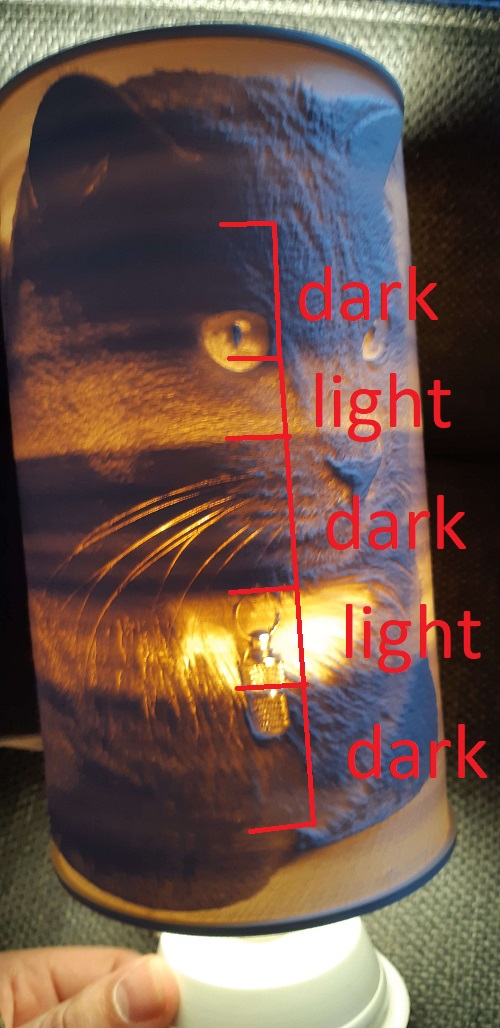
I am trying to print lithophanes on my I3 MK3. But all of them have these horizontal "bands" where it is thicker or thinner. (see picture)
I was wondering if this could be caused by the filament I use (using white PLA from das filament) or if there is an other cause like an issue with the extruder or something like that. The filament was brand new and vacuum sealed before I printed this, so it was certainly dry.

RE: Inconsistent layers
Picture is not sharp.
Possible you made the print to thick, the black parts.
Every little problem with printing, you will see this, make a temp tower to know the best temperature without getting strings or blobs.
Search on youtube for a big litho that is a lion, he explanes how to make the litho with setting on a website.
RE: Inconsistent layers
did you happen to use auto layer adjusting when you sliced this?
The Filament Whisperer
RE: Inconsistent layers
@peter-m-3 I don't have issues with stringings or blobs. It's the big bands that are the issue. I already looked at several movies on youtube, but they don't seem to have the issue I am encountering.
@swiss_cheese The print was printed with 0.15mm layer height through the whole print.
RE: Inconsistent layers
Did you find the lion on youtube and used his settings(used the same website)?
How did you make the stl file? size etc.
What are your print settings for the stl.
RE: Inconsistent layers
I found the lion on youtube and already watched the video before I created this one. I used https://lithophanemaker.com/Lamp%20Lithophane.html to create the stl and not the site of that video.
Here are my full print settings that were on the bottom of the gcode:
; filament used [mm] = 56895.30
; filament used [cm3] = 136.85
; filament used [g] = 169.69
; filament cost = 4.31
; total filament used [g] = 169.69
; total filament cost = 4.31
; estimated printing time (normal mode) = 1d 8h 9m 57s
; estimated printing time (silent mode) = 1d 8h 39m 48s
; avoid_crossing_perimeters = 0
; avoid_crossing_perimeters_max_detour = 0
; bed_custom_model =
; bed_custom_texture =
; bed_shape = 0x0,250x0,250x210,0x210
; bed_temperature = 60
; before_layer_gcode = ;BEFORE_LAYER_CHANGE\nG92 E0.0\n;layer Z: [layer_z]\n;layer number: [layer_num]\n\n
; between_objects_gcode =
; bottom_fill_pattern = monotonic
; bottom_solid_layers = 0
; bottom_solid_min_thickness = 0.5
; bridge_acceleration = 1000
; bridge_angle = 0
; bridge_fan_speed = 100
; bridge_flow_ratio = 0.8
; bridge_speed = 30
; brim_width = 0
; clip_multipart_objects = 1
; color_change_gcode = M600
; compatible_printers_condition_cummulative = "printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and printer_notes=~/.*PRINTER_MODEL_MK3.*/ and nozzle_diameter[0]==0.4";"! (printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and printer_notes=~/.*PRINTER_MODEL_MK(2.5|3).*/ and single_extruder_multi_material)"
; complete_objects = 0
; cooling = 1
; cooling_tube_length = 5
; cooling_tube_retraction = 91.5
; default_acceleration = 1000
; default_filament_profile = "Prusament PLA"
; default_print_profile = 0.15mm QUALITY MK3
; deretract_speed = 0
; disable_fan_first_layers = 1
; dont_support_bridges = 1
; draft_shield = 0
; duplicate_distance = 6
; elefant_foot_compensation = 0.2
; end_filament_gcode = "; Filament-specific end gcode"
; end_gcode = G4 ; wait\nM221 S100\nM104 S0 ; turn off temperature\nM140 S0 ; turn off heatbed\nM107 ; turn off fan\n{if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+30, max_print_height)}{endif} ; Move print head up\nG1 X0 Y200 F3000 ; home X axis\nM84 ; disable motors\nM300 S294 P220 ;beep\n\nM300 S330 P220 ;beep\n\nM300 S523 P220 ;beep
; ensure_vertical_shell_thickness = 1
; external_perimeter_extrusion_width = 0.45
; external_perimeter_speed = 25
; external_perimeters_first = 0
; extra_loading_move = -2
; extra_perimeters = 1
; extruder_clearance_height = 20
; extruder_clearance_radius = 45
; extruder_colour = #FFFF00
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 1
; extrusion_width = 0.45
; fan_always_on = 1
; fan_below_layer_time = 100
; filament_colour = #FF8000
; filament_cooling_final_speed = 3.4
; filament_cooling_initial_speed = 2.2
; filament_cooling_moves = 4
; filament_cost = 25.4
; filament_density = 1.24
; filament_diameter = 1.75
; filament_load_time = 0
; filament_loading_speed = 28
; filament_loading_speed_start = 3
; filament_max_volumetric_speed = 15
; filament_minimal_purge_on_wipe_tower = 15
; filament_notes = ""
; filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6"
; filament_settings_id = "Generic PLA"
; filament_soluble = 0
; filament_spool_weight = 0
; filament_toolchange_delay = 0
; filament_type = PLA
; filament_unload_time = 0
; filament_unloading_speed = 90
; filament_unloading_speed_start = 100
; filament_vendor = Generic
; fill_angle = 45
; fill_density = 0%
; fill_pattern = gyroid
; first_layer_acceleration = 1000
; first_layer_bed_temperature = 60
; first_layer_extrusion_width = 0.42
; first_layer_height = 0.2
; first_layer_speed = 20
; first_layer_temperature = 215
; full_fan_speed_layer = 4
; gap_fill_speed = 40
; gcode_comments = 0
; gcode_flavor = marlin
; gcode_label_objects = 0
; high_current_on_filament_swap = 0
; host_type = octoprint
; infill_acceleration = 1000
; infill_anchor = 2.5
; infill_anchor_max = 12
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0.45
; infill_first = 0
; infill_only_where_needed = 0
; infill_overlap = 25%
; infill_speed = 80
; inherits_cummulative = ;;"Original Prusa i3 MK3"
; interface_shells = 0
; ironing = 0
; ironing_flowrate = 15%
; ironing_spacing = 0.1
; ironing_speed = 15
; ironing_type = top
; layer_gcode = ;AFTER_LAYER_CHANGE\n;[layer_z]
; layer_height = 0.15
; machine_limits_usage = emit_to_gcode
; machine_max_acceleration_e = 5000,5000
; machine_max_acceleration_extruding = 1250,1250
; machine_max_acceleration_retracting = 1250,1250
; machine_max_acceleration_x = 1000,960
; machine_max_acceleration_y = 1000,960
; machine_max_acceleration_z = 1000,1000
; machine_max_feedrate_e = 120,120
; machine_max_feedrate_x = 200,100
; machine_max_feedrate_y = 200,100
; machine_max_feedrate_z = 12,12
; machine_max_jerk_e = 1.5,1.5
; machine_max_jerk_x = 8,8
; machine_max_jerk_y = 8,8
; machine_max_jerk_z = 0.4,0.4
; machine_min_extruding_rate = 0,0
; machine_min_travel_rate = 0,0
; max_fan_speed = 100
; max_layer_height = 0.25
; max_print_height = 210
; max_print_speed = 200
; max_volumetric_speed = 0
; min_fan_speed = 100
; min_layer_height = 0.07
; min_print_speed = 15
; min_skirt_length = 4
; notes =
; nozzle_diameter = 0.4
; only_retract_when_crossing_perimeters = 0
; ooze_prevention = 0
; output_filename_format = {input_filename_base}_{layer_height}mm_{filament_type[0]}_{printer_model}_{print_time}.gcode
; overhangs = 1
; parking_pos_retraction = 92
; pause_print_gcode = M601
; perimeter_acceleration = 800
; perimeter_extruder = 1
; perimeter_extrusion_width = 0.45
; perimeter_speed = 45
; perimeters = 20
; physical_printer_settings_id =
; post_process =
; print_settings_id = 0.15mm QUALITY @MK3
; printer_model = MK3
; printer_notes = Don't remove the following keywords! These keywords are used in the "compatible printer" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_VENDOR_PRUSA3D\nPRINTER_MODEL_MK3\n
; printer_settings_id = Original Prusa i3 MK3 - Copy
; printer_technology = FFF
; printer_variant = 0.4
; printer_vendor =
; raft_layers = 0
; remaining_times = 1
; resolution = 0
; retract_before_travel = 1
; retract_before_wipe = 0%
; retract_layer_change = 1
; retract_length = 0.8
; retract_length_toolchange = 4
; retract_lift = 0.6
; retract_lift_above = 0
; retract_lift_below = 209
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 35
; seam_position = rear
; silent_mode = 1
; single_extruder_multi_material = 0
; single_extruder_multi_material_priming = 0
; skirt_distance = 2
; skirt_height = 3
; skirts = 1
; slice_closing_radius = 0.049
; slowdown_below_layer_time = 15
; small_perimeter_speed = 25
; solid_infill_below_area = 0
; solid_infill_every_layers = 0
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0.45
; solid_infill_speed = 80
; spiral_vase = 0
; standby_temperature_delta = -5
; start_filament_gcode = "M900 K{if printer_notes=~/.*PRINTER_MODEL_MINI.*/ and nozzle_diameter[0]==0.6}0.12{elsif printer_notes=~/.*PRINTER_MODEL_MINI.*/}0.2{elsif nozzle_diameter[0]==0.6}0.04{else}0.05{endif} ; Filament gcode LA 1.5\n{if printer_notes=~/.*PRINTER_MODEL_MINI.*/};{elsif printer_notes=~/.*PRINTER_HAS_BOWDEN.*/}M900 K200{elsif nozzle_diameter[0]==0.6}M900 K18{else}M900 K30{endif} ; Filament gcode LA 1.0"
; start_gcode = M115 U3.7.1 ; tell printer latest fw version\nG90 ; use absolute coordinates\nM83 ; extruder relative mode\nM104 S[first_layer_temperature] ; set extruder temp\nM140 S[first_layer_bed_temperature] ; set bed temp\nM190 S[first_layer_bed_temperature] ; wait for bed temp\nM109 S[first_layer_temperature] ; wait for extruder temp\nG28 W ; home all without mesh bed level\nG80 ; mesh bed leveling\nG1 Y-3.0 F1000.0 ; go outside print area\nG92 E0.0\nG1 X60.0 E9.0 F1000.0 ; intro line\nG1 X100.0 E12.5 F1000.0 ; intro line\nG92 E0.0\nM221 S{if layer_height<0.075}100{else}95{endif}
; support_material = 0
; support_material_angle = 0
; support_material_auto = 1
; support_material_buildplate_only = 0
; support_material_contact_distance = 0.1
; support_material_enforce_layers = 0
; support_material_extruder = 0
; support_material_extrusion_width = 0.35
; support_material_interface_contact_loops = 0
; support_material_interface_extruder = 0
; support_material_interface_layers = 2
; support_material_interface_spacing = 0.2
; support_material_interface_speed = 100%
; support_material_pattern = rectilinear
; support_material_spacing = 2
; support_material_speed = 50
; support_material_synchronize_layers = 0
; support_material_threshold = 55
; support_material_with_sheath = 0
; support_material_xy_spacing = 50%
; temperature = 210
; template_custom_gcode =
; thin_walls = 1
; threads = 4
; thumbnails =
; toolchange_gcode =
; top_fill_pattern = monotonic
; top_infill_extrusion_width = 0.4
; top_solid_infill_speed = 40
; top_solid_layers = 0
; top_solid_min_thickness = 0.6
; travel_speed = 180
; use_firmware_retraction = 0
; use_relative_e_distances = 1
; use_volumetric_e = 0
; variable_layer_height = 1
; wipe = 1
; wipe_into_infill = 0
; wipe_into_objects = 0
; wipe_tower = 1
; wipe_tower_bridging = 10
; wipe_tower_no_sparse_layers = 0
; wipe_tower_rotation_angle = 0
; wipe_tower_width = 60
; wipe_tower_x = 170
; wipe_tower_y = 125
; wiping_volumes_extruders = 70,70
; wiping_volumes_matrix = 0
; xy_size_compensation = 0
; z_offset = 0