Getting really bad curling on overhangs - Curling did not appear during a test print
I am having bad overhang/curling issues since the beginning and am otherwise satisfied with print quality. The printer is mostly stock so far, i am using following settings:
- Prusa PLA filament grey
- Smooth PEI sheet, cleaned with soap and IPA, handled with gloves, no adhesion issues at all
- Bed leveled nicely (Nyloc Mod)
- Octoprint via USB
- Slicing with Prusa Slic3r recent version
- 0.4mm Nozzle and 0.2mm layerheight
Print settings:
- First Layer 210°C / 60°C
- Other 200°C / 50°C
- Fan 40% and bridging 100%
- Speeds
- Perimeters 50mm/s (50%/65%)
- Infills: 50mm/s (75%/60%)
- Bridges 25mm/s
- First Layer Speed: 25mm/s
I am in Europe, environment temp 22°C, halfway built enclosure, 2 sides are closed, rest open but no strong draft (partially opened window in around 6m distance).
My experience so far trying to print a functional piece:
The object is supposed to accept a 25x25mm quadratic profile. Before trying to print this out of the gate, i first dialed in the tolerances so i could push in the profile. I knew the bridging section would sag a bit, and adding around 0.4mm would result in a snug fit
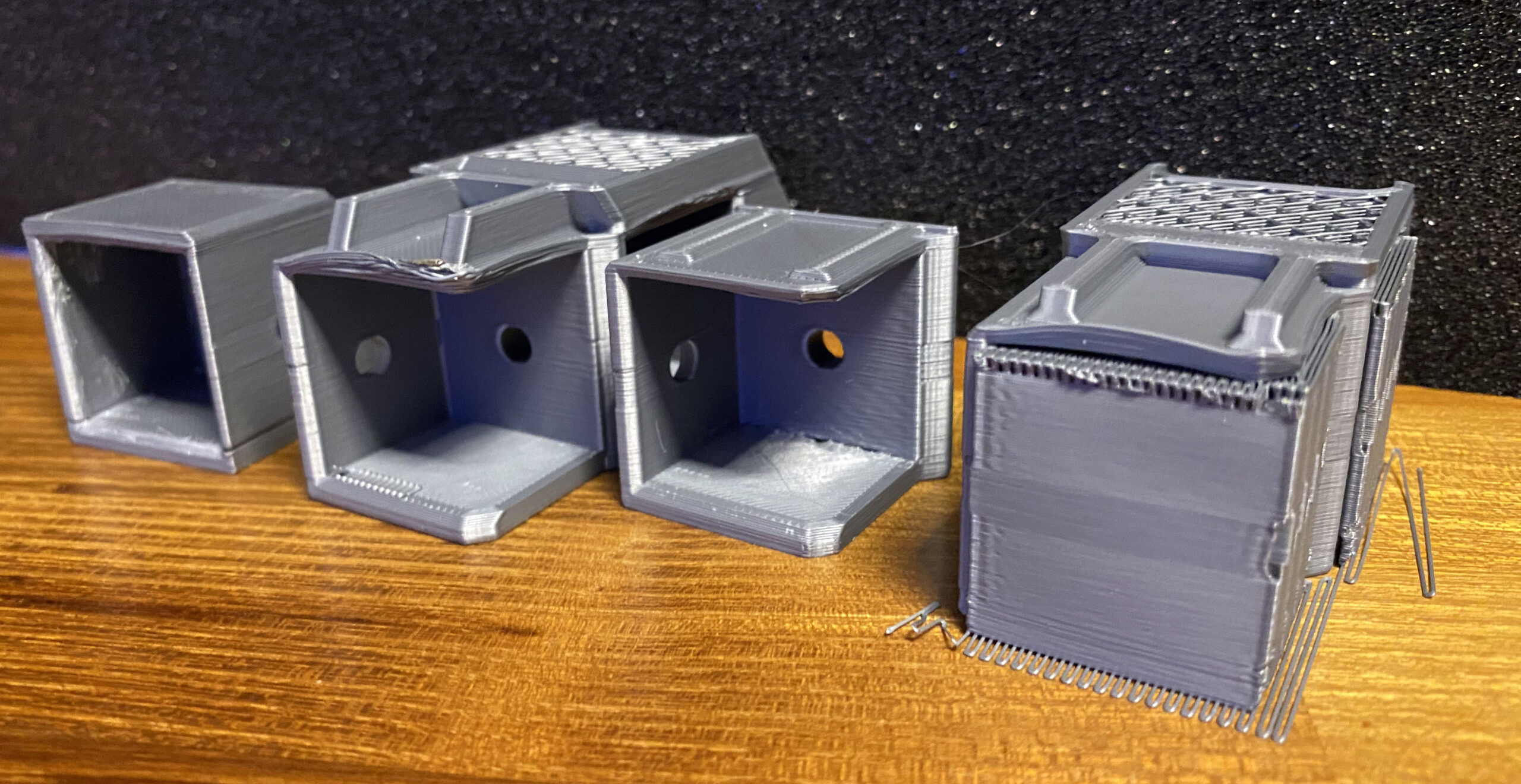
One similar, quadratic piece with only one open side was printed succesfully (most left one in pics). The piece that i wanted to print now however, has one additional side open. So i added supports and thought that would solve maybe upcoming problems. See pic 1 the second piece from left.
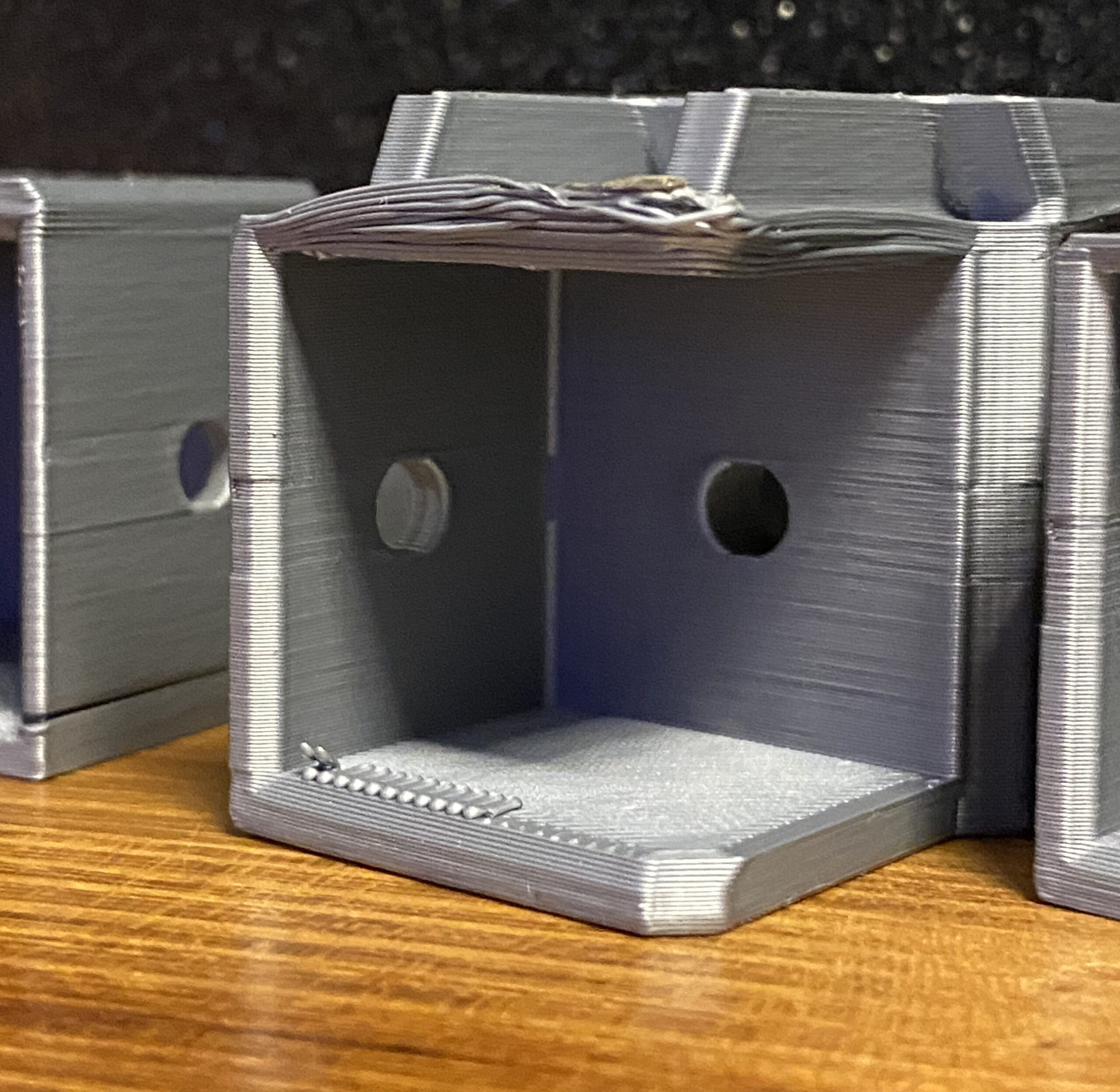
Somehow, i got really bad curling on the sides where my layers got dragged up significantly and ruined my print. I slowed down the speed and printed a shortened test piece (piece 3 from the left pic1) and when i aborted the print after finishing the before curling section, everything was fine.
So i started printing the complete part again (piece4 from the left, pic1) , this time rotating the bridging direction in Slic3er 45° so the cooling tension would not directly pull in the curling direction. The curling was a bit less, but still enough to ruin my print.

I have not enough experience yet to know what the causes of this are, maybe some of you had the same problems and know how to fix this quickly. I sometimes feel in order to troubleshoot specific issues, i have to print the same part 30+ times while changing one setting at a time which would cost me weeks and rolls of filament...
It's a little hard to see what you're trying to do. Please zip a .3mf of your project and let us take a look at both your model and your settings.
Cheerio,
zip
see zip file attached.
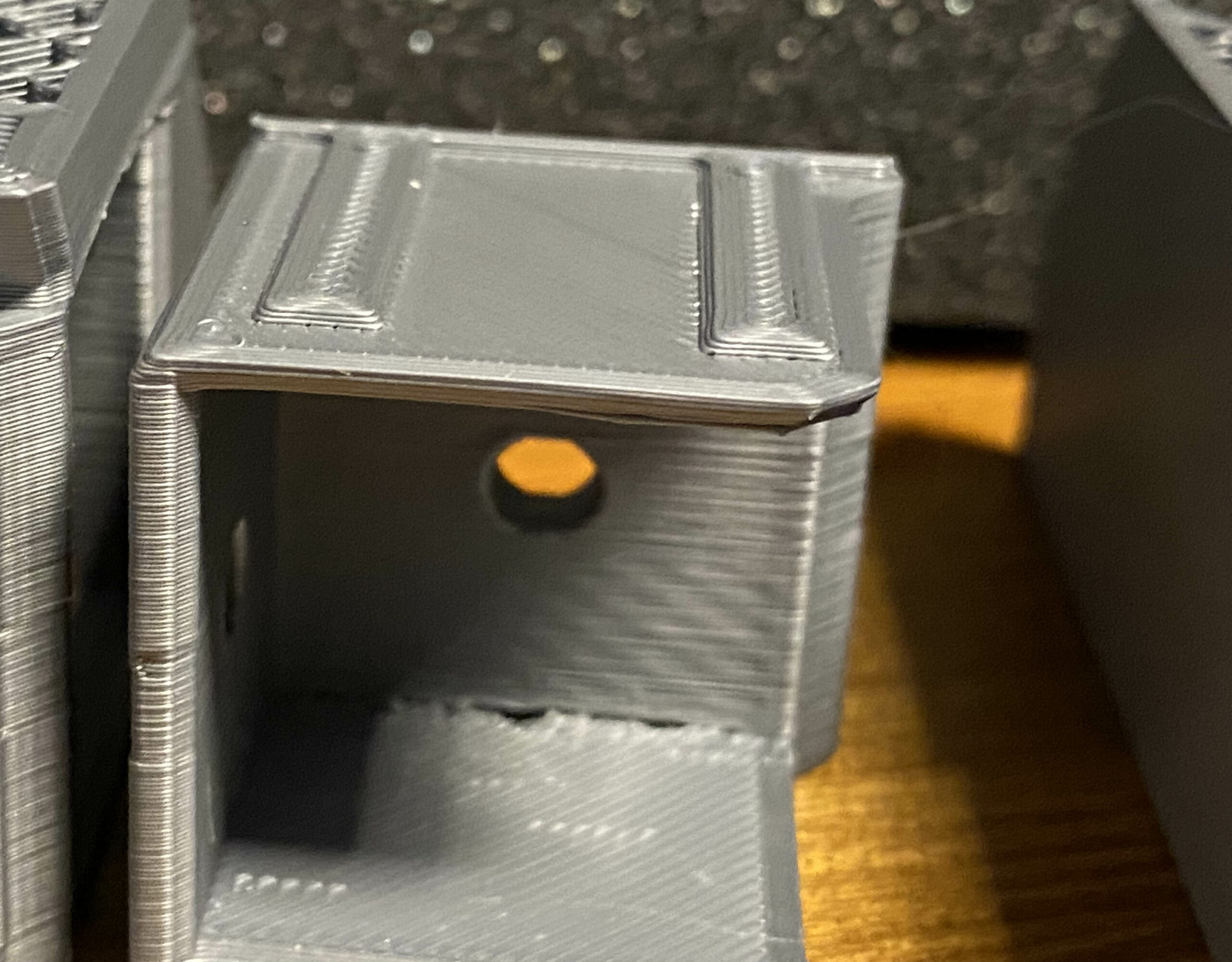
it is basically a connecting foot that takes three 25x25mm profiles from different directions.
The opening with only two closed sides is the one that has bad overhang/bridging quality, even with supports.
Given using supports, this kind of geometry should be printable without problems or not? I know i could redesign the part, also orient it differently, but i think it should be printable with a stock MK3S+ in PLA without too much trouble, after what i've seen other people print.
I hope this is just a settings issue (maybe filament, too) and not a fundamental printing one.
Thanks!
well...
Those overhangs aren't going to be particularly smooth but it should print. If I were printing this I would probably use soluble interfaces on the supports so the overhangs would be smoother because the contact z distance is 0. You could tinker with turning on interface loops(an expert option) you could also decreasing interface pattern spacing a touch. More contact with the interface layers gives the model layers something to hold on to(i.e. to prevent the curling) but it would also make the support harder to remove. If I were stuck with single filament printing I'd probably try to reorient the part on the build plate in such a way that it build the supports on an exterior surface.
Something like:

Both my printers are currently tied up or I'd try giving this a print myself.
I will say
The single filament bridging supports are better in 2.4.0 alpha than they are in 2.3.x. Since that's not a visible area of the model when it's in use it may not make much difference but 2.4 does offer a lot more dials you can turn as far as support material generation. I think they are trying to get an officially built alpha out there soon. They are closing tickets left and right in an effort to get 2.4.0 in a state where it's worth of an official build.
supports and curling
my gut feeling tells me the supports are probably not the main issue or problem solver here... the edge curling upwards so much seems to come from cooling tension is my guess.
Since the partially printed piece (pic 3 of my first post) printed fine. I might have to experiment a bit more. I think the neighbouring geometry (the second hole to accept 25x25mm profile) with the overhang influences the layers of my problem area. Since the bridge in the adjacent area is on the same layer and gets printed in one long line over both bridges (if i dont choose a different bridging angle). My guess is the cooling of those continuous long layers pulls on the edges of my problem area.
entirely possible
are you printing in an enclosure?
so I just noticed
I your fan speed seem slow. I always thought for PLA the fan speed should be 100% if you're doing 40% for most of it and 100% for bridges, seems like that temp difference could cause the curling. The defaults for PLA are 100% fan. have you tried it with this?
fan speed
I did not try 100% fan all the way through yet, i will try that.
Enclosure is not finished yet, i have 2 walls up currently so drafts are reduced. (The Ikea one) No ceiling, front and back. Printer is in the corner of a room with a partially opened window in 6m distance.
test print
I have about an hour left on one of my printers. I'll give your part a try with standard settings. I don't have your exact PLA but I'll see how it turns out.
dont rush it
but thanks anyway if you do 😉
really interested how it prints out for you.
supports
Since I have the MMU working I kind of default do doing soluble(BVOH) filament for something like this now lol. I'll give it a test on my non-mmu MK3S+ just to see though.
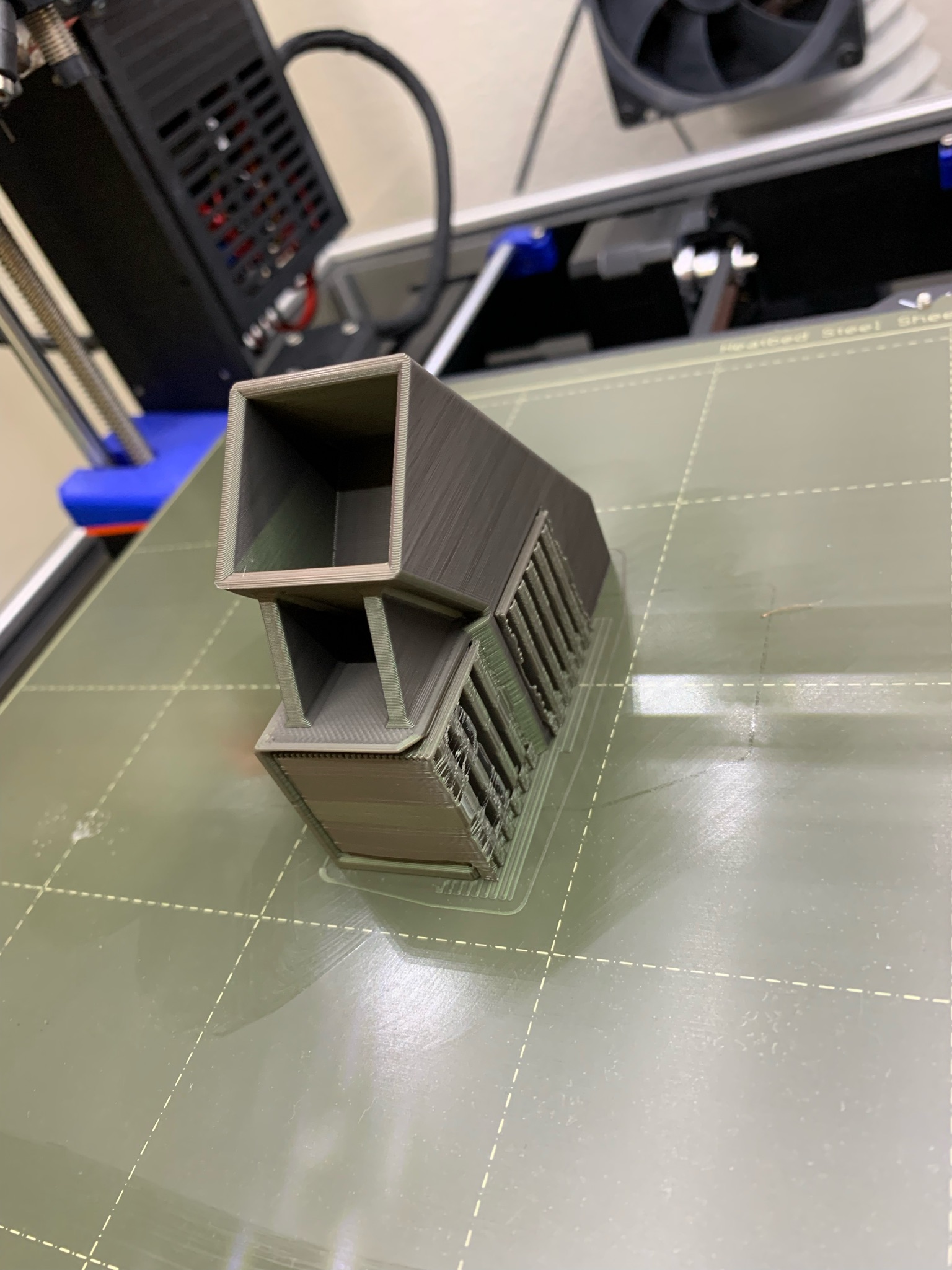
ok just started
Just started the print in Prusament Mystic Green PLA. I'll let you know how it turns out. I adjusted the settings to the defaults with a few tweaks. This includes the full fan speeds, etc. I'd like to get a baseline first.
sounds great
always good to start with base settings to have something to compare.
If your print succeeds, i should print it with your identical settings so that it leaves only environment/filament as variables.
so far so good
It's at 29.20 and things look fine. 1h 37m to go.
a 33.00
Still looking good

wow
you even use the same steel sheet. So your only difference besides the environment is the 100% fan speed?
Whats your nozzle and bed temp for these layers?
all done
Here's the finished product.
I've attached a modified .3mf with the settings used to print this.
cleaned up
Here it is with the support material removed
Not bad for non-soluble supports actually. Anyway, hope that helps.

Great result!
well, i will have to take your file and print it 1:1 and then see…
i hope you stick around in this thread to help me get to the solution, otherwise I need to order the parts from you xD
glad to see it’s not impossible to print at all, I just hope it’s something simple to adjust for me to get the same results. I will update tomorrow since it’s late now. Thank you very much ssill2