First layer issues... Please help!
Hi all,
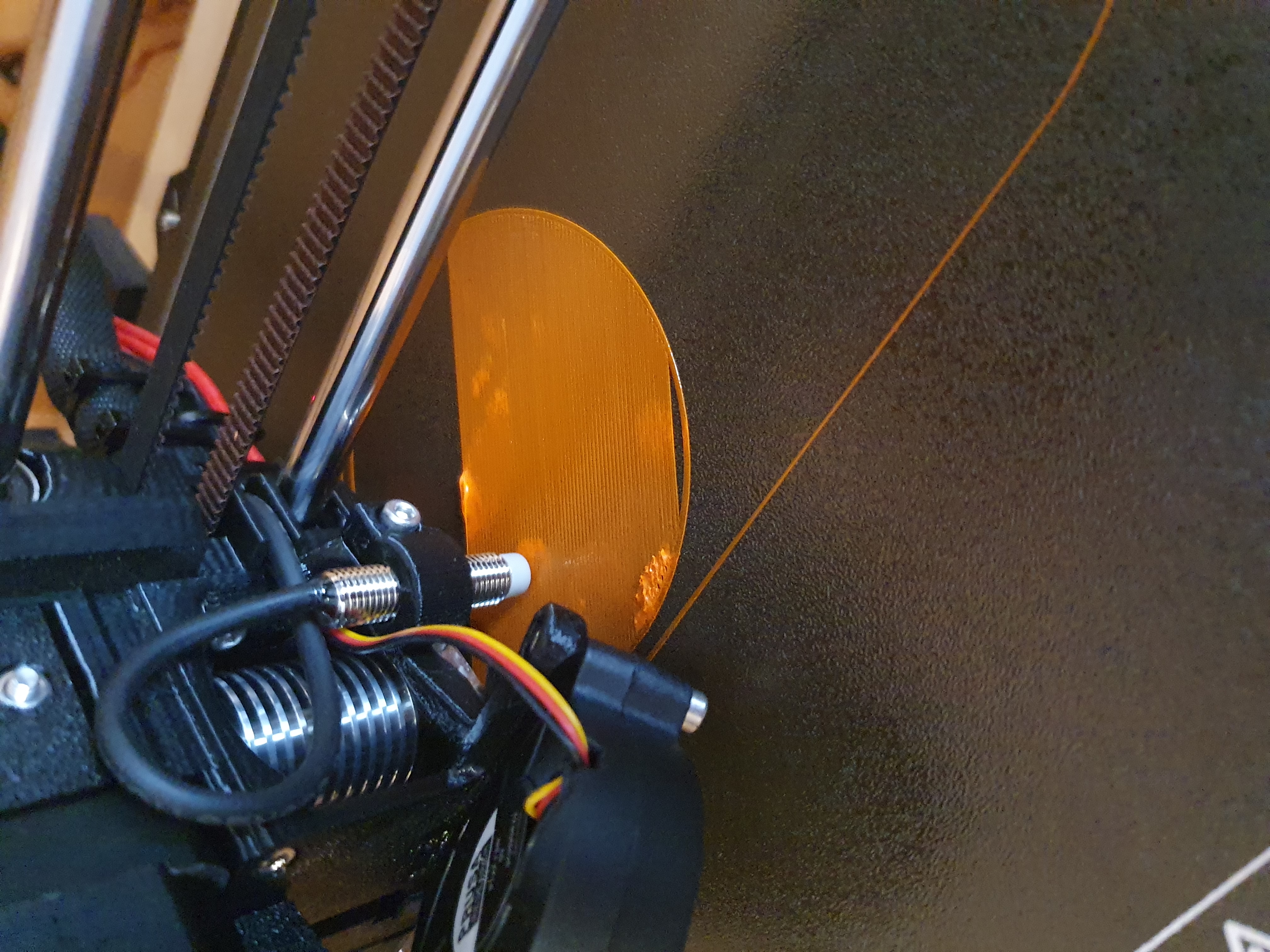
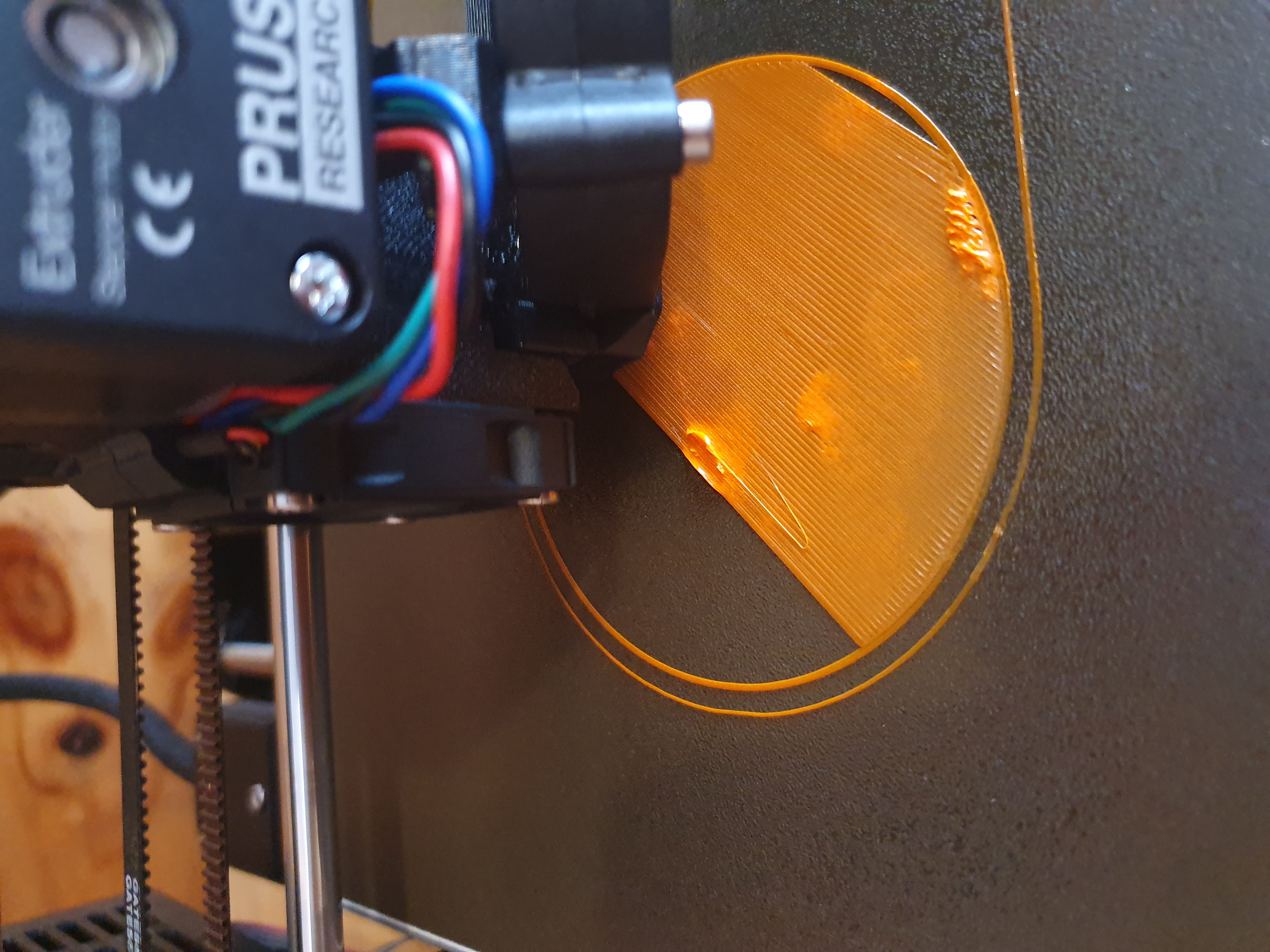
New MK3S user here. I've just finished a few prints with the PLA that came with the printer and they've been great. I'm now trying with some Prusament PETG in orange, however I'm not having great luck. I re-ran the z height calibration and that went well. However, my print is having issues with the first layer. Please see the attachments and any help would be most appreciated! I've attached a silver bench in PLA just to confirm the mechanics of the printer are OK.
STL files sliced in Prusa slic3r using:
Temp 250/85, layer height 0.15mm, first layer height 90%, all other settings default on the pre-provided "0.15mm quality" preset.
Thanks in advance for your help.



RE: First layer issues... Please help!
So just re sliced the file using complete defaults and its almost better... But it's still rough in one area and patchy in others...
First layer temp is 240/85, not what was mentioned above sorry. Those were for layer two onwards.
RE: First layer issues... Please help!
Try to set first layer to 0.2, slow down for the first layer. Raise up the nozzle a little bit. It looks like it's too close and the nozzle is dragging on neighbor lines.
Hope that helps.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: First layer issues... Please help!
your print bed has finger prints/oil on it . time to give is a good wash in dawn/fairy dish detergent ( plain unscented, with no additives like hand softener) and clean paper towels, dry with more clean paper towels a,d put back on printer - best to wear gloves to prevent more fingerprints whenever you get near the printing sheet
RE: First layer issues... Please help!
Hi all, thank you for your suggestions!!
So, just re-run the first layer calibration after washing the plate and cleaning with isopropyl. Raised the z-height from -1.300 to -1.155. At this point, the long thin lines would stick when I very lightly ran a finger over them but any higher and they'd release.
Removed the above, allowed bed to cool and then re-cleaned the bed with isopropyl at this point.
Now, for the print. I re-sliced the file using the following settings (unless specified, these are the default settings from PrusaSlicer using the "0.15mm QUALITY MK3" print settings and the "Prusament PETG" filament):
Layer height: 0.15mm
First layer height: 0.2mm
Fill density: 10% (modified - just as wanted a quicker print)
Fill pattern: Honeycomb (modified - prefer watching this to the gyroid 😉 )
Skirt distance from the object: 4mm (prefer a further away skirt)
Infil acceleration: 1000mm/s (modified - down from 1250mm/s - hoping this would help with the edges of the infill not sticking nicely)
First layer extrusion width: 0.45mm (modified - up from 0.42mm)
First layer temps: 240/85
Next layer temps: 250/90
Fan disabled for first 3 layers
Retraction length (under filament overrides in filament settings): 1.4mm
Retraction length (under 'extruder 1' in printer settings): 0.8mm
Started the print and after about 15s there was a 'clump' formed on the first layer. I stopped the print, cleaned the bed again and the nozzle and then re-started the print. This time it all started really nicely. Seemed to lay flat and print is currently running with what looks to be great success. I must mention though it is a different print from yesterday, with less flat surface area but I would consider it marginally more complex. I'll try the print from yesterday again when this one finishes.
While I'm new to this game, I really appreciate the suggestions and hopefully my experience can help others along the way.
Thanks again!
FWIW: This is what I'm printing (in PETG, not PLA): https://www.prusaprinters.org/prints/1435-oversized-bolt-nut
RE: First layer issues... Please help!
For Petg. You could try lowering the first layer speed to 15mm/s
This will improve your chances of success.
The build plate will improve over a coulpe of prints...
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: First layer issues... Please help!
@terence
Did you figure out the problem? If so just ignore me :), If not here's a few things I see and recommend.
There's something going on with your bed. If you look at the front left corner of your print you can see where it's so thin it looks like the nozzle is coming very close to the bed. The first layer has a tapper on the front left corner indicating that corner of your bed is higher. Try printing your part in a different area on the bed.
First layer height - .200mm
First layer speed - 15mm/s
The rest default settings