First layer issue: circles not closing completely
Hello all,
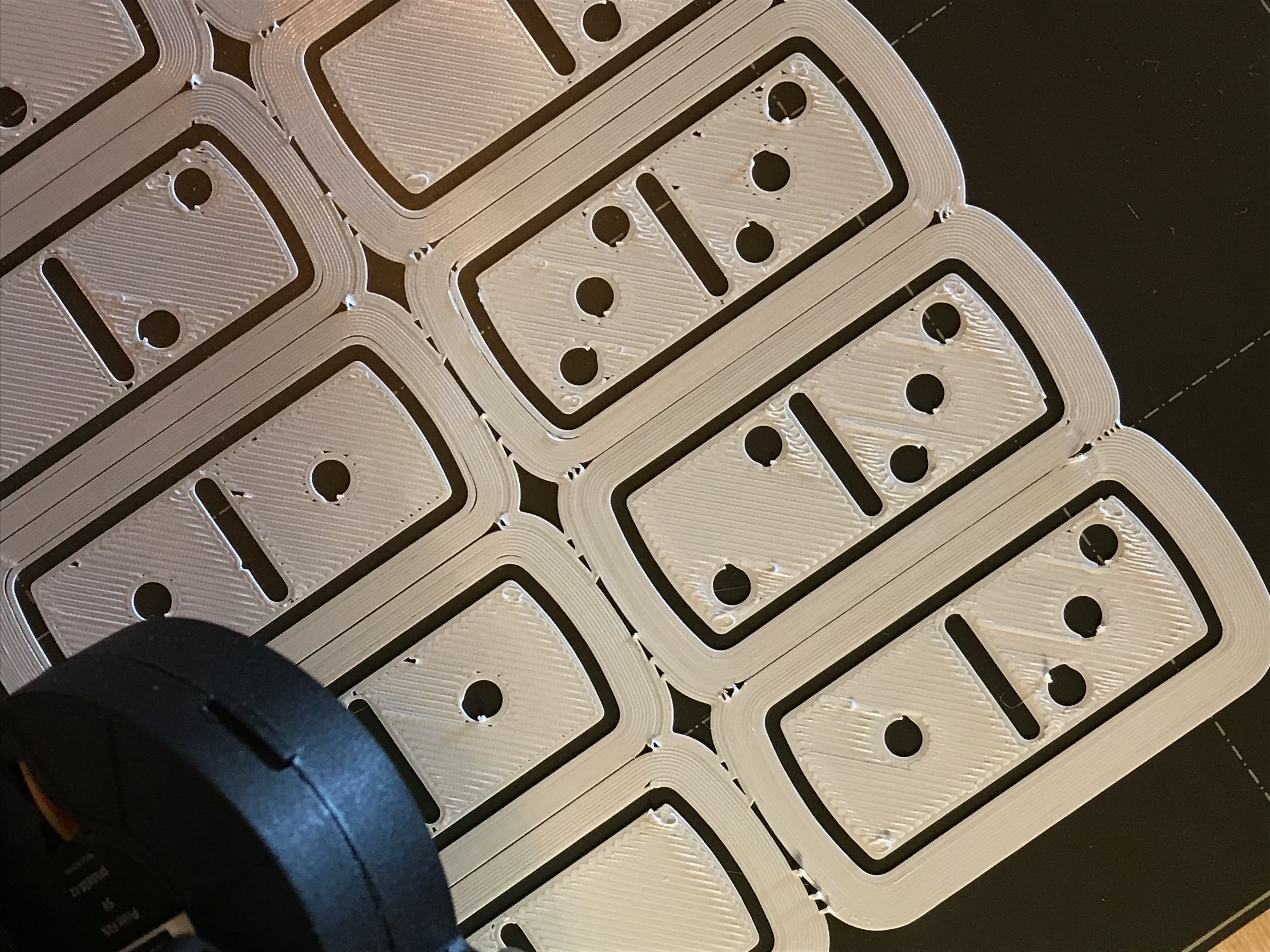
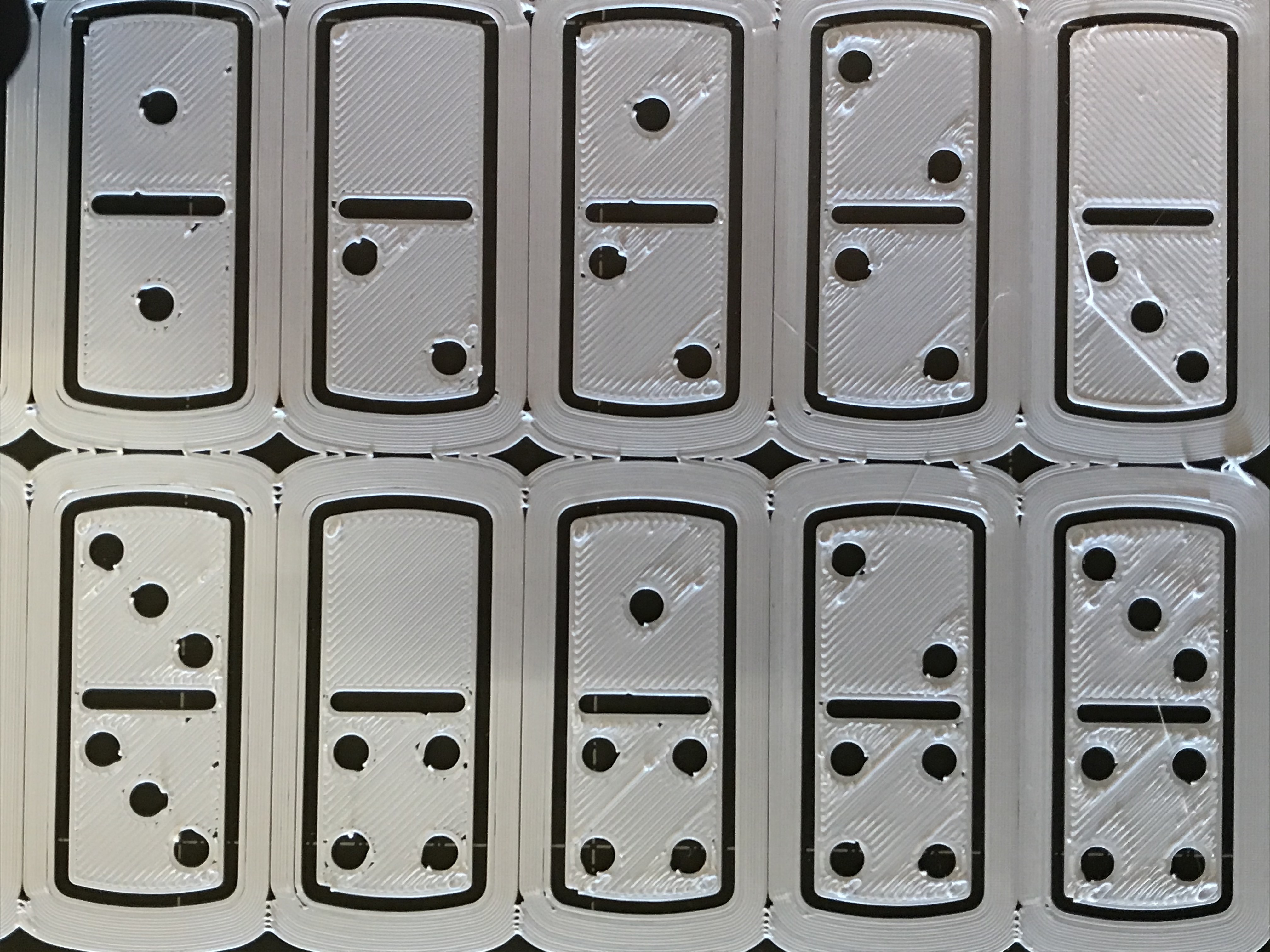
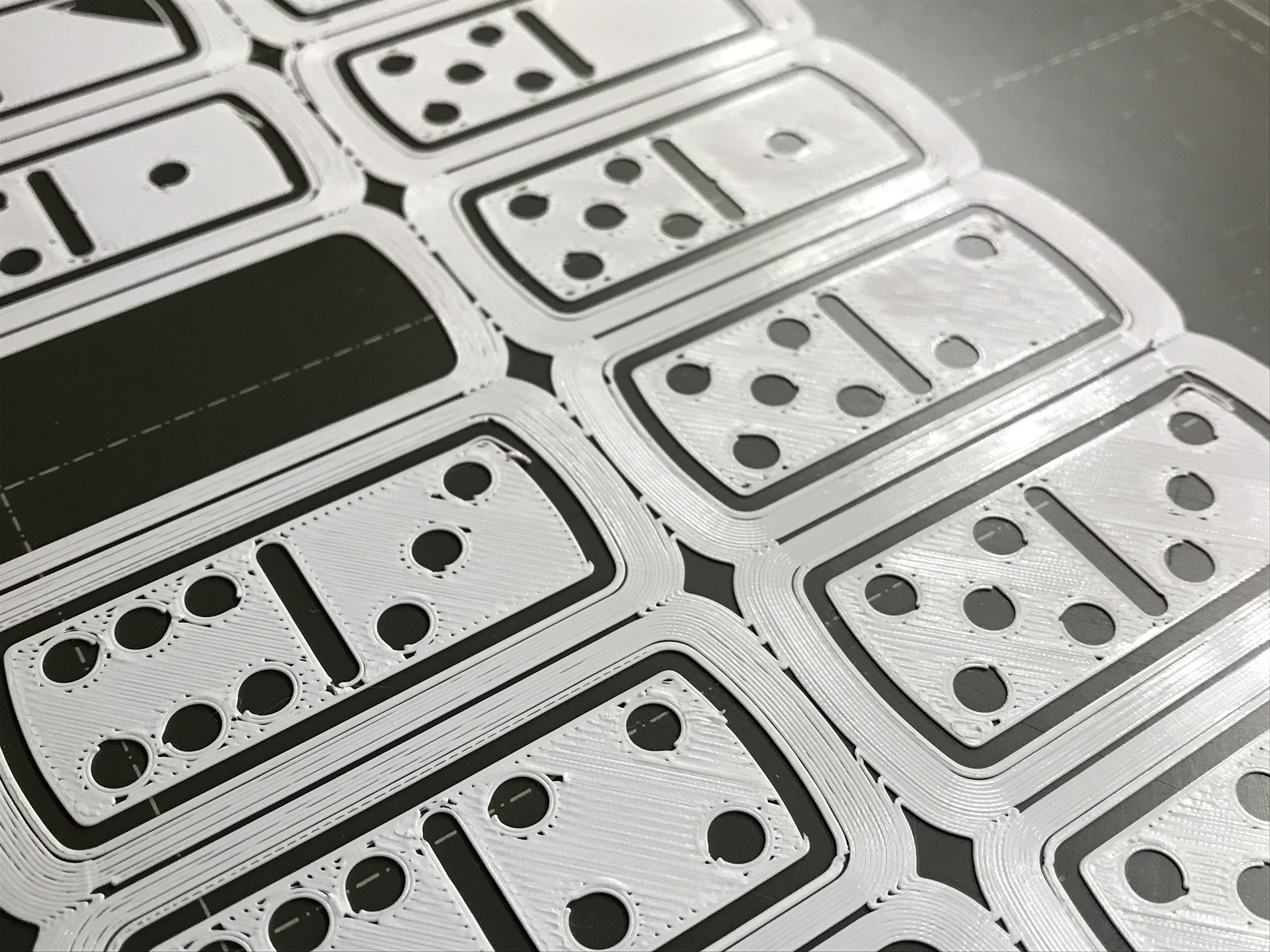
I am encountering an aesthetic issue with my parts that I have been trying to resolve for some time, but with no luck yet. I am printing a set of dominoes, which contain small circles for the pips. As you can see in the photos below, the perimeters of the circles do not fully close, resulting in a poor finish once the part is done and flipped over. Its a bit of a deal-breaker for me, as it is the difference between a successful and unsuccessful part.
I have tried many times to adjust the Live Z level, flow (from 95 to 100, 105), bed temperature (first layer 80c), and print setting in the slicer. I have even replaced the nozzle with a brand new one. Overall, I have pretty great results with the parts I print, but for some reason(s) these circles not fully closing is driving me crazy. There is no reason why they should not be fully closed and clean.
These are printed in Prusa PLA (not Prusament). I have been setting my first layer bed temp. to 80c and using a glue stick for better adhesion. Overall, the adhesion is good, so I suspect this may be a printing parameter in the slicer.
Is there a way to ensure a better curve closure or overlap with my perimeters in the slicer?
Is the issue design related? The circles are 4mm in diameter. I have printed other parts successfully with even smaller cylinder features in the past.
Any help is greatly appreciated! Thank you.
RE: First layer issue: circles not closing completely
For starters, layer one is a bit overextruded - raising the Live-Z 25 um will help. Maybe checking your extrusion ratios, too. Then, it looks like you are over retracting. Bed temp should be 60c, not 80c.
Try loading the standard Prusament PLA or even Generic PLA profile, don't change anything. See if it prints better.
For adhesion, if that is a smooth PEI print sheet. Just take it to a sink, wash it in hot water with a drop or two of dish soap, scrub with a fresh paper towel - no normal disk rags near the sink. Rinse in hot water until the water beads up and sheets off. Dry the few remaining drops of water off with a fresh paper towel, handle the sheet only by the edges and get in the habit of never ever touching the print surface, even when removing parts.
-
ps: and if you changed nozzles, did you follow the E3D-V6 assembly guide to the letter? If not, go back and check what you did. Minor assembly errors cause all sorts of printing problems.
RE: First layer issue: circles not closing completely
In looking at the prints in detail - it really just looks like the typical dirty bed adhesion problem. Do the soap and water wash - do nothing to the sheet after that wash, wiping with alcohol after washing will just soil the sheet. Then retry the print.
RE: First layer issue: circles not closing completely
@tim-m30
Hi Tim,
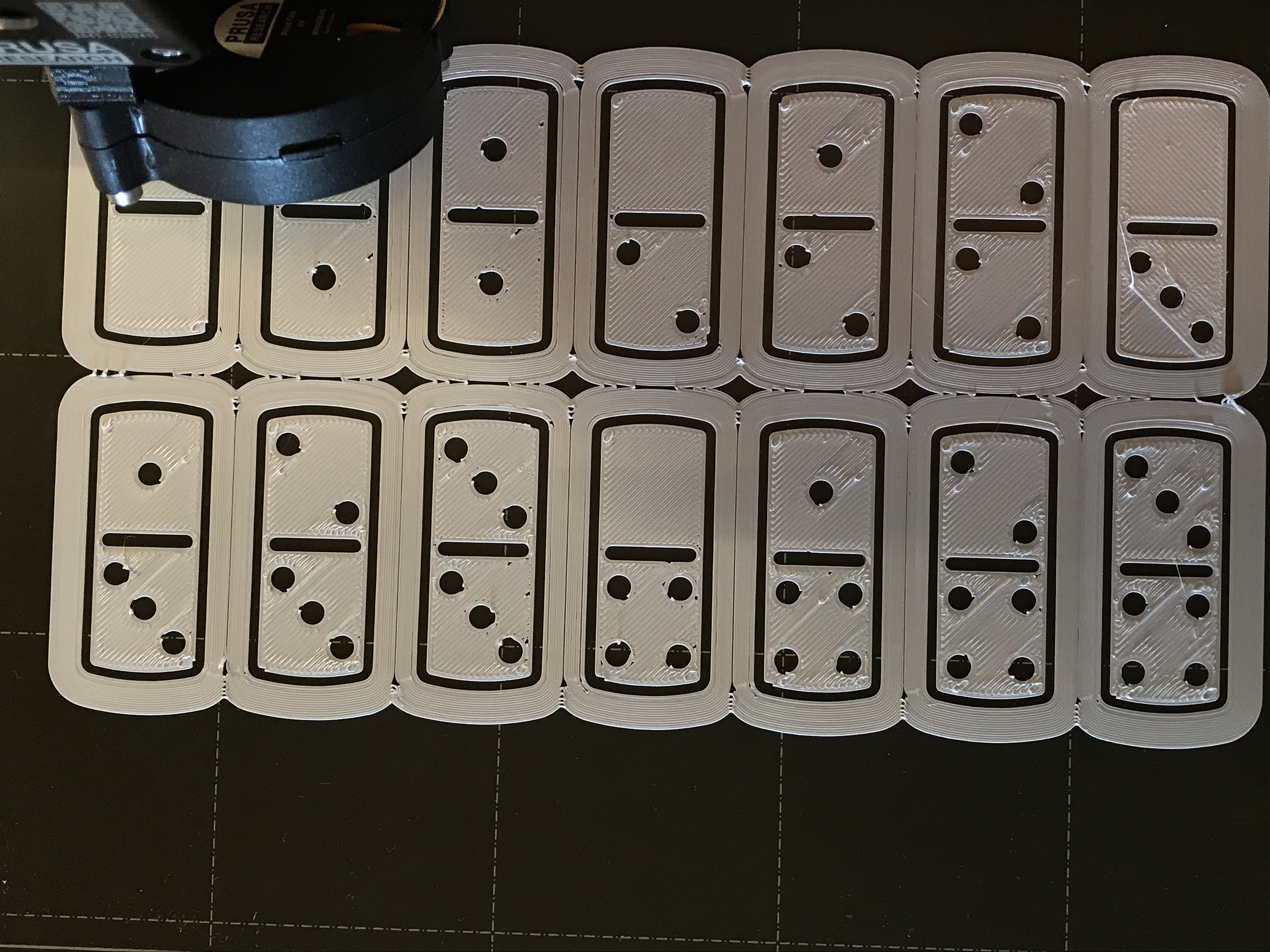
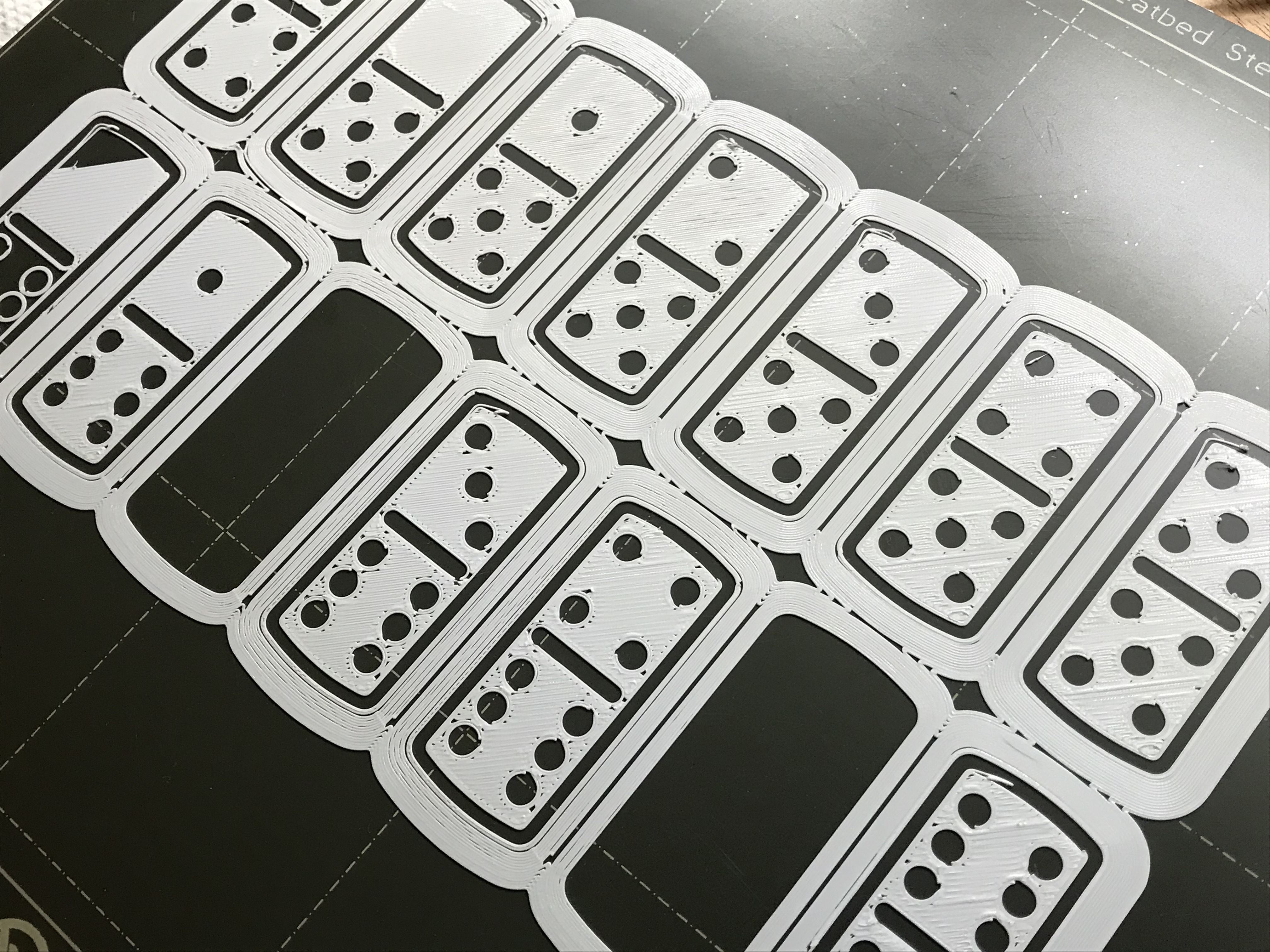
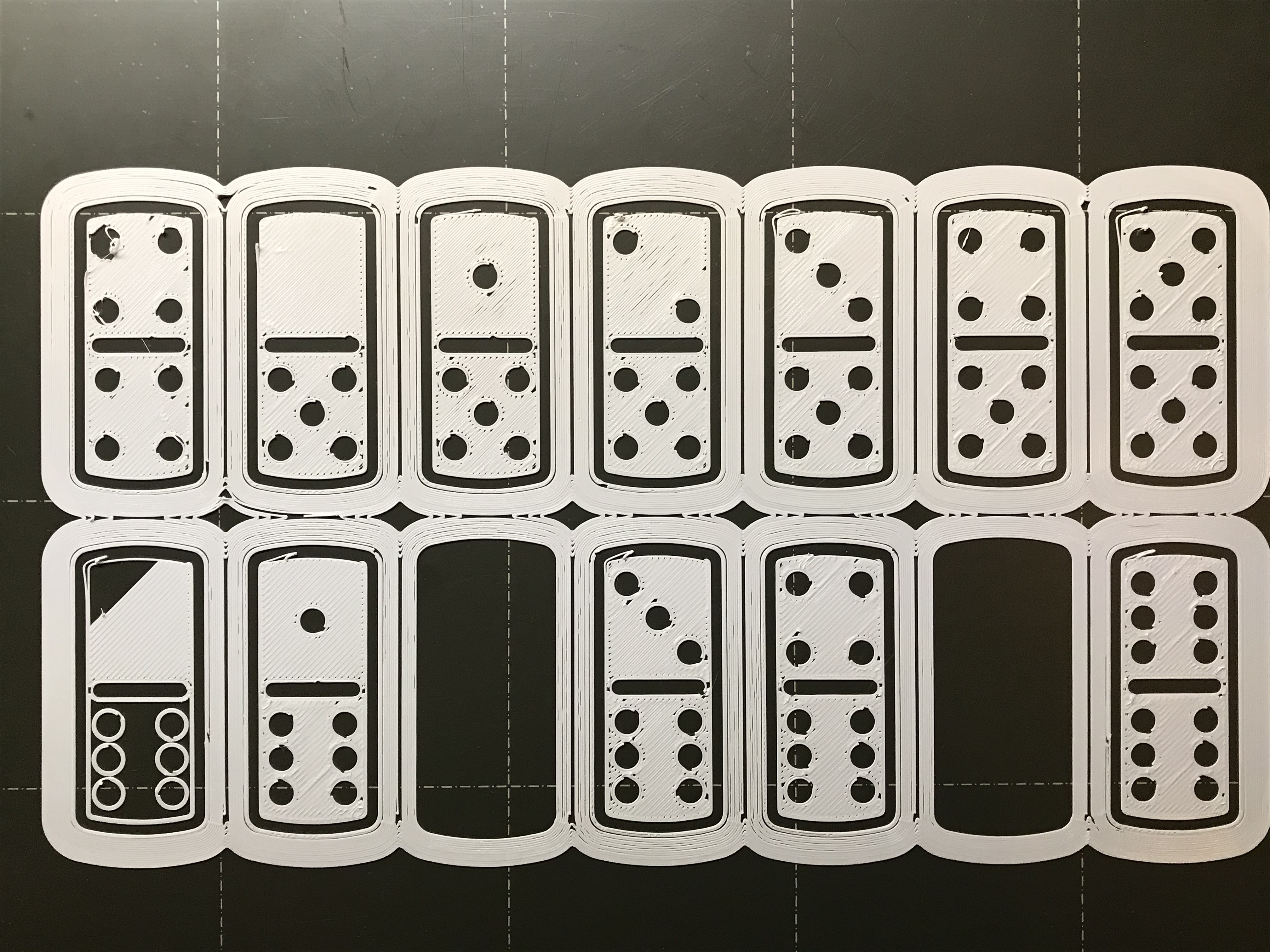
Thank you for the suggestions. I do believe that a soap and water wash (with nothing else) was helpful, however after trying to reprint the parts, I seem to have gotten mixed results. Some areas on the dominoes themselves do appear better than others; with better infill and more complete (although still open) circles.
I switched to default Prusa PLA settings and changed nothing, so bed was at 60c. The only thing I did adjust during the print was my Lize Z axis value. This seemed to help, although I still haven't found the best setting for it.
You'll also notice the brim of the part appears better in some areas than others; the right side (next to the 5/5 and 6/6 dominoes) looks so much better thank the middle areas of the brim (near the 1/5, 2/5, and 3/6 dominoes). I worry my bed is likely not level. Any thoughts?
Thanks again for your help!

RE: First layer issue: circles not closing completely
@tim-m30 Forgot to mention I also adjusted the Flow value from 95 to 100, which I believe helped achieve a more full infill. This was at the bottom left (near the 0/6 domino) just before I stopped the print. Then again, the brim in that area looks more complete too, which was printed before I upped the Flow to 100, so it may or may not have helped after all.
RE: First layer issue: circles not closing completely
Your layer one looks too high.
Here's a test coupon: slice and print it, it is large enough to give you time to change Live-Z and watch what happens. Start where you are at, and go more negative 25 um - see what happens. You want the extrusions to connect with the last pass, no gaps, and end up with a solid sheet of plastic, with no "harp strings."
Cal-Circles.zip
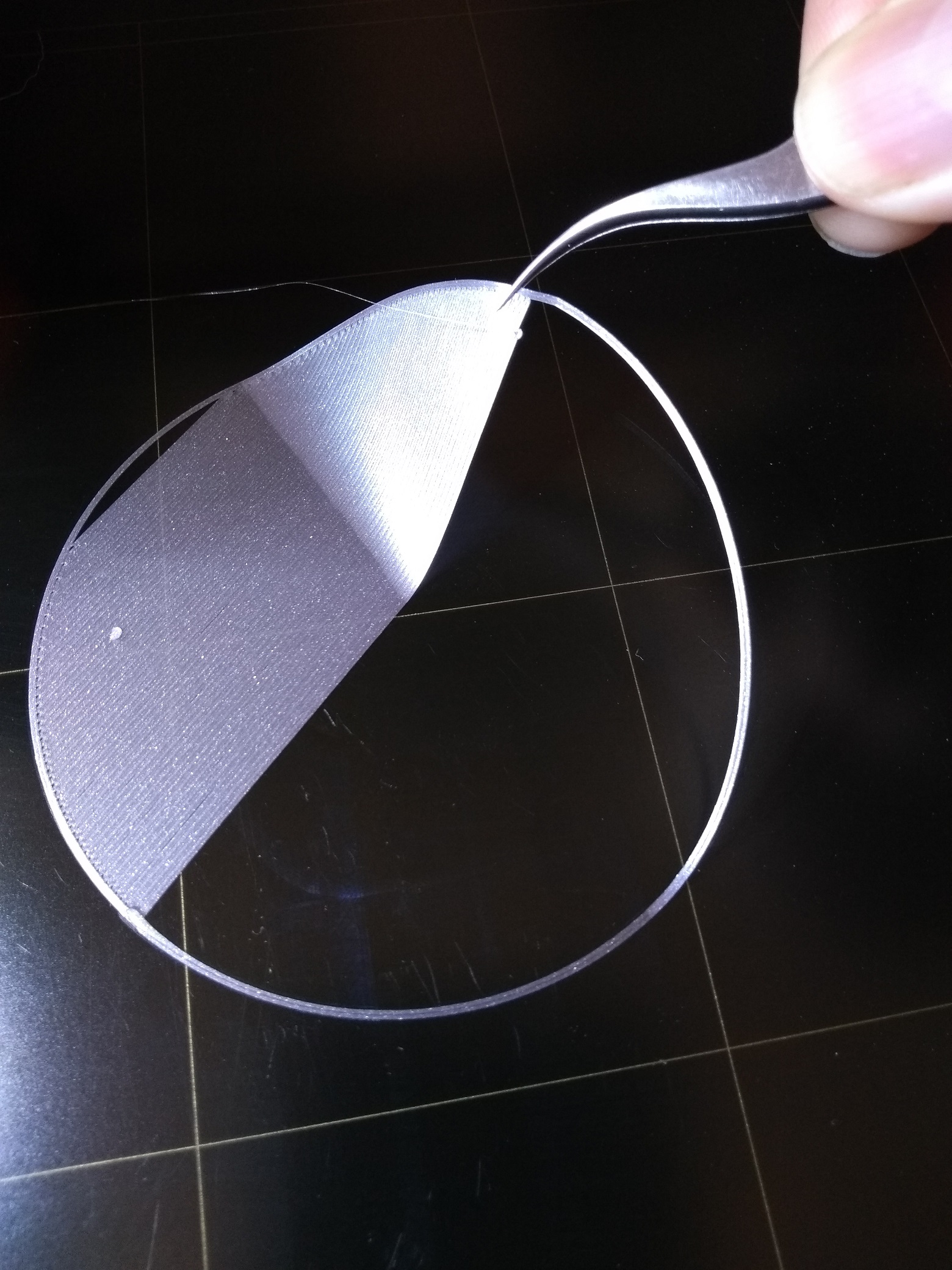
If you go too far negative, you will begin to see ridges between extrusions.
The one other thing that can help - especially if you set Live-Z and the next print looks off - is to add some code to the Printer Profile Custom G-Code to regulate the PINDA temperature. But try the cal circles above first.
ps: those dominos should not require a brim.
pps: Make sure you are using the 7x7 bed level, not the 3x3.
RE: First layer issue: circles not closing completely
@tim-m30
Thanks Tim - The circles were helpful. I was able to achieve better results with some more than others based on Live Z adjustments alone. I also made some minor Bed Lever Correction adjustments in the printer's calibration settings, and have been able to produce better results with the dominoes, though I have not re-printed the circles after the BLC adjustments. I probably should. One other adjustment I have made is that I now only print 7 at a time, instead of 14. Not ideal, but the footprint of the part is smaller and more local to the center of the bed.
In either case, your points about washing the bed with warm water and a drop of dish soap (with no IPA or glue treatment) definitely helped. I'm not sure why Prusa suggests using the glue stick or IPA. Perhaps with other materials it helps? I will be sticking to your suggestion moving forward when printing with PLA.
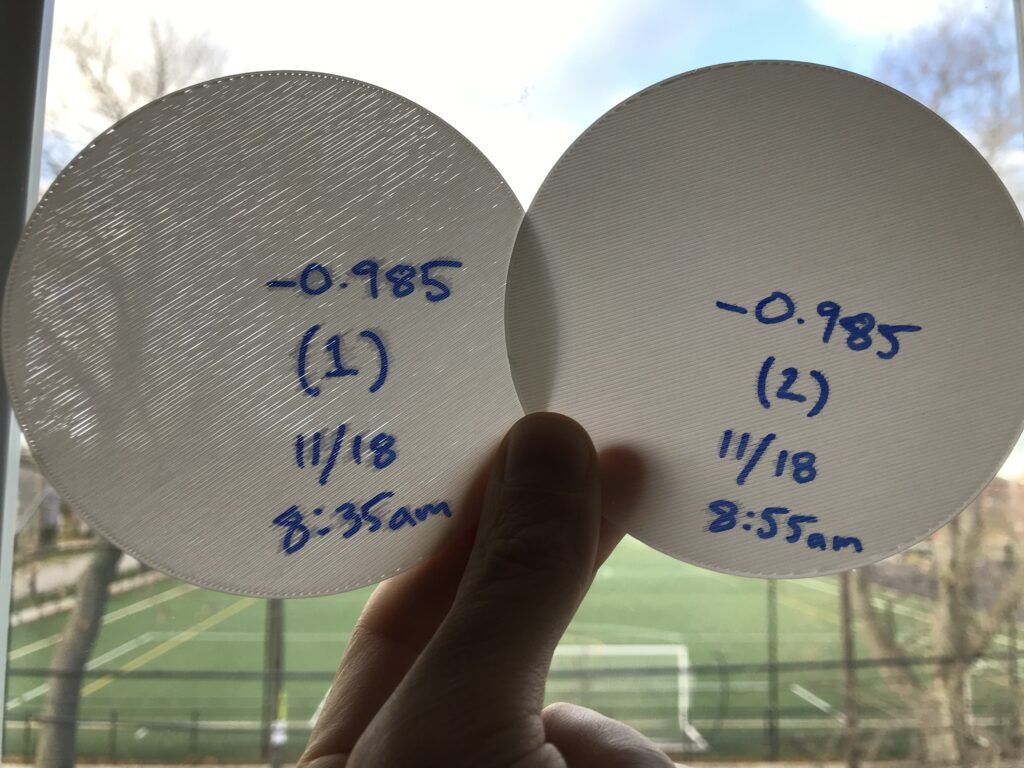
One observation I've made throughout my troubleshooting over the past couple of days is that it seems the very first print I run in the morning as soon as I'm up always seems to have a first layer issue; generally there are harp strings at some portion of the print, if not most of it. I usually stop the print, clean the bed, and re-print the part quickly afterwards and receive much better results. This even happened with the cal circles using the same Z offset (-0.988). Have you or anyone else experienced this before? Seems the printer needs to "warm up" a bit, even though the bed and nozzle are at the prescribed temps.
I have tried to print them multiple times without a brim, and have usually been unsuccessful. they tend to peel off the bed ever so slightly and over time cause other issues. The brim has proven to help, but you might have a better solution. Here is a link to an .stl file containing 14 dominoes if you are interested in trying for yourself.
Would be curious to see how they turn out.
Thanks again for your help!
RE: First layer issue: circles not closing completely
@tim-m30 thought I would share the most recent example of the observation I made in my previous post. This is from earlier this morning. Pretty notable difference between the two. Also the one on the right is by far the best cal circle I've ever printed so far.
RE: First layer issue: circles not closing completely
Do you use the preheat pinda probe to known temperature start gcode modification ? If not that picture is a great example of why its good to do so.
RE: First layer issue: circles not closing completely
@neophyl
I currently do not. @tim-m30 had mentioned it in an earlier reply: "The one other thing that can help - especially if you set Live-Z and the next print looks off - is to add some code to the Printer Profile Custom G-Code to regulate the PINDA temperature. But try the cal circles above first."
Can you elaborate a bit on it? And is that code readily available somewhere?
RE: First layer issue: circles not closing completely
Here's the startup gcode I use to make the layer one more consistent as temps swing: ymmv
M115 U3.9.1 ; tell printer latest fw version
; printer specific Printer Start Gcode
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
; generic Printer Start Gcode
G90 ; use absolute coordinates
M83 ; extruder relative mode
; M104 = set hot end temp
; M109 = wait for hot end temp <Sxxx and Rxxx interchangable>
; M140 = set bed temp
; M190 = wait for bed temp <Sxxx ignores too hot, and Rxxx waits for heats or cools as needed>
; cool down PINDA
M106 S255 ; turn on fan
M104 S0 ; turn off nozzle heat
M140 S0 ; turn off bed heat
M860 S35 ; wait until PINDA is less than 35C
M106 S0 ; turn off fan
; preheat nozzle to a low temp, get plastic mushy before driving into the bed with G28
M140 S[first_layer_bed_temperature] ; set bed temp
M109 R175 ; wait for extruder temp
M190 R[first_layer_bed_temperature] ; set & wait for bed temp
G28 W ; home all without mesh bed level
; soak PINDA then level
G0 X50 Y50 Z1 F3000; this is a good PINDA heating position
M860 S37.5 ; wait until PINDA is >= 35C in winter, 37.5C spring/fall, 40C summer
G80 N7 R5; mesh bed leveling
; heat to extrude temp
G0 X0 Y-3.0 Z10 F3000; this is a good nozzle heating position
M109 R[first_layer_temperature] ; set & wait extruder temp
; purge
G1 Y-3.0 Z0.20 F1000.0 ; go outside print area
G92 E0.0
G1 X1.0 Y-1.0 E0.5 F500.0 ; scribble 1
G1 X1.0 Y-3.0 E0.5 F500.0 ; scribble 1
G1 X2.0 Y-1.0 E0.5 F500.0 ; scribble 2
G1 X2.0 Y-3.0 E0.5 F500.0 ; scribble 2
G1 X3.0 Y-1.0 E0.5 F500.0 ; scribble 3
G1 X3.0 Y-3.0 E0.5 F500.0 ; scribble 3
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.0 F1200.0 ; intro line
G92 E0.0
; reduce extrusion rate for normal layer heights
M221 S{if layer_height<0.075}100{else}95{endif}
; end Printer Start Gcode
RE: First layer issue: circles not closing completely
@nazareth-ekmekjian
I usually point people at Bob's website as he has a evolving but nicely annotated section on Prusa Slicer start up gcode http://projects.ttlexceeded.com/3dprinting_prusaslicer_gcode.html but Tim already has that covered with his reply and the 2 start up routines have a lot in common.
May I steal your pic for later use as an example ? as the question of why preheating does crop up fairly regularly.
RE: First layer issue: circles not closing completely
@nazareth-ekmekjian
Can you post a Zipped .3mf project file ? it will show all your settings and the model, making it easier to diagnose the issue.
The Filament Whisperer
RE: First layer issue: circles not closing completely
@neophyl
Thanks for sharing, and yes you may steal my pic to use as an example!
Question: In my default Start G-code in Slicer, these are the last 3 lines (first being a comment):
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
Should I leave those lines and only replace the existing code above it? Or replace the entire code, effectively removing those 3 lines?
RE: First layer issue: circles not closing completely
Those 3 lines have only very recently been added by Prusa to the default profiles which is why most of the existing custom ones don't include them (yet).
I'm sure more people will start adding them in over time, I think I will to mine eventually so yes, I'd add them to the end of any other start up code you have.
RE: First layer issue: circles not closing completely
@dan-p12
Hi Dan - here is a link to a .zip file. Too big to attach here directly.
RE: First layer issue: circles not closing completely
[...] Question: In my default Start G-code in Slicer, these are the last 3 lines (first being a comment):
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}Should I leave those lines and only replace the existing code above it? Or replace the entire code, effectively removing those 3 lines?
Grr. This is one complaint I have with Prusa's profiles. Those lines only work if you are using Prusa's print setting profiles IDs. They won't work with other profiles without modification. It boosts the extruder motor current for the SPEED profiles and lowers it for QUALITY profiles.
I don't see a way of reading the currently set value from the Prusa firmware. I do not know if this setting is persistent between prints and power cycles. My concern is that printing with a Prusa QUALITY profile will set a low current setting that does not get reset for subsequent prints with other profiles, possibly causing mysterious problems for anybody using customized profiles.
I think they should create separate printer profiles for SPEED and QUALITY and just put the correct gcode into each profile. This would ensure the right current is used regardless of what other (non-hardware) settings the user selects.
What would make even more sense is adding a custom gcode setting for Print Settings profiles so you can make sure ONLY the right values are used based on the settings to be used and there would be a place to put a default value to be sure a safe default is always set at the start of a job.
In any case, I have never changed my extruder motor current printing with everything from 0.15mm nozzles at 0.05mm layer heights to 1.00mm nozzles printing at 0.8mm layer heights.
RE: First layer issue: circles not closing completely
@nazareth-ekmekjian)
I Just got home from work, I've made some adjustments to the .3mf you posted, things that I consider to be the problem, I'm currently running the print in the same Prusa PLA you used, the stuff that came with printer. it's got 3 hours left but so far it's not having any issues at all adhesion is good and all circles closed. as soon as its done and I know its good Ill post the .3mf I adjusted, some pics and an explanation.
The Filament Whisperer
RE: First layer issue: circles not closing completely
BTW I'm Dan, for some reason Prusa forums finally decided to recognize the user name I choose when I first signed up for my account, Go figure and I've changed nothing.
and since I'm here Ill mention the print is going well almost done so ill post soon.
The Filament Whisperer
RE: First layer issue: circles not closing completely
@nazareth-ekmekjian
Well the print went off without a hitch, in fact I really like these Dominoes did you model them?
This is the profile I used Dominoes 3mf profile zip I noticed that your machine Limits had been changed most notably your Z acceleration. I reset them to defaults and changed brim settings as this print doesn't need a brim at all, the custom G-code settings were unnecessary, on this print your skirt height could be one, however I didn't change it.
Try this Profile, I know that Tim helped you to achieve a better first layer, if this profile doesn't do the trick then the only thing I can think of this is a physical adjustment, of your Idler tension, but try this before messing with that.



Good Luck, let me know how it goes.
Dan, AKA Swiss_Cheese 😎
The Filament Whisperer