Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
Hi all, I apologise if this has been posted before, I tried to search for existing threads before posting.
I'm trying out the updated 'Variable layer height' options in PrusaSlicer 2.2.0 and the time savings are very promising, but I am having an issue on multiple prints where the extrusion width increases on the thicker layers.
Here's an example using the "stackable building blocks" that the Prusa blog posted recently:

On the left is the default 0.15mm settings from PrusaSlicer, with Variable layer heights not used. The result is a flat, consistent vertical wall.
On the right is default 0.2mm with Variable layer heights enabled via the "Adaptive" button, with 0.5 Quality/Speed balance. Where there are transitions between thicker and thinner layers, the vertical walls get a "banding" effect of thicker and thinner extrusions.
Ideally, I want to get the print-time savings of using Variable layer heights while also having smooth, flat vertical walls like the example on the left has. Is this an issue with my printer or configuration, or is this a tradeoff of using the Variable layer heights?
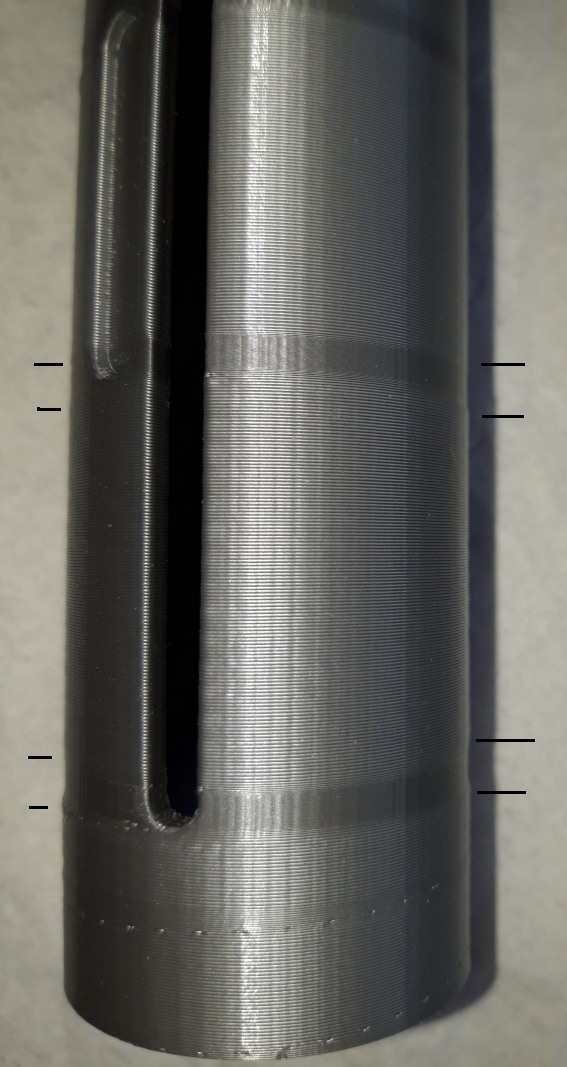
In addition, here's a print I did earlier this year with an earlier version of PrusaSlicer and Variable layer heights. The thinner layers are visibly darker which isn't a problem for me, but the shrinking of the walls on these layers is a big problem for me - I made a cap for this tube and it wouldn't fit because the thicker layers were too wide for a fit. I had to re-print it three times before one would fit securely on the top (using very loose tolerances in the end).
Thanks to anyone who can help with this, so far I am still enjoying the Prusa experience 😉.
RE: Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
Is the question "Why are layer heights different when you choose variable layer heigbts"?
RE: Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
If only it were that simple! The question is "Why are trace widths different when you choose different layer heights". What I want to achieve is a constant extrusion width while using PrusaSlicer's new Adaptive layer height feature. On the example above, the vertical walls of the part shrink inwards on the thinner layers, and expand outwards on the thicker layers, resulting in a "wavy", "bumpy" wall.
RE: Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
Could you zip up and post your 3mf file for the project please so we can take a look at it. Prusa Slicer seems to have issues with changes from layers with solid/infill to those with just walls anyway (see the lots of threads on the forum about that). But this is the first I've seen with the adaptive layer height. You may have found an issue in which case it needs to put reported to the github repository or it may be some setting issue which the 3mf file *might* let someone spot.
RE: Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
Sure thing. Today I started from scratch with different settings to double-check that the layer height feature causes the issue, results:

Markings:
x: 0.15mm, no variable layer heights (VLH), extrusion width set to 0.45mm
1: 0.15mm, VLH on, adaptive slider set to 1, extrusion width set to 0.45mm.
0: 0.15mm, VLH on, adaptive slider set to 0, extrusion width set to 0.45mm.
1-0: 0.15mm, VLH on, adaptive slider set to 1, extrusion width set to 0 (auto).
1-%: 0.15mm, VLH on, adaptive slider set to 1, extrusion width set to 150%.
All other settings are PrusaSlicer default except: 2 raft layers, 0mm elephant-foot compensation. As seen in the picture, the only print with a smooth result was the sample marked "x".
Here is a zip file with a .3mf for each configuration and also the resulting gcode:
Dropbox, brick_tests.zip, 495KB
Also, thanks for your response 🙂
RE: Extrusion width issues when using Variable layer height (MK3S, PLA, PrusaSlicer 2.2.0).
I am using PrusaSlicer for my Anet printer and I am having the same issue did you ever find the answer?