Blobs on start/stop of a layer
Hi,
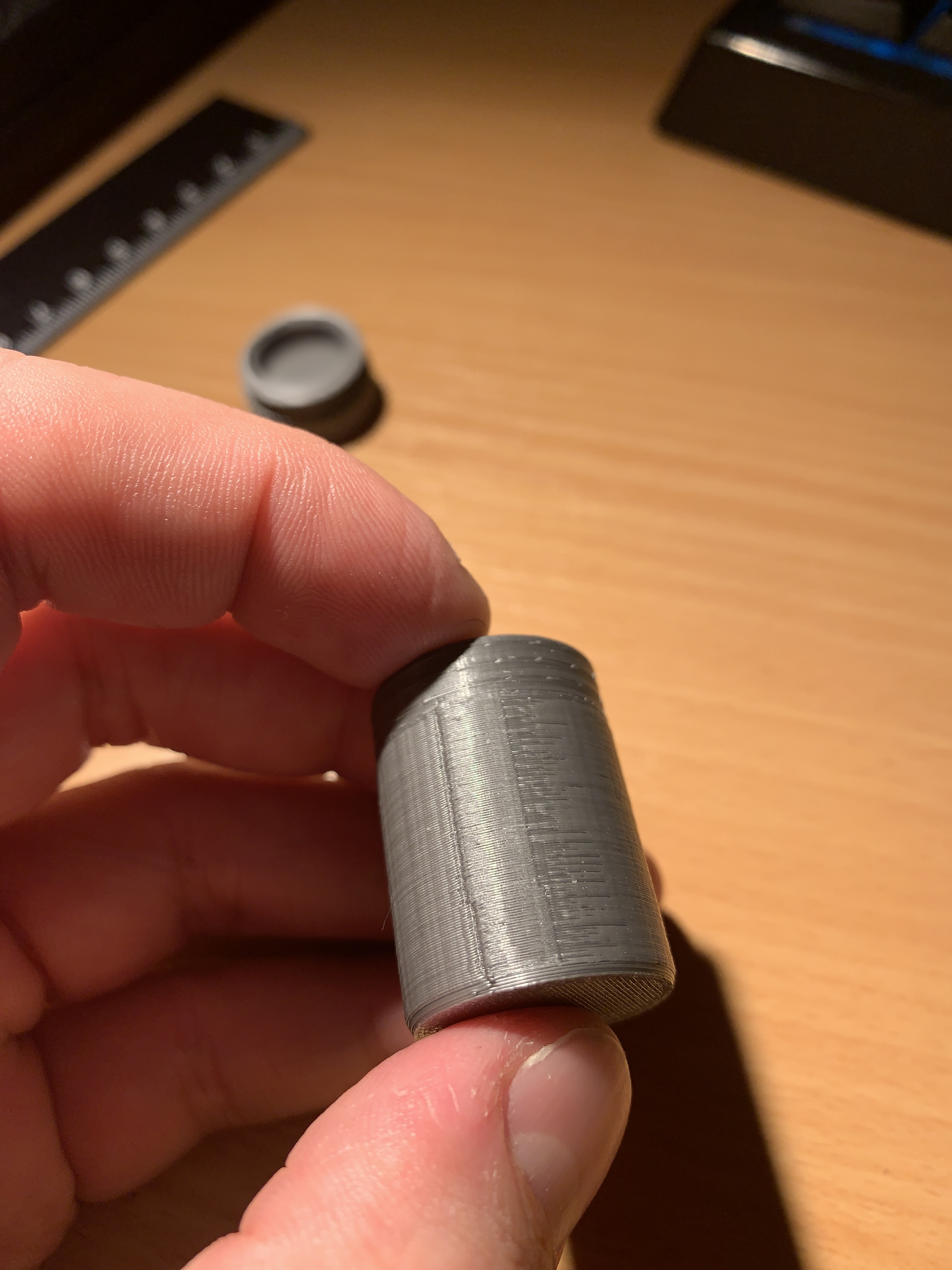
I have a problem with blobs/artefacts on every layer start/stop of a cylindrical object. It was not that prominent on other forms before or I did not recognized until now.
I've found some threads (like this one: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-how-do-i-print-this-printing-help/start-stop-layer-artifacts-first-post/) and some guides:
- https://www.simplify3d.com/support/print-quality-troubleshooting/blobs-and-zits/
- https://community.ultimaker.com/topic/22887-holes-on-outer-shell/
But none of them helped me because I'm not sure how to adapt these settings to prusaslicer with an prusa i3 MK3s. Any tips would be appreciated.
Thank you.




RE: Blobs on start/stop of a layer
Okay. So increasing the retraction helps. I also incrased the wall thickness a littlebit (in the model) with the hope to prevent both outer layers overlapping too much.
This is how it looks now:

I'll play a littlebit more but I don't think it can get much better than this. Unfortunately, I cannot upload .stl files here for anyone to try it out.
RE: Blobs on start/stop of a layer
Anything you want to upload - zip it up first. Zip files load fine.
RE: Blobs on start/stop of a layer
Ah. Thanks for the hint. So here are the .stl files. Would be cool if someone else would give it a try:
small_parts_storage
But I actually don't get, why a .zip file is considered more secure than an .stl file but thats not my problem for now 🙂
RE: Blobs on start/stop of a layer











RE: Blobs on start/stop of a layer
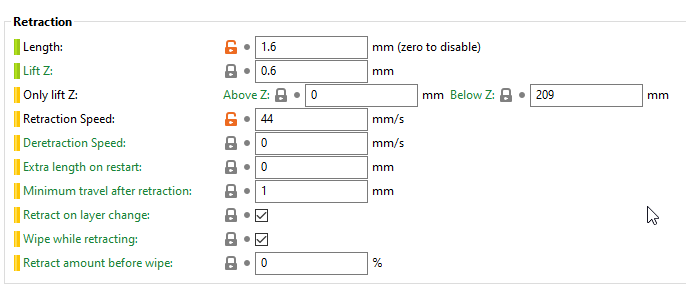
Wow thank you @flurk1967, this is a really good result! I already detected a missalignment of my extruder ... wheel? After fixing it, the extruder is now running more smoothly I assume. I also heared no click anymore since then. But I will give your settings a try for sure. Did you "disabled" the retraction all together? Your prusaslicer interface looks a littlebit different than mine: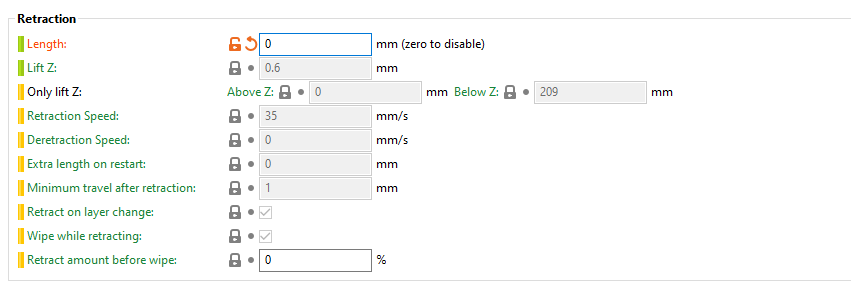
Thanks again and I will post the results soon.
RE: Blobs on start/stop of a layer
He showed the filament overrides for the retraction settings, demonstrating that he isn't overriding the printer/extruder1 settings. Looking at his first screenshot, it appears that he is using the stock MK3S printer profile so his retraction settings should be the Prusa defaults for MK3S.
It would have been nice for him to include some text explaining what in the pictures is important. Yes, a picture is worth 1000 words, but sometimes it is hard to know what subset of those words are applicable to the discussion... 😉
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
RE: Blobs on start/stop of a layer
Yes, i have used the default settings of te prusaslicer. The MK3S is now a month old and i have noticed that te standard settings are in many cases fairly good. He's certainly not inferior to my Zortrax M200 plus. It's a winner! 😀.
RE: Blobs on start/stop of a layer
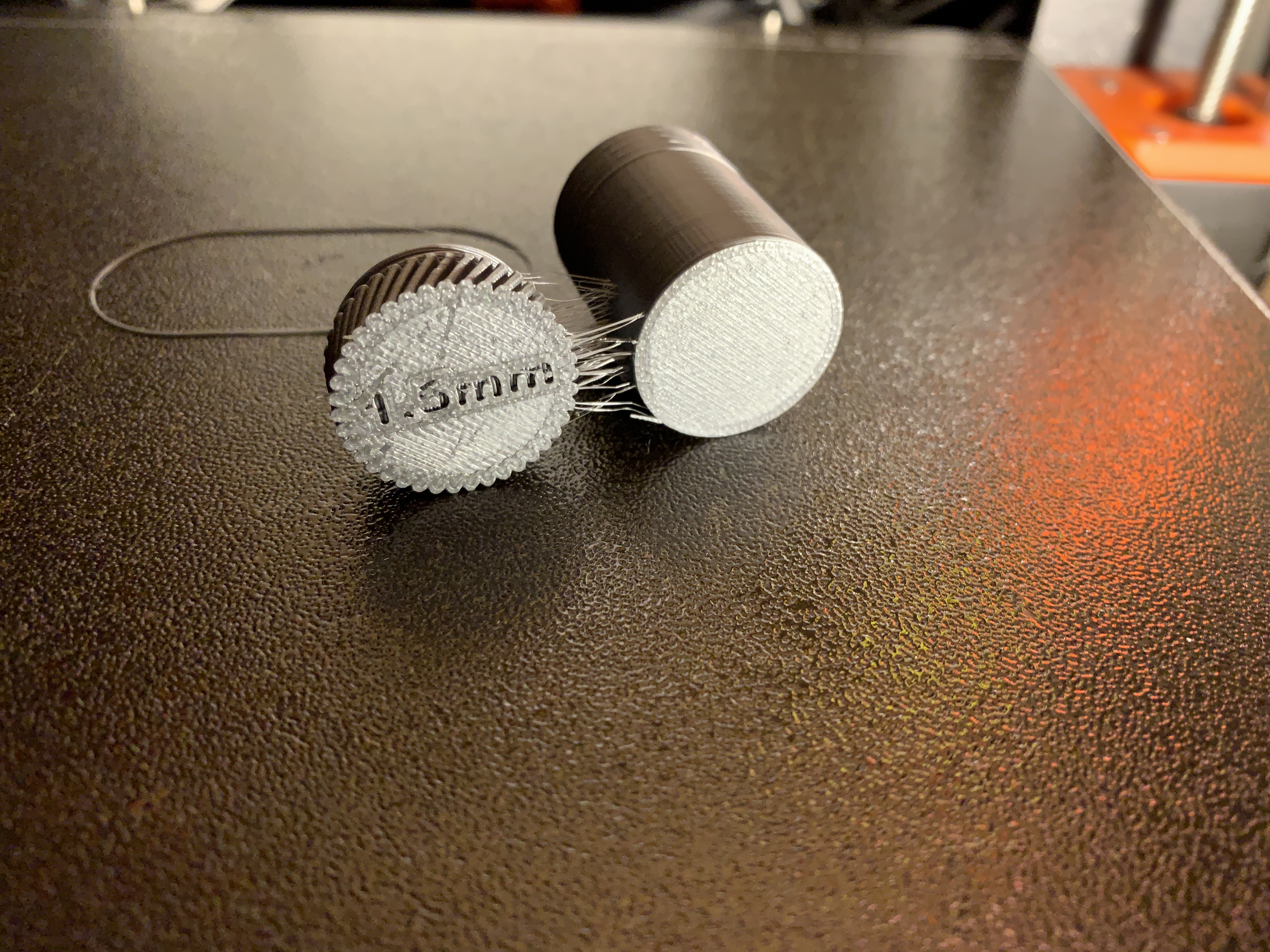
Ah. Good to know. So this was my turn without any retraction. Would say it is almost perfect ... 😋.
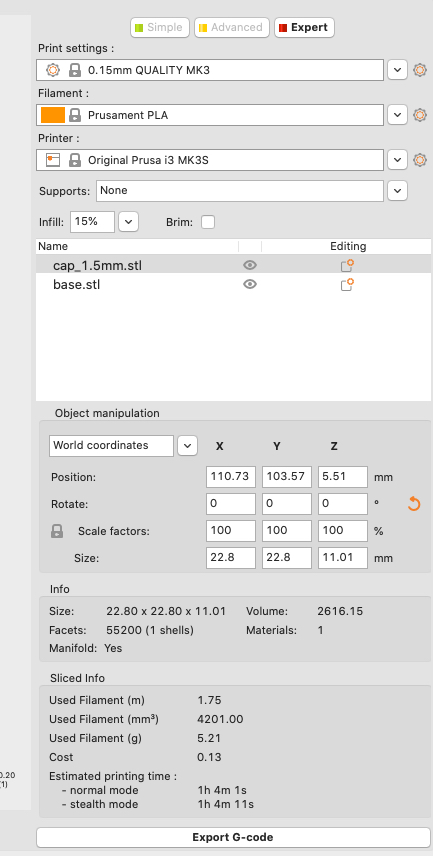
Although it was funny to see how the printer tried to overcome the lack of retraction (very fast moves between points where it starts to print again) - lets try a default 0.15mm with fixed extruder now. As it is also the silver prusa filament (and not the prusament), I've changed the profile here as well: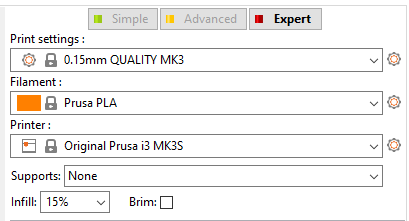

RE: Blobs on start/stop of a layer
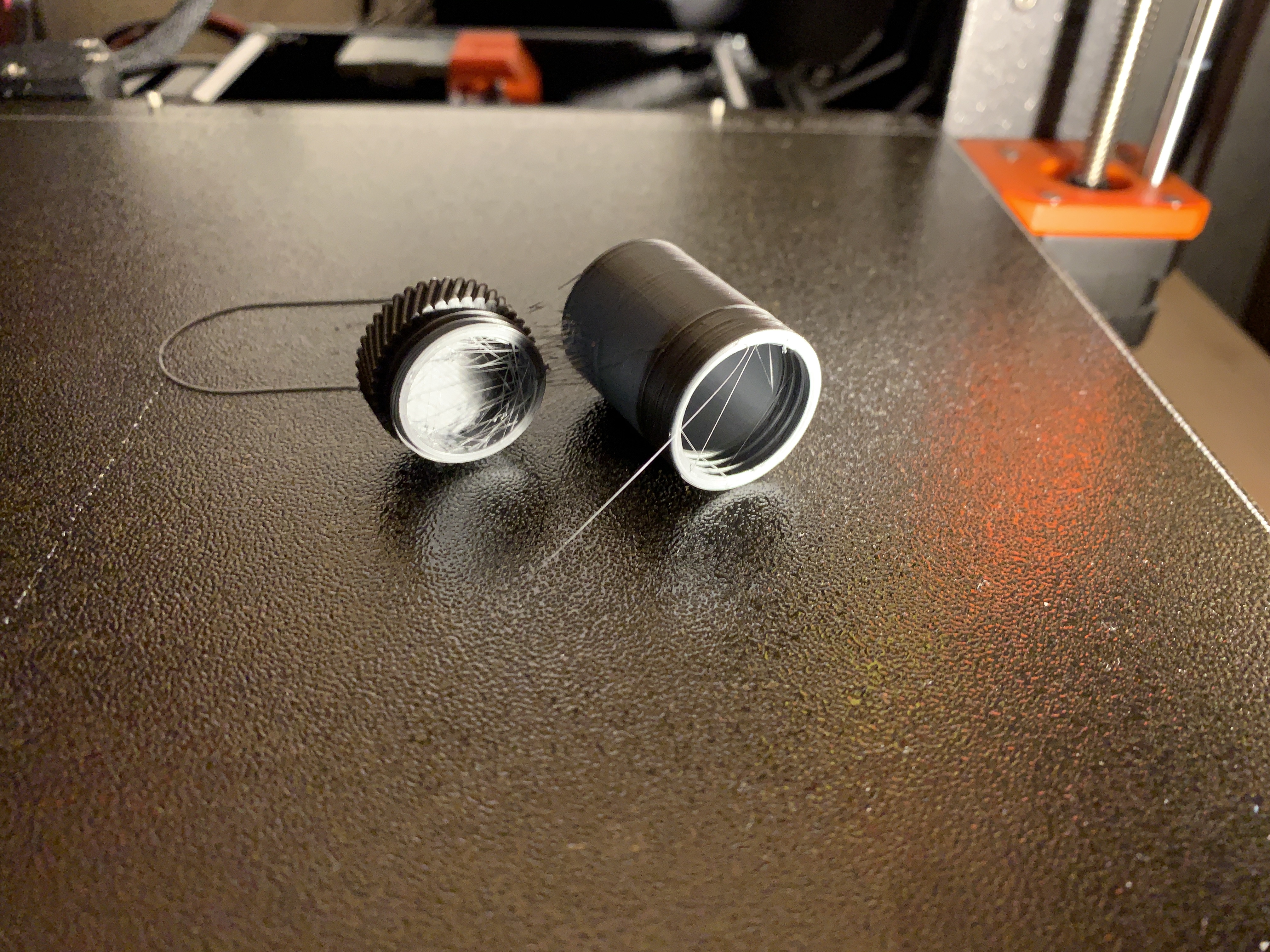
Okay. I give up. This is my last try for a "perfect" surface. I don't think this can get better with my current setup.
This time with default retraction and no z-hop:



I think that the layer hight is affecting those blobs the most. Neither the z-hop nor the retraction is affecting it by much. At least in my case. So finally I did not found "the solution" but i can live with it. This might be solved in a future release of prusaslicer.
Thanks for reading and happy printing!
RE: Blobs on start/stop of a layer
There's a cal you can try that affects extrusion as the extruder accelerates and slows: K-factor aka Linear Advance. Nominally 30 is what Prusa uses, but testing and making a tweak in custom gcode can help. Here's a preset for my MK3, should work for a MK3s, too.
RE: Blobs on start/stop of a layer
Hi.
I started getting this kind of problem recently. printer was printing fine and suddenly, cylindrical things have a weird spiral effect.
As far as I know I didn't change any settings as i've always just stuck to the default profiles. Really confused about it.
Noticed the printer nozzle making a jerky movement at the end of each layer (possibly the 'wipe on layer change' feature?) and I'm not sure if thats a factor.
Still havn't found a solution.

RE: Blobs on start/stop of a layer
@conor-d
I've been printing out spools in TPU and have seen the same. in my case I'm not that concerned about it but I will go back and try to figure it out at some point.
RE: Blobs on start/stop of a layer
this appears directly related to
https://help.prusa3d.com/en/article/seam-position_151069