Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
I print around 40 hours per week on my MK3 (all PLA, always the same fairly simple models), and during the beginning of one of my prints last week I noticed the second layer was a terrible stringy mess, so I cancelled the print and tried it again several times, with the same issues. This is a print I've produced dozens of times without issues for weeks. I recently made a post about finding out how to do a correct cold pull, and got good answers about that, but still haven't been able to find a solution to why my printer just can't seem to print correctly anymore. I've done dozens of first layer calibrations on a freshly cleaned heat bed in the last 48 hours and they all turn out with one or more issues, some more drastic than others, but none of them are perfect. Problems include missing the sharp corners of the first layer calibration zig zags, under extruding and missing parts of the calibration test, and especially the last part of the the first layer calibration where it makes a solid rectangle, this isn't a shape of consistent thickness, it'll be thick on the sides but transparently thin in the center, or it looks like there's some nozzle cutting in that shape, even when I raise the z axis so high the filament barely adheres to the bed and is pretty much completely round for the first part of the test (which means it's too high at that point, but the end of the calibration makes it look like it's too low).
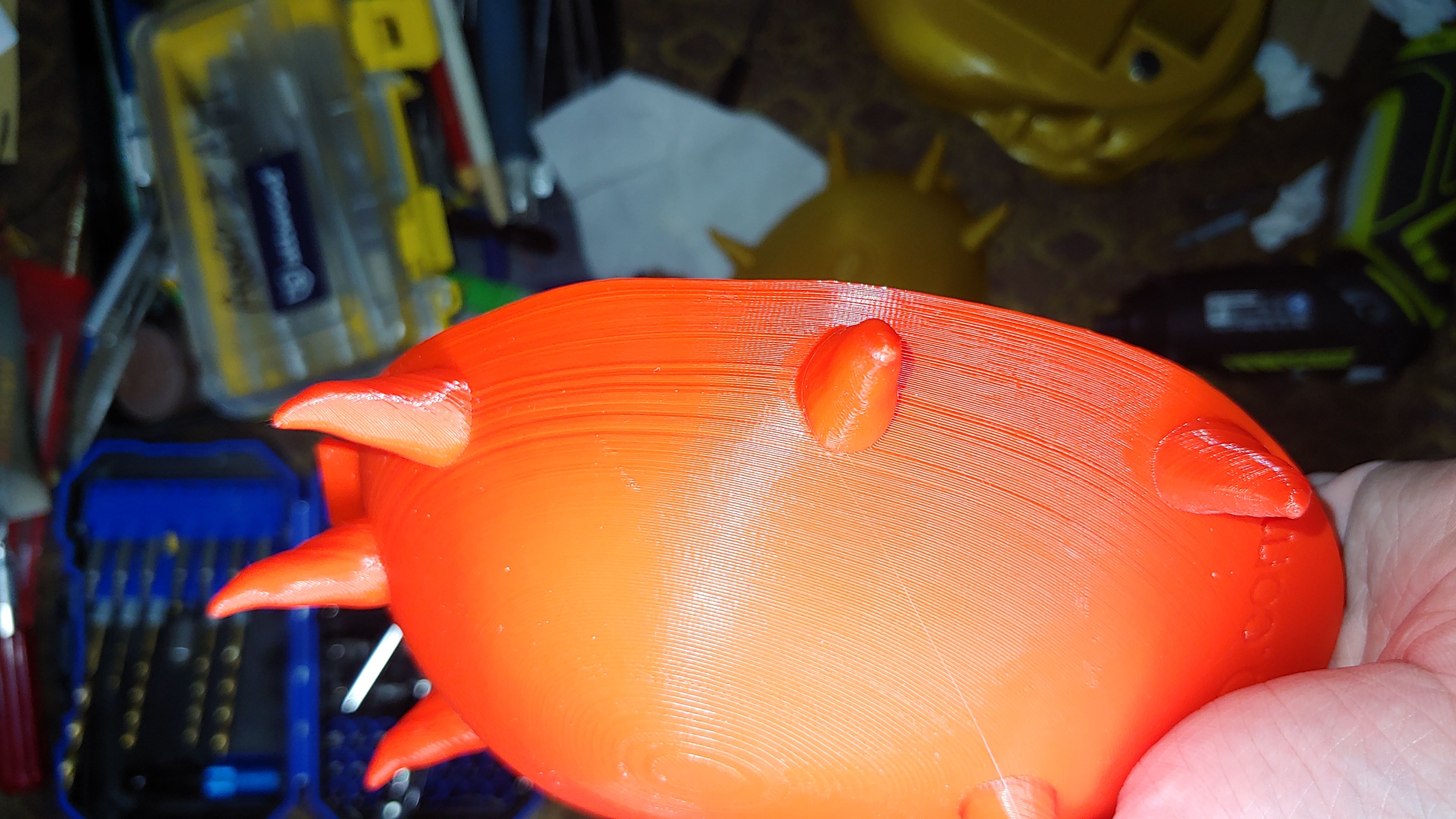
The problem is that even if I do get the first layer tuned in seemingly correctly, the second and later layers of prints is where it becomes a stringy mess. This photo was taken of one of my regular prints I print about 6 times a month that I attempted yesterday. First layer was absolutely perfect (I'm talking absolutely pristine first layer with no issues at all), but second and third layer became stringy garbage (you can see the point on the left where the 2nd layer started out well but then started having issues). This is all using the same settings I have used successfully for months to print these files.

I'm attaching a photo of what seemed to be a good first layer calibration when it comes to filament shape but the rectangle at the end is unevenly sloped on the right and there's some under extrusion issues on the zig zag (sorry for dusty bed in this one, same thing occurs with freshly cleaned heat bed) I've been doing calibrations for around an hour at this point, dialing it down slower than usual due to the recent issues

I've had my printer since 2018 and I know how first layer calibration and live z adjustment should go, and I've experimented with the highest and lowest bounds of nozzle height, dialing it down very slightly each time until it's obviously lower than ideal to the print bed and I still get issues similar but not as drastic as above, where it misses a corner or two or will over or under extrude randomly while doing the lines, and the final rectangle at the end of the calibration is messy or too thin in inconsistent spots. At ideal first layer levels, even if the zig zag looks perfect, the final solid rectangle piece it does at the end always ends up uneven, choppy, and overall inconsistent.
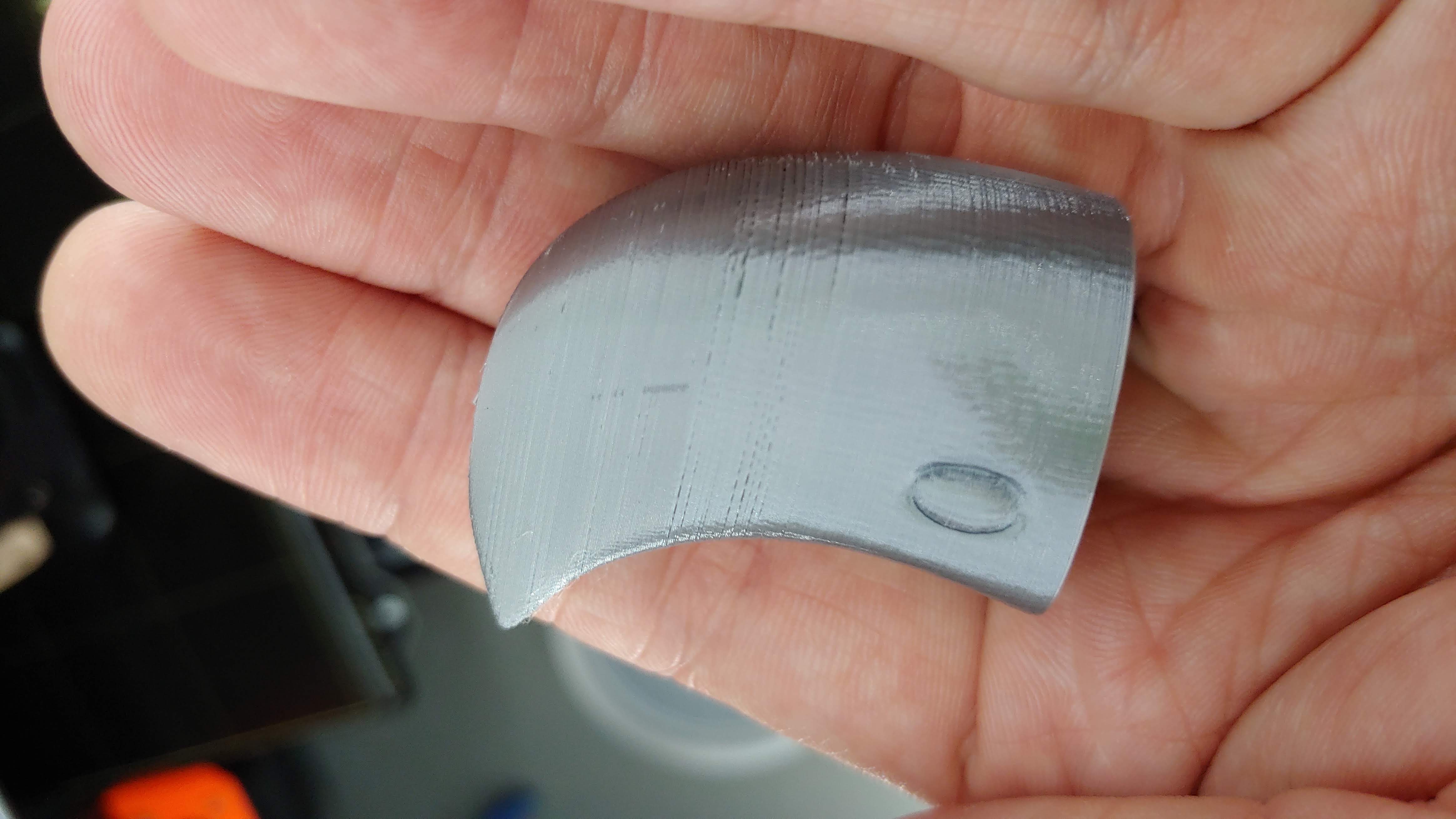
I was able to get one print out yesterday that seemed to start out decently, but when I checked it after completion, the perimeter lines around the edges are inconsistent and seem to shift inward and outward a bit, which to me looks like an extrusion issue (I really hope it's not something like the belts or motors). When this was printed in the past, that area is smooth and consistent. After this print, I tried printing again with the same settings and I got the stringy, print ruining second layer that made the print impossible (similar to the first image of this post)

I've replaced the nozzle 3 times (both hardened steel and brass were tried), tried 3 different filament brands, bowden tubing twice, adjusted PINDA, cleaned heat bed, and taken apart and re-assembled the hotend several times in the past 3 days to try to find an obvious issue but I can't find one, each time doing a full xyz and first layer calibration with mesh bed leveling. All re-assembly steps have been following the official prusa guides to make sure the nozzle and heat break are correctly seated in the heater block. I've also updated the firmware with the latest version.
Thank you very much for reading and for any advice you can give, when I've had issues like this before in late 2018 an entire hotend replacement from Prusa was necessary, and even that didn't last me more than 2 months before I needed to get a microswiss heat break to make it work correctly intermittently. I just want basic functionality to be able to print in PLA and nothing else, I don't do complex models with lots of retraction or use exotic filaments.
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
Your pictures aren't coming through...
All I get is a big minus sign...
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
@robert-rmm200
I apologize, to me I see them even when logged out of my account, I'll try directly linking from google images in order (google photos not giving an actual jpg direct link probably made the embedding image tool a problem):
Image 1: https://photos.app.goo.gl/c74hZQroao1364iN7
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
Don't waste time uploading to google - drag the files into the text window when creating a post; I never click the google image or any other link because of the risk of trojans these days.
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
@tim-m30
First Photo: This photo was taken of one of my regular prints I print about 6 times a month that I attempted yesterday. First layer was absolutely perfect (I'm talking absolutely pristine first layer with no issues at all), but second and third layer became stringy garbage (you can see the point on the left where the 2nd layer started out well but then started having issues). This is all using the same settings/materials I use regularly.
Second Photo:I was able to get one print out yesterday that seemed to start out decently, but when I checked it after completion, the perimeter lines around the edges are inconsistent and seem to shift inward and outward a bit, which to me looks like an extrusion issue. When this was printed in the past, that area is smooth and consistent. After this print, I tried printing again with the same settings and I got the stringy, print ruining second layer that made the print impossible (similar to the first image of this post)
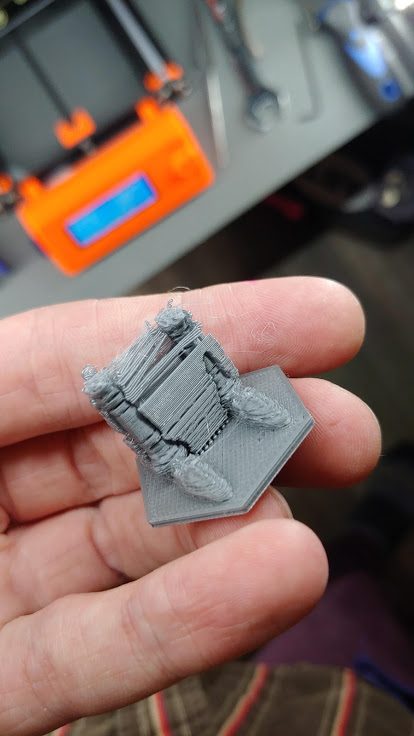
Third Photo: Another of my regular prints, this one printed today to completion but there are under extruded lines starting about halfway through that extend to the sharp end of the print.
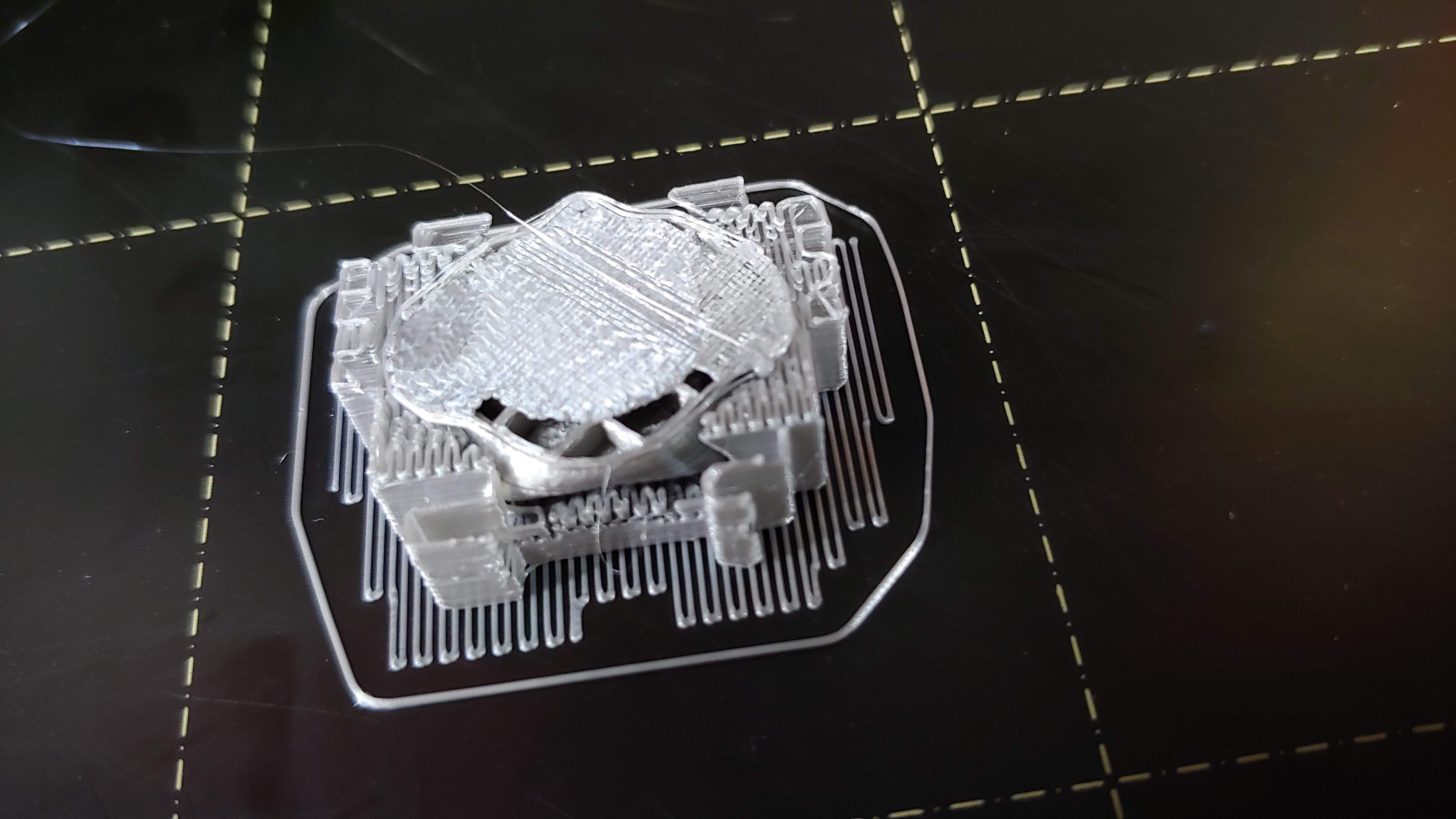
Fourth photo: Another component of an item I regularly print, I attempted this one directly after the print in the third photo about an hour ago. About 10 minutes in I could hear the filament clicking in the extruder gears as it wasn't being pushed forward and was stuck. Aborted the print and you can see where it stopped extruding about 1 or 2 layers ealier.
More updated details: in the past 3 days I've tried 4 different nozzles that worked for me in the past (brass, plated steel, hardened steel, and a second steel nozzle) all of which produced the same results. I've also replaced the bowden tubing and re-mounted the heatbreak and nozzle according to the guides 3 times to see if the mounting/spacing was possibly an issue, as well as adjusted the tension of the extruder gears. When I was working through issues like these last year the consensus seemed to be that it was a heat break issue, and replacing it with a plated microswiss heatbreak over the original prusa one did fix it for awhile. However, I am concerned that there may be a bigger issue in play if my heatbreaks are wearing out faster than my steel nozzles.

RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
How about a photo of your nozzle and heater block?
ps: and thank you for posting the images here: it makes the thread much more readable and useful a year from now (after you've cleaned out your Google Drive).
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
@tim-m30
I'm currently flying out for Thanksgiving but I can take pics when I return. All 4 of the fresh out of the package the nozzles I've tested the past days start out extruding fine until a few layers in, it is probably worth me uploading a whole hotend and extruder housing photo when i return as my suspicions do lie in the heat block,heat break, and bowden tubing at this point. Or even perhaps warping in my plastic extruder housing. I took i pic last night and noticed a gap in the plastic extruder cover next to the noctua fan even when all housing screws are full tightened. Ill try uploading that here (only fan shroud is removed) . It looks like its not letting me drag and drop photos from my phone like i did from PC . So I'll attempt to use "attach file" instead l.
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
I just received the esun cleaning filament and did a couple of cold pulls and visually confirmed the path from the nozzle to the extruder was clear. Afterward I did one 40 minute print that turned out decently, but my second result was the following:
which ended when I heard a beep and saw it asking me to press the knob to remove filament. Before this print I went back and looked at some older Prusa videos explaining some causes for bad layers and after seeing the tip, made sure to check all screws on the back of the x axis carriage(although mine was pre-assembled, that was over a year ago and I thought maybe something could have shaken loose). The screws were maybe 1/2 turn loose, so I tightened them to hand tightness, I also noticed the screws holding the cover of the red light on the bed heater housing was completely loose and jiggly so tightened that as well, making sure to level the bed again afterward. After that I cleaned and inspected the extruder gears, made sure they weren't screwed in too tight as I've done every time for the past dozen or so times I've gone through all the troubleshooting processes in rounds between test prints with changes in PLA brands and z axis adjustment.
This model I've printed in this same filament for about a year now without issue, and I've done the mesh bed leveling, extruder gear check, temperature adjustment tests, nozzle replacement, bowden replacement, Pinda adjustment, and first layer calibration tests multiple times since this sudden constant extrusion failure issue popped up.
I've ended up just ordering a new complete hotend from Prusa as well as a third party hotend from another supplier as my last official Prusa assembled extruder had heatbreak issues fairly quickly (heatbreak needed replacement before hotend functioned properly) and I have deadlines to meet where fast replacement is necessary.
I hope I will have good news once the replacement occurs, I just hope that these expensive replacements don't keep needing to occur more than twice per year.
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
@austin-a2 --
The nozzle is NOT an E3D type; and your problems are likely starting there. Chinese nozzles are known for causing print problems. Also, a side view of the nozzle install is just as important to show assembly issues, please try to post one.
And, seriously - disabling the filament sensor solves many many problems with the MK3 series. There are bugs in the sensor firmware Prusa just can't seem to sort out.
RE: Printer having several extrusion and first/second layer issues after weeks of flawless prints, what could be the problem?
@tim-m30
Thank you. The official replacement hotend from Prusa arrived today by DHL so I installed it. Concerning the nozzle, among the nozzles I tested during the past week was an official e3d and had the same issues as the cheap one seen in the photo, I tried a plated steel microswiss nozzle as well, that was just the last one I tested. As I've installed the new hotend I'm hoping my issues are cleared up, although I might never find the exact cause the last hotend had so many problems, I hope those issues stay dead with that hotend.
The reason I bought a whole new hotend as replacing the bowden tubing, nozzle with various types, and heatbreak didn't solve my issues, and once I installed the new Prusa hotend and calibrated, the first print (a little over an hour long) turned very well. The 2nd print, around 45 minutes turned out acceptably but had some dripping and stringing issues as well as a little flattened at the top, so I re did my first layer calibration and edited temp settings for this PLA as it seems slightly runnier at 215 than most.
During my third print (which start out with a flat semi rectangular shape around 4.5 inches wide and last about 18 hours to completion, one of my regular prints) it got a about 2 hours in before failure, the nozzle was blocked and the gears had ground away the filament in the extruder, even though the extruder screws were just barely screwed in and the dig marks in the filament were very shallow scratches, making me think that perhaps this particular filament is weak or poorly sized, it's a brand I've used before but maybe this batch is off. Just used my calipers and found that this advertised 1.75mm filament is up 1.93mm in some parts, which obviously is going to cause issues. The stringing is also beyond anything I've experienced with this print before, so I'm hoping this is all just filament related at this point now that the most likely culprit parts have been replaced
