My prints suddenly go brittle

RE: My prints suddenly go brittle
How long has gthe PETG been out of the bag? It could be hydrated.
--------------------
Chuck H
3D Printer Review Blog
RE: My prints suddenly go brittle
@cwbullet
When done, I place the roll back in the bag along with desiccant and then seal. I do that to all my filament.
The problem exists on 3 different rolls, that I've described in my post. These same rolls print on 2 of my Ender 3 Pros...and that was to make sure hydration wasn't an issue.
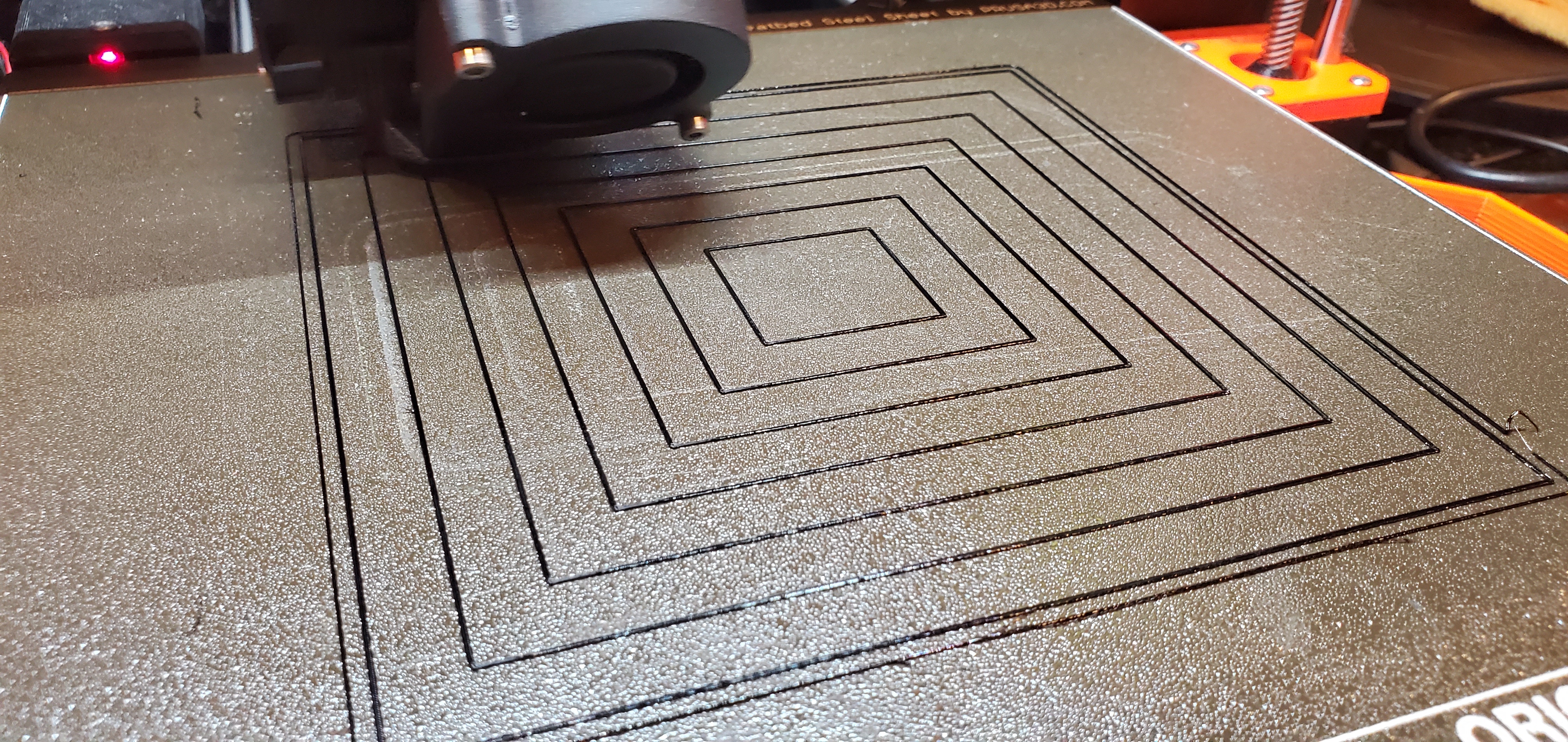
This particular Sunlu Black PETG was out of the box for 30 minutes before using it to run the CHEP print. My original issue is with the PLA-SILK filament. I used the PETG because its a good filament but not one of my premium colors.
RE: My prints suddenly go brittle
@irwinpks
It is not always this issue, but when prints change suddenly, I always think about hydration.
--------------------
Chuck H
3D Printer Review Blog
RE: My prints suddenly go brittle
@irwinpks
It is not always this issue, but when prints change suddenly, I always think about hydration.
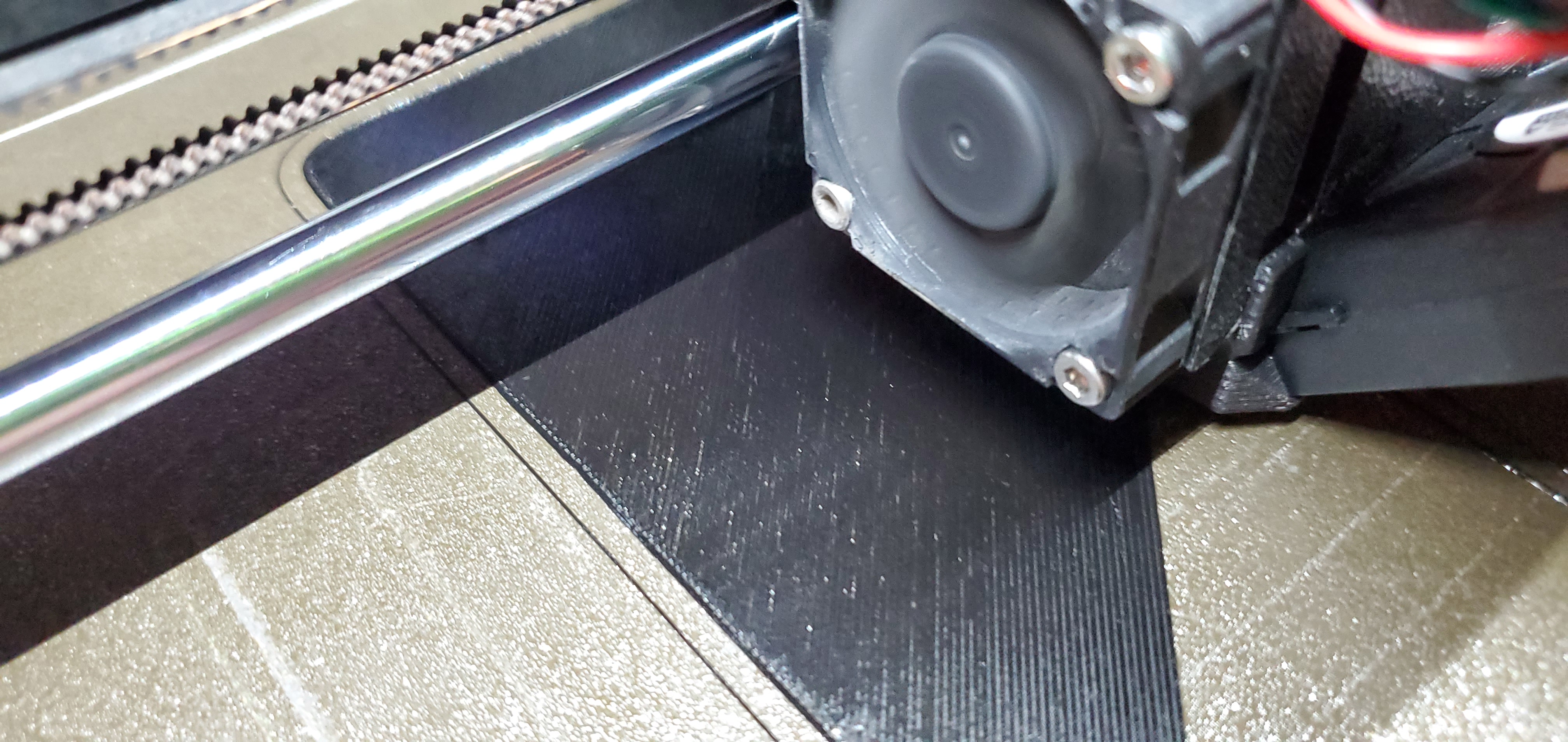
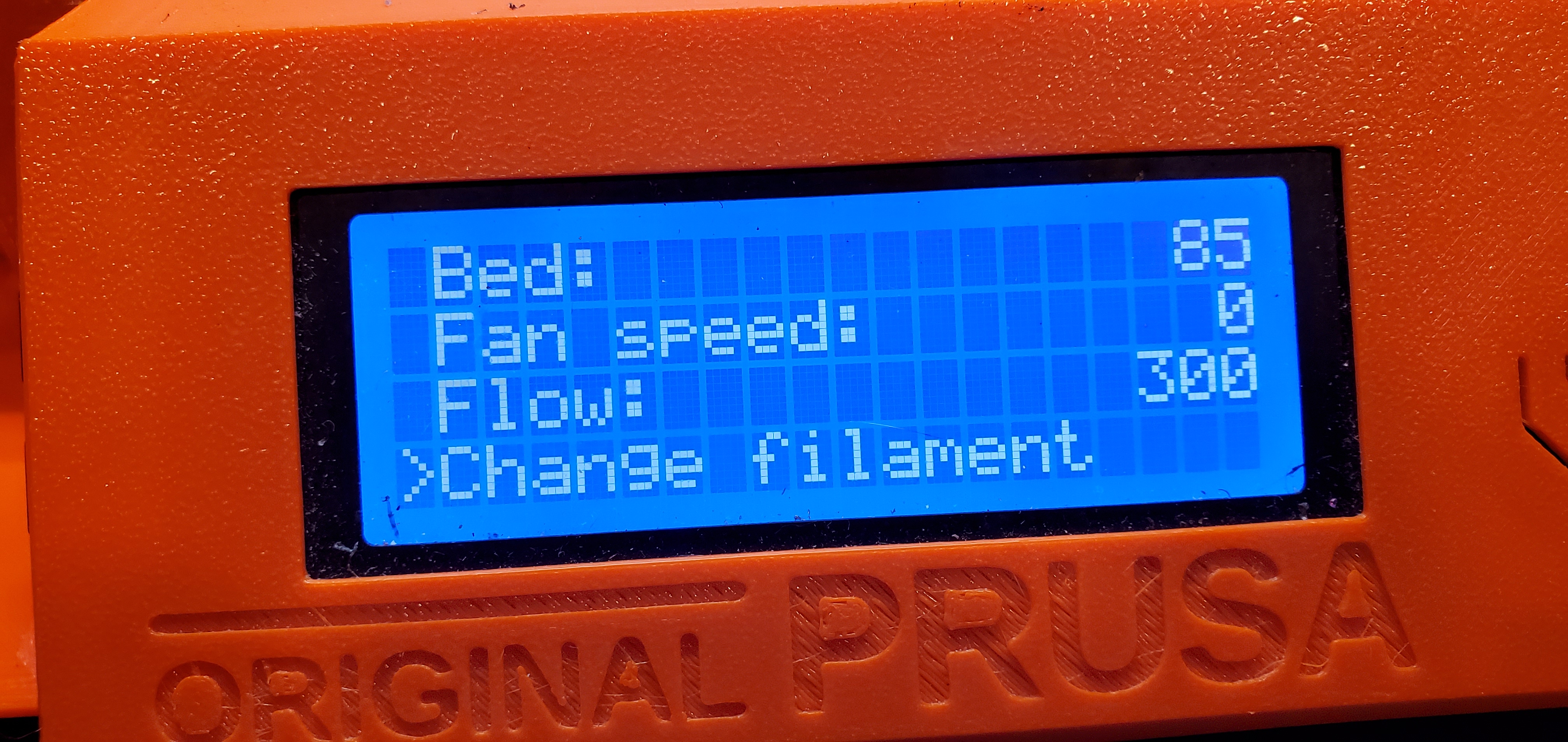
Understood. Though I'm leaning towards the Extruder stepper motor...out of step. Instead of bumping up the flow on the printer control to 300, I went into the Prusaslicer 2.3.0 and set the Extrusion Multiplier to 3 (instead of the default 1)...its almost the equivalent to 300...and then the CHEP print came out pretty solid. It was actually "dense" and heavy due to the extra flow of filament. There was no stringing then.
RE: My prints suddenly go brittle