RE: My MK3S+ Extruder motor keeps skipping backward and clicking
Here's the E3D instruction:
- Screw in the nozzle all the way into the heater block. Don't worry about tightness yet.
- Then, unscrew the nozzle a full turn. This will leave a little space to tighten after screwing in the heat break.
Here's the MH instruction:
- Screw in the nozzle all the way into the bottom of the heater block. Do not worry about tightness yet.
- Next, unscrew the nozzle by ¼ of a turn. This will leave enough space to tighten after screwing in the heat break.
The problem is 1/4 turn is NOT enough to tighten the nozzle to the break. Especially if there is any debris in the threads.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
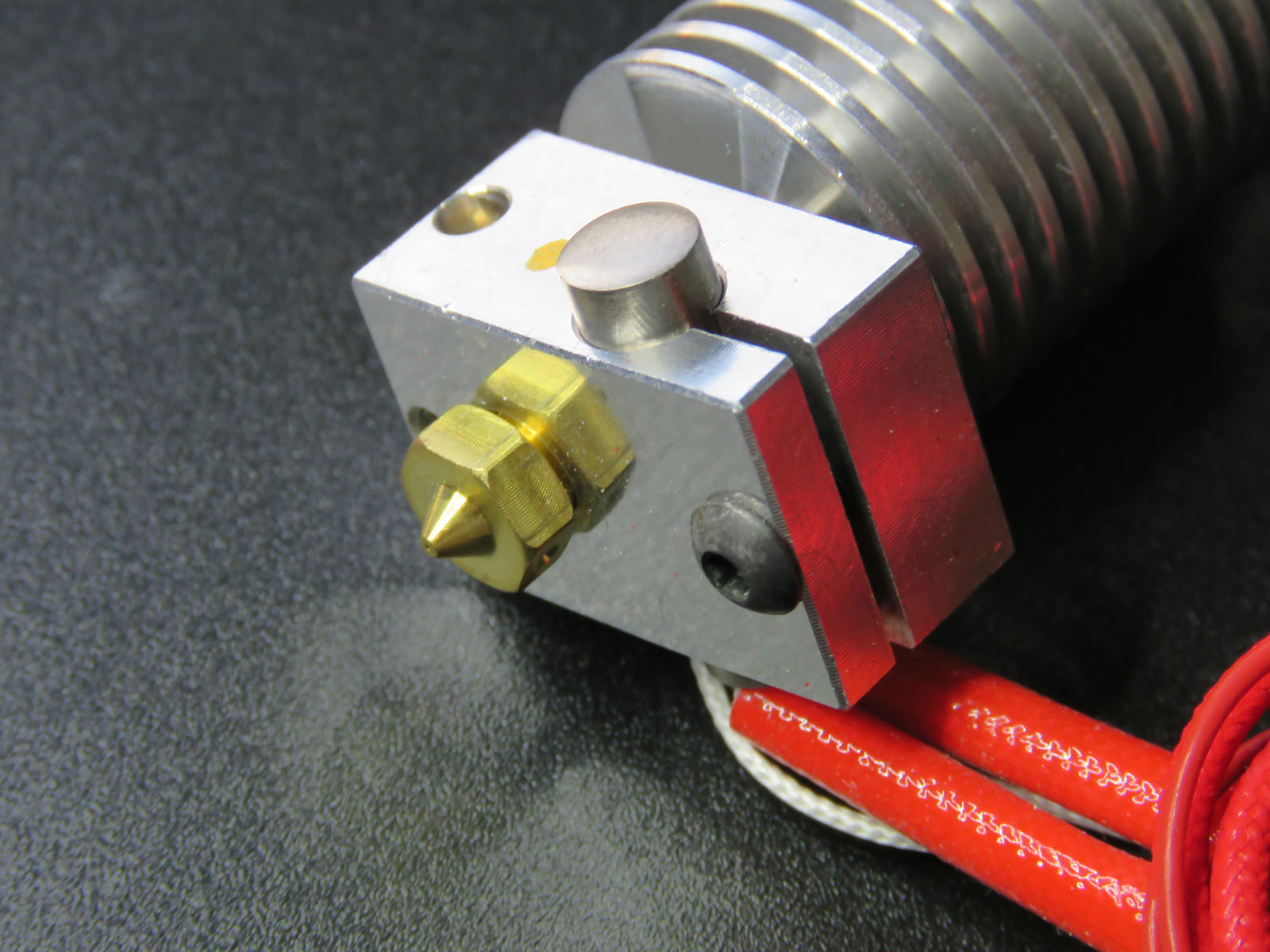
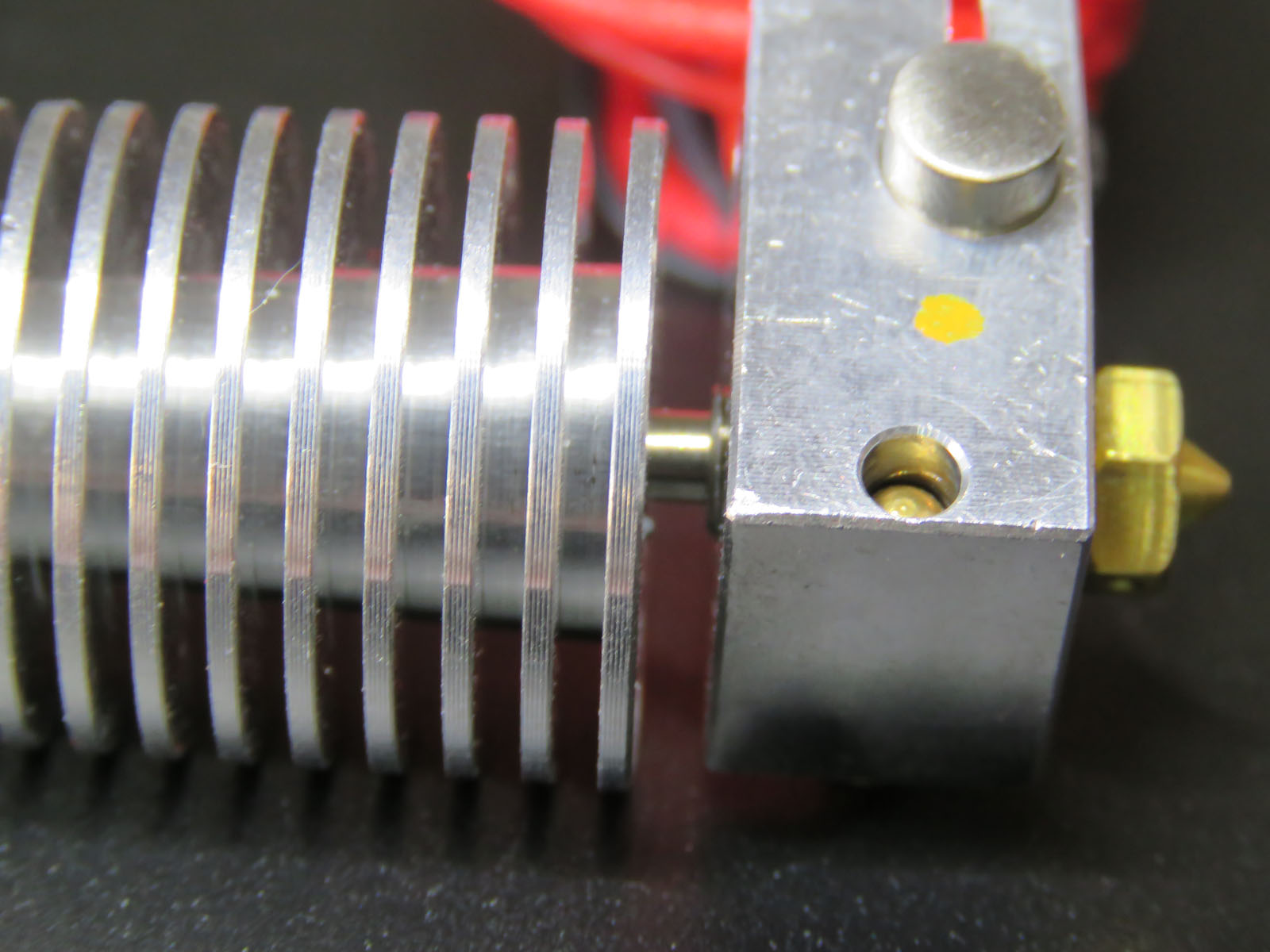
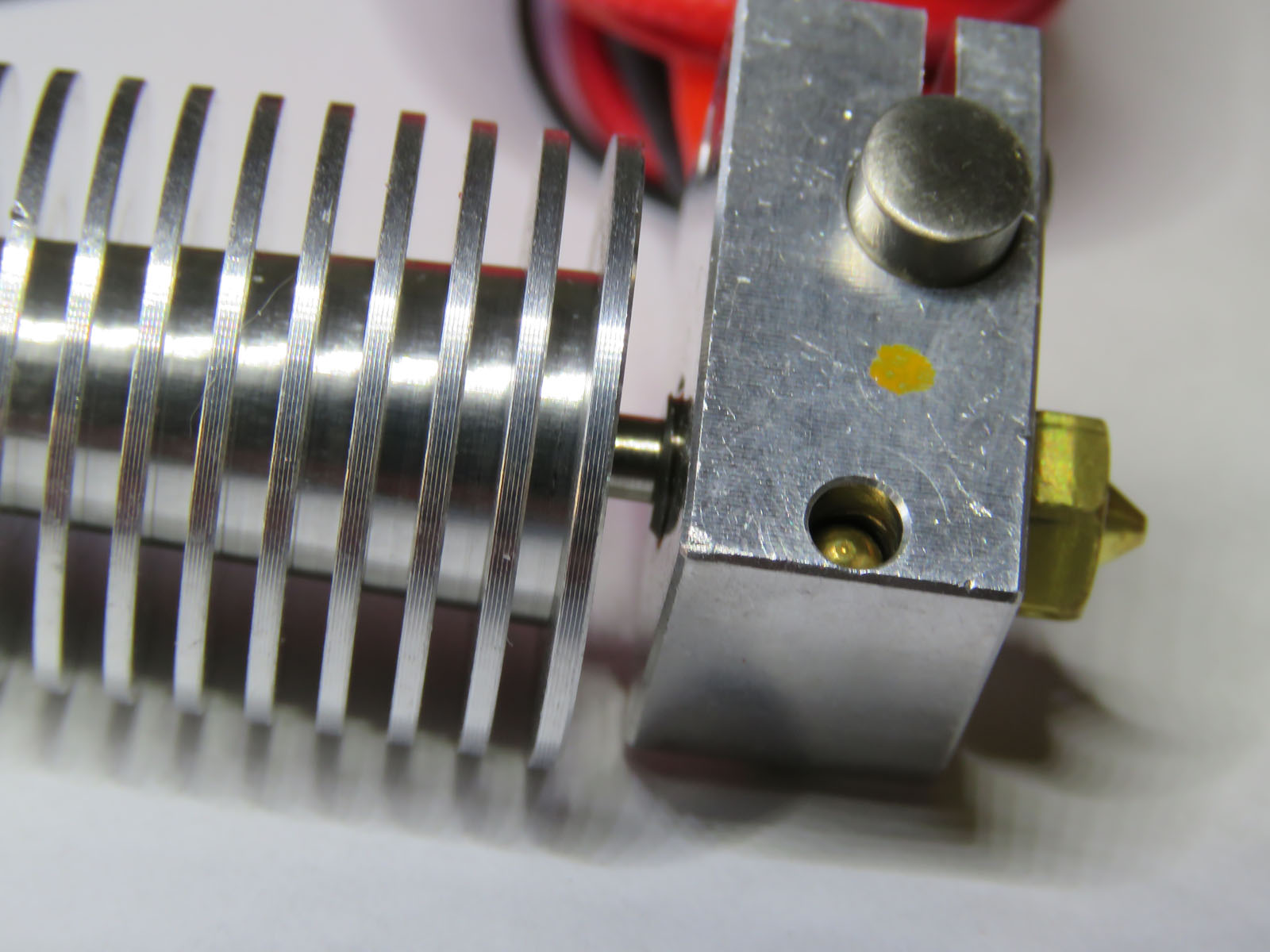
Here's a series of photos of a brand new assembled E3D-V6 hot end that shows correct nozzle and heat break spacings.

RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@tim-2
Hi Tim
do you have more detailed information about this nozzle heat block issue? Maybe a link to some technical sketches explaining the issues and showing the right procedure?
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@adda
Good Morning Adda,
Please be very careful with the heater and thermistor wires, they are fragile... you might consider getting spares in, for future use, to save down time.
getting back on subject
the net result you are trying to achieve, is shown on the right hand picture below.
 I wish I knew who to attribute this picture to.
I wish I knew who to attribute this picture to.
in the image on the left, the nozzle is tight against the heat block but doesn't seal against the heat break and consequently there is a small gap between the heat break, the nozzle and the heater block where filament can leak out
If you have them, an M6 tap can clear the hole in the heater block and a wire brush and hot air blower can clean the outside of the heater block and the heatbreak lower screw threads. be careful with wire brushes and the Prusa hot end, it is possible to short circuit the connections, by accident, and the Einsy board controller does not respond well to short circuits if the power is switched on at the time...
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@joantabb
I never thought about an M6 tap. Great idea.
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@joantabb
Good day Joan
Thanks for taking your time and sharing your ideas and experiences. Great!
Meanwhile, I had to take the chance and changed the complete print head (pre-assembled by Prusa), and I also switched to a new 0.6mm nozzle. The first print later was really satisfying.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@adda
Great news. Enjoy printing!
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
I have an update to share.
Got back from vacation and installed the titanium heat break (followed the instructions 100% exactly) and tested a few small prints (1 hr each) and no issues.
Started a larger print, and seven hours into it, it started doing the same clicking. This particular print is PLA (205 degrees nozzle temp), and 0.15mm layer height. Filament and print settings are default setting sin Prusa Slicer for PLA with the exception of the print temp.
At this point, I guess I'll reach out to Prusa. Not sure what they will do for me, but something has to be defective at this point. The heat break fan seems to be working fine. Not sure if there are any other suggestions to check.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@obsessed
Not that this helps much - but on older printers the stepped heat break has caused a lot of issues.
Another poster just had his brand new Mk3S+ extruder motor replaced due to failure. Prusa ran him through a few hours of testing, then sent a new motor which he installed, and he's up and running. Motors are one of those last suspected items; but maybe your issue is just that simple.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@obsessed
Are you sure you have the nozzle against the heartbreak?
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@cwbullet
Yes, 100% certain. I used a torque wrench to tighten it to 2.5nm and the head of the nozzle is sitting just off the heat block, pretty much identical to the picture Tim posted.
Just for the sake of it, I put a box fan on the printer last night. It still does it. Not as much, but it still skips. I wonder if the motor is getting too hot (I know it's designed for the heat, but if there is something that is just out of spec, maybe it could be the issue?) but I have no other explanation. I bought the exact paste Tim suggested, and assembled it just as described in E3D's instructions, and everything went smooth. I have reached out to Prusa, so I'll see what they come back with.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
I think that MatterHacker's procedure is written for the E3D V6 Lite (PTFE-lined) hotend.
- Figure 6 is OK, but at a bad angle. They should be less ambiguous in the text.
- Figure 9 is horrible. They say "almost flush", but the picture is at an angle that looks like the nozzle is flush against the block. Figure 12 doesn't clarify it any more.
- Step 25 mentions doing final tightening at 250C as opposed to the 285C recommended by E3D (and Prusa) for the all-metal hotend.
I don't know why these companies can't describe the procedure well:
- Screw the nozzle into the block until there is a small (<1mm) gap between the nozzle hex and heater block.
- Screw the heatbreak into the block until it meets up with the nozzle. Inspect the nozzle and verify that there is still a small (<1mm) gap between the nozzle hex and heater block when the heatbreak is fully tightened by hand.
- [continue with procedure]
- Do final tightening at 285C and verify there is still a gap between the nozzle hex and heater block after full tightening.
They always seem to describe the gap in hand-wavy terms ("nearly flush") and make it sound like slop in the fitting is acceptable. Once you understand what should be going on inside the block, it's a simple procedure. I feel sorry for anybody starting out trying to interpret what "nearly" means with crappy pictures.
It's worth mentioning that every Mk3 shipped since early 2018 has had the 2.2-2.0mm step. While replacing the heatbreak is a simple step and an easy upgrade, anybody doing a cold pull with a Prusa Mk3 should expect to see the step. It's not an automatic indicator of a problem.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@obsessed
Hi
could you give us more information about your environment and printer setup?
Why?
I'm living in Thailand and actually, I have about 32ºC and 70+ humidity in my working room. I try to lower the humidity around the print material, not very successful. Yesterday, I took a "first layer calibration" on 2 different materials and I got different print results. The material that I usually selected for this calibration showed a nice pattern. The second material doesn't.
In the past, I could see a lot of differences within material quality, even from the same source. So I use actually a white PLA from one source as a basic layout (about 11 layers with logo imprint :)) and put all other PLA from the same source and even others on top.
In this way, I avoid warping ... in most cases.
It shows me that material mixes have some issues, let it be the color or some other additives.
Back to the "first layer calibration" results. I have the feeling the material with issues is much more hygroscopic.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
[...] Just for the sake of it, I put a box fan on the printer last night. It still does it. Not as much, but it still skips. I wonder if the motor is getting too hot (I know it's designed for the heat, but if there is something that is just out of spec, maybe it could be the issue?) but I have no other explanation. I bought the exact paste Tim suggested, and assembled it just as described in E3D's instructions, and everything went smooth. I have reached out to Prusa, so I'll see what they come back with.
There are many possible causes of the "skipping extruder" problem. Fixing one part of the problem (e.g., flow through the heartbreak, or reducing heat creep) is often enough. In other cases, you need to diagnose the entire system. I've compiled notes on every cause and fix that I've encountered since 2018 here. You might want to just work down the list to check for anything obvious as you wait for support.
ANNUAL PREDICTION: We're going to see a spike in "extruder clicking" and "heat creep" problems as we move into summer. Again.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@bobstro
Funny prediction. I think you will be found to be right.
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@obsessed
Ok. I will keep think and try to come up with other alternatives. The heatbreak: Does it have the step like the Prusa ones?
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@cwbullet
Hi Chuck
what do you mean by "the step"?
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@cwbullet
I don't believe it has the step; it's just the standard E3D Titanium heat break.
That being said, I guess I'll need to switch back, as I do plan on running the MMU2 unit...it's already on order.
I'll look over the guide bobstro has, and see if anything seems out of sorts in terms of settings, etc. I looked over my Slicer settings, and the only thing that seemed even remotely out of whack was the retraction travel distance, which was set to 1mm. It says default is 2, however when I press default, it actually goes to 1.
I've seen STLs for adding a second 40mm fan to the mix, on top of the extruder motor. I might try that just to help with heat.
Prusa has asked for a video, which I have uploaded here that I will share with them: (the magnets on the extruder armature are just there for visual reference, since I don't have a fancy windmill printed yet).
In the video above, it clicks at the same place, but that's not always the case. Sometimes it will advance a bit, then click, advance a bit, click back, such that it actually is extruding some material (which leads me to believe it's not a complete jam, etc). Again, it's still doing this even with the titanium heat break.
Room temp is kept at a constant 67-71 degrees. House is setup with the air handler running 24/7, and humidity is controlled in both directions via a dehumidifier and humidifier, keeping the humidity at or below 50% in the summer and at or above 40% in the winter, dependent on outside temp (which is only used to prevent condensation on the windows). Granted I've only had this printer for a few weeks now.
I have now tried four different filaments (and 16 different spools of those four types) and EVERY one is doing it. This includes Prusa PLA (that came with the printer), Mika3D SilkPLA, Hatchbox PETG, and Hatchbox TPU. For further information, I am cleaning it out between filaments using cleaning filament from eSun (running it hot through the hotend, then doing a cold pull at the end).
Happy to answer any questions anybody may have to aid in troubleshooting.
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
Can you do a cold pull and post a photo?
--------------------
Chuck H
3D Printer Review Blog
RE: My MK3S+ Extruder motor keeps skipping backward and clicking
@bobstro
Matterhackers says to back the nozzle out 1/4 turn - that's the major crater they tell users. E3D says 1 full turn out.