Bug in PrusaSlicer - shifting Layers?
Hi there!
I do have an Issue with PrusaSlicer. Sometimes it shifts a layer in X or Y direction. Sometimes it doesn´t shift, but the layer adhesion is bad in the same layer height.
I don´t think its a hardware related problem, because it happens in layer heights where different shapes of the object connect. In Inventor and in the slicers preview, everything is fine. But when printed, there is a shift. Not always, but often.
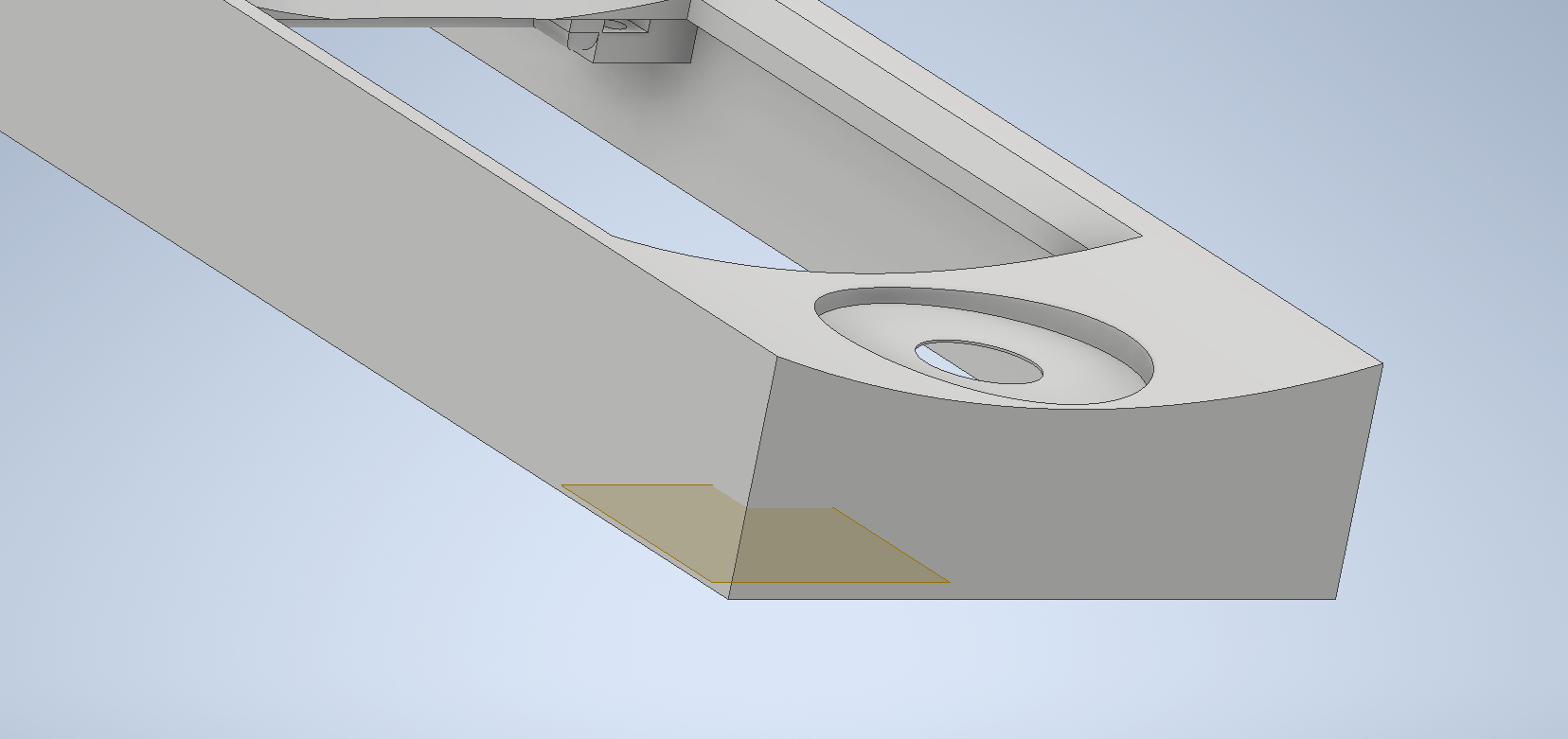
Inventor:
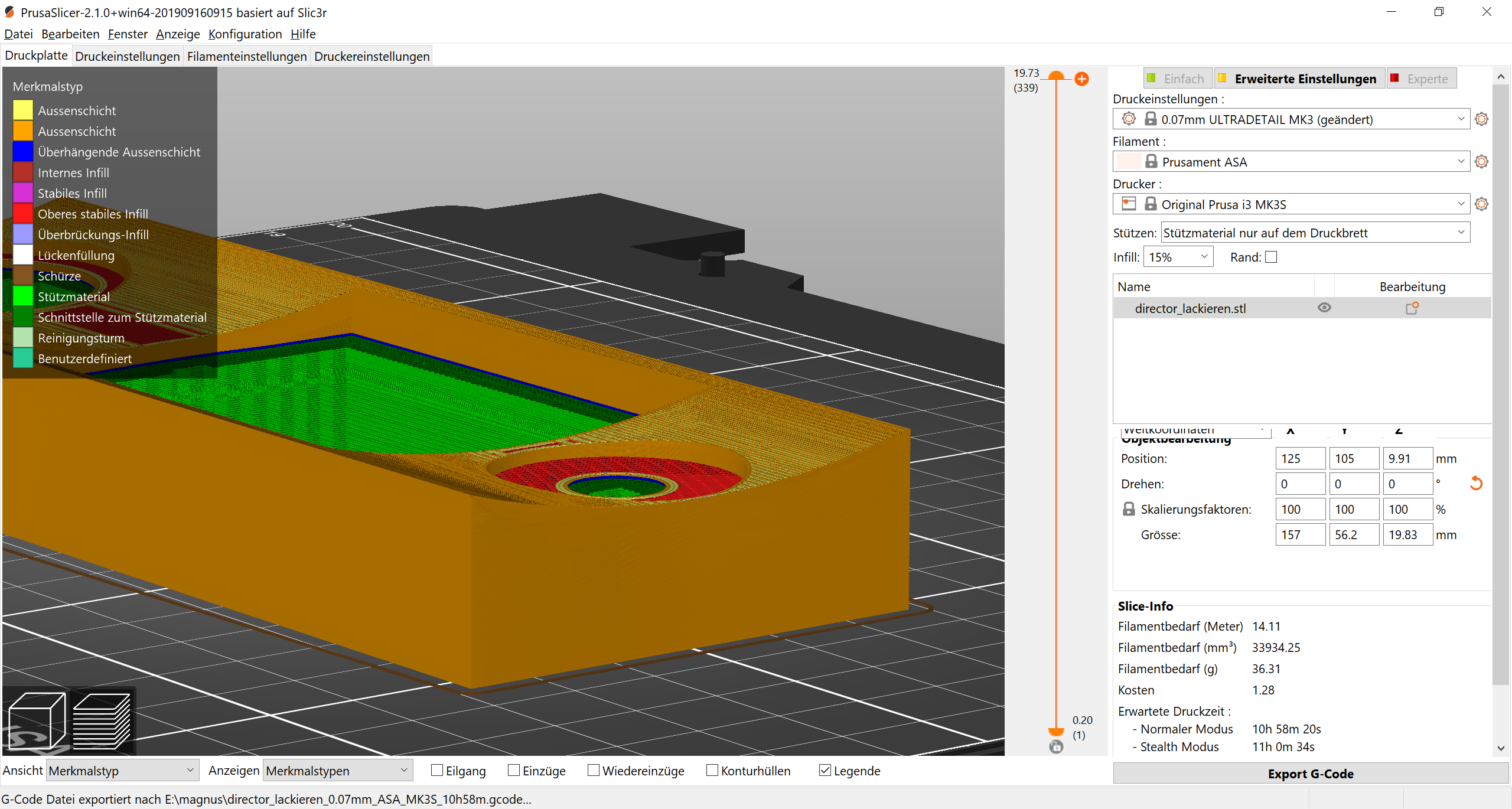
PrusaSlicer
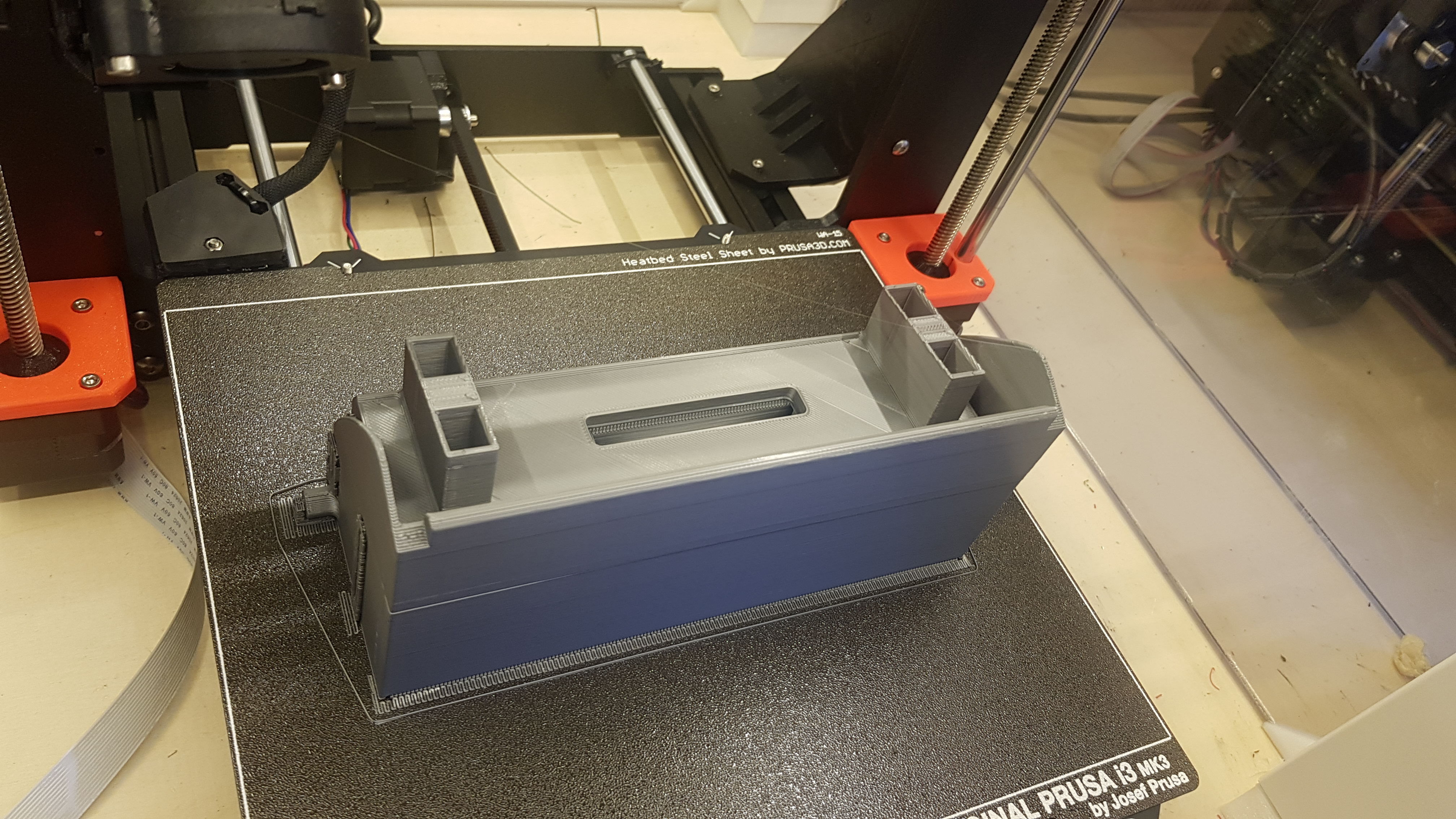
Bad layer adhesion:
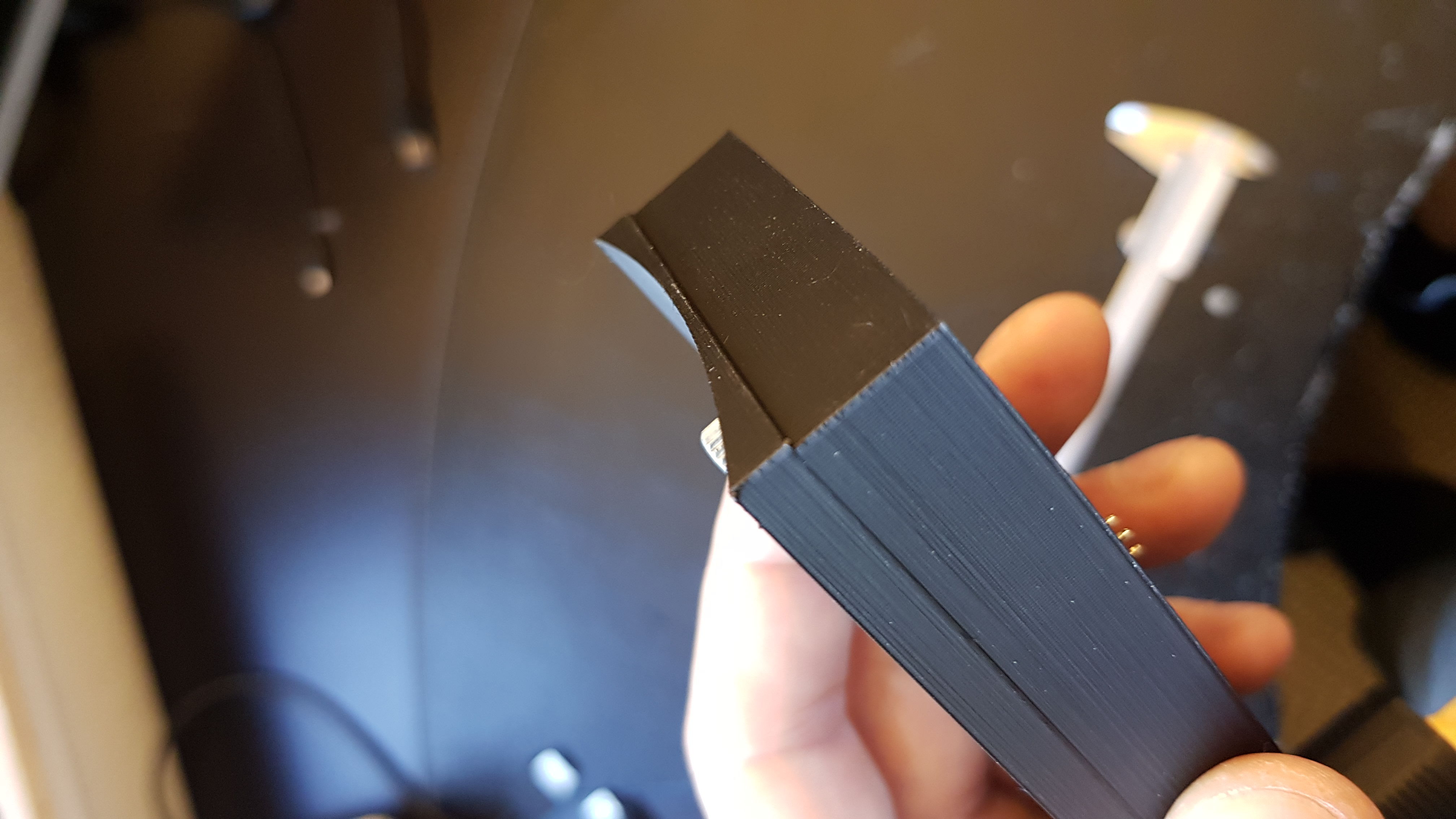
Even with a different material:

Big shifting:

Is there a known bug in the sicer, or am i doing something wrong? I also own a MK2S and i think it wasn´t that bad with it.
RE: Bug in PrusaSlicer - shifting Layers?
Might not be your case, but every similar failure I have had has been an error in the model.
For any STL I use now, I look and see if PrusaSlicer found any errors.
If it did, I load the STL into 3D Builder and let it fix it. That has always worked - so far.
There are also a bunch of mechanical conditions that can cause it. Crashes, looses belts, obstructions from cable ties or cables.
RE: Bug in PrusaSlicer - shifting Layers?
The problem probably comes from two factors: adhesion (or lack there-of) and the strange behavior of shrinking PLA.
This snap shows the part delaminating from the bed. This is caused by part warp and allows the part to lift up, compressing layers printed after it lifts. Sometimes this process is slow and gradual, sometimes it's instant "pop I'm loose." Raising bed temps to 70c on large parts can help keep corners down, reducing cooling fan speeds can help, but most important is a clean print surface. Also, folk have found adding stress reduction brims to corners can help (adding manually in theCAD tool works best).
Second issue is the fat line at layers where part geometry changes. Printing slower is the simplest fix, adding perimeters the next easiest cure. When the slicer experiences large changes in layer size, it follows logic to keep a layer printing at constant layer times, not so much nozzle speed. So carefully examining the speed preview in slicer helps to see where this happens. Slowing print speed - in general - can help minimize the delta; or, changing the cooling threshold for the speed change can help if you understand the tradeoffs in part strength vs intralayer cooling. Or, adding a third perimeter can sometimes help. If you don't want three perimeters on the entire part, using part modifiers can limit them to just those areas where you experience the problem.
ps: that lift and delam mid print is definite part warp. PLA isn't really well known for it; but ABS and PET are. You'll need to slow down print speeds and print warmer to get better adhesion; maybe even play with extrusion widths if not using defaults.