printing times on cura and prusa slicer so different
after finally getting to the bottom of the printer problem, i decided to give it another go , one thing has me baffled, if i slice the model in cura for example 30 mins to print, then if i slice it in prusa slicer with identical settings on speed wall thickness nozzle size and everything i can find to be the same it takes an extra hour so 90 mins for exactly the same print?
is there a setting i am obviously missing to make it an hour longer to print exactly the same piece with exactly the same settings
RE: printing times on cura and prusa slicer so different
Are the retraction settings the same ? I found that value makes a massive difference if print time. Also theres max speeds, print acceleration values etc. All influence estimated time.
RE: printing times on cura and prusa slicer so different
@neophyl
i cant seem to find any options for retractions in prusa slicer ?
i have all the speeds the same and even tried them faster nothing makes it any quicker hardly
RE: printing times on cura and prusa slicer so different
With very small models, difference can be in minimum time per layer (slowing down to help cooling), which is lower in Cura settings.
RE: printing times on cura and prusa slicer so different
@keithcowell
Its under Printer settings > Extruder 1 > retraction > length. Along with Lift Z retraction speed etc. If you are using a prusa then these values will be preset and tuned for the printer but its worth comparing them to those set in cura.
Also use the preview modes after slicing to look at printing speeds and see if you can spot a bottle neck.
RE: printing times on cura and prusa slicer so different
@neophyl
thank you, i have just checked and they are the same 🙁
i loaded another project thats going to take 6 hours to print in prusa at .2mm layer height comparet to 2 hours 40 mins in cura at .2mm layer height, im missing something somewhere
RE: printing times on cura and prusa slicer so different
[...] i loaded another project thats going to take 6 hours to print in prusa at .2mm layer height comparet to 2 hours 40 mins in cura at .2mm layer height, im missing something somewhere
Unless you've actually printed the part and confirmed that the slicer estimates are accurate, I wouldn't put too much faith in the slicer numbers. The PrusaSlicer numbers will usually be closer for Prusa printers since they've entered realistic values for acceleration, jerk and all the values in the Machine Limits tab in the printer profile.
This was a bigger deal 18 months ago when the slicers and printers used very different values.
RE: printing times on cura and prusa slicer so different
@bobstro
Yes I have actually printed the part on both cura and prusa slicer and can confirm they both printed identically but one was in half an hour and one was hour and a half so an hour difference at 0.2mm
RE: printing times on cura and prusa slicer so different
Yes I have actually printed the part on both cura and prusa slicer and can confirm they both printed identically but one was in half an hour and one was hour and a half so an hour difference at 0.2mm
In that case, you'd have to compare the profiles. Some settings that will make a big impact on speeds are:
- Speeds (esp. external perimeter speeds)
- Acceleration
- Jerk
- Retraction and related settings
- Perimeter count
- Infill density
- Minimum layer print time (for cooling - important for small parts)
If you would save your PrusaSlicer setup with the test part as a 3MF project file, zip it and upload it here, we can look for other suggestions. I'm not aware of a way to do the same with Cura unfortunately.
I've been able to optimize my settings to maintain quality while still being as fast to print as the Prusa profiles. You can definitely optimize them, though I wouldn't expect big time gains.
RE: printing times on cura and prusa slicer so different
@bobstro
attached the file from prusa which will take over 5 hours and only 3 hours on cura both at .2mm
RE: printing times on cura and prusa slicer so different
I've got similar profiles worked out for Cura and PrusaSlicer. Using similar settings with 2 perimeters (wall line count), I get 4h55m in PrusaSlicer:

In Cura I get 6h18m:

Using settings more appropriate to a big piece like that, using 3 perimeters and supports, with PrusaSlicer I get 5h56m:

In Cura with the same adjustments, I get 6h33m:

Unfortunately, the AMF format you attached doesn't include settings the same way a 3MF file does, so I'm unable to look at your PrusaSlicer settings to make any recommendations. While my PrusaSlicer estimates are a bit faster than Cura when using the same hardware settings, they're not different enough that I'd consider one significantly faster than the other. Not knowing what your PrusaSlicer and Cura settings are, I'm afraid I can only guess as to why you're seeing different estimate ranges. Cura and PrusaSlicer use different approaches to slicing, so something that slows down one may not affect the other as much. In Cura, for example, you can specify a wall thickness and Cura will print as many perimeter walls (skin) as needed to hit that thickness. PrusaSlicer will print the number of perimeter walls (skin) you specify.
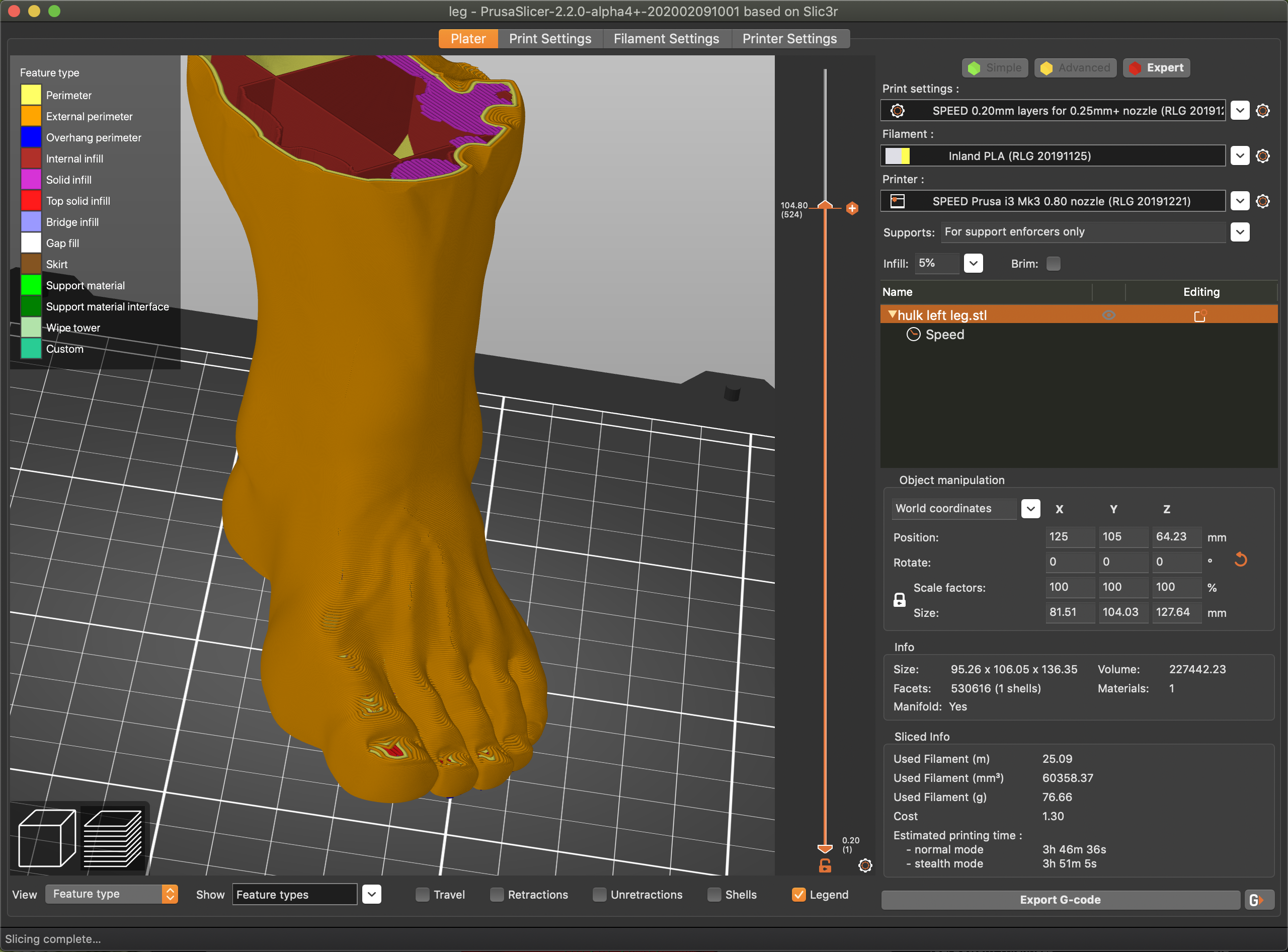
A big print with multiple parts like that is going to take a long time, and you want strong parts so it doesn't all fall apart on assembly. Rather than worrying about the slicer, I'd suggest considering a larger nozzle size for such big prints. Even using the same 0.2mm layer height with 2 perimeters, a 0.80mm nozzle will give thick, strong walls with 2 perimeters in 3h46m:
If you can live with 0.32mm layer heights (which may be fine for such a big piece) it drops to 3h5m:

You can try to optimize print times with slicer settings, but if you're really looking to print big pieces more quickly, consider a larger nozzle for meaningful gains. I've got more notes here.
RE: printing times on cura and prusa slicer so different
@bobstro
thank you for that but its all just way too much for me, im going to have to just keep learning as i go i suppose, the leg was just an example of the time difference, i printed that out at 45% of that size, im thinking 3d printing maybe is not for me lol.
ive just spent 2 hours trying to get a first layer of petg down and had to give up after destroying my steel plate
RE: printing times on cura and prusa slicer so different
@keithcowell
Don't give up.
You bought the printer. Learn it. PLA is your friend in the beginning. print easy stuff. Print stupid stuff. But print stuff. Print different layer heights. Get comfortable with PLA, and move on to PETG.
it's not rocket science, and there's more support than you can imagine. Once you get comfortable, you'll wonder why you were hesitant.
RE: printing times on cura and prusa slicer so different
@peter-k42
I can’t get it to print at all now :/ spent hours on support chat and they don’t even know what’s wrong with it 🙁
RE: printing times on cura and prusa slicer so different
Adding a little to this topic 3 years later, i found that the culprit is the travel time, in Prusa takes 3x more than in cura even having the same settings for travels, speed and acceleration. Still cant figure out why prusa travel times are 3x slower.