Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
Hi Timur,
yes I can, though I need to look in the code once more, to be sure it is in the comply with the Ultimaker's requirements. It will take some time.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I get massive stringing with current profile.
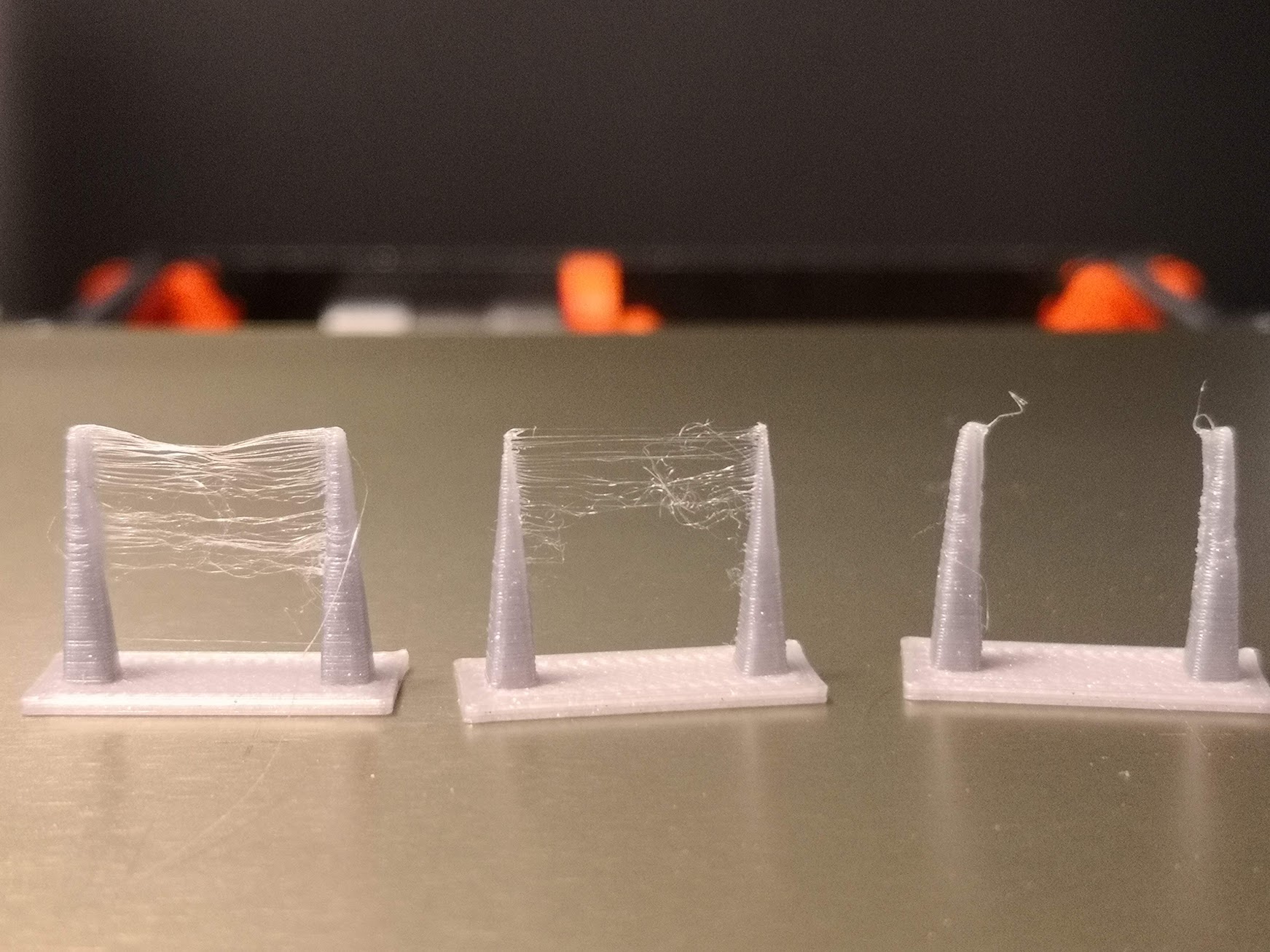
LEFT 0.2 Default
MIDDLE 0.8mm retraction, 0 extra prime
RIGHT 0.2 default, but z hop disabled.
And a more real scenario as attachment.
Edit:
Added Prusa Control to the right.
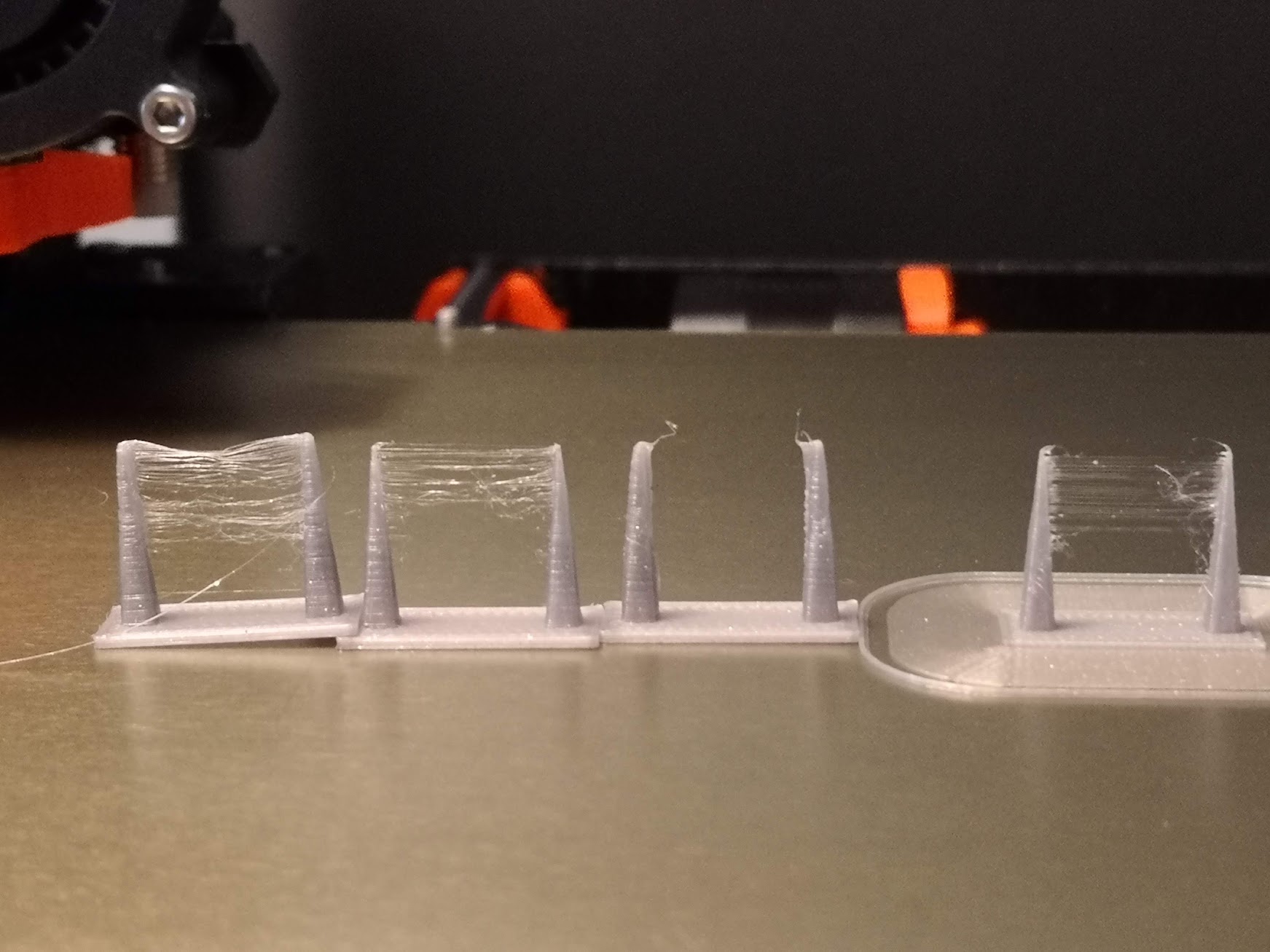
Default, 0.8mm ret., z hop disabled, prusa control
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
hi
i use last version of Cura, but the temperature is set in curais not correct when i load the file in the MK3 printer... anyone know how to fix it?
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I used the profile with a huge object (17 x 17 x 17cm) and after the print finished the extrudwr tried to go down and the hotend/nozzle pushed into the object and destroyed it. Dont know if im the only one and its my fault?
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I'm always leery of some of the custom gcode that's out there. I've read a few posts where, depending on the final head position, the ending custom gcode would push the head down slightly, which sounds exactly what happened to your print.
I used the profile with a huge object (17 x 17 x 17cm) and after the print finished the extrudwr tried to go down and the hotend/nozzle pushed into the object and destroyed it. Dont know if im the only one and its my fault?
Take a look at Manage Printers->Machine Settings->End G-code and look for something like:
G1 X50 Y210; home X axis and push Y forward
G1 Z210 F900; move extruder up
That G1 ZXXX line is dangerous. It's nice to have the print move up out of the way on completion of the print, but you need to make sure it actually goes up. Cura doesn't support mathematical operations in gcode generation so far as I know, so I often see hard-coded values. If this is less than the maximum Z position, there's the possibility it'll move down into a large print as happened with yours. Out of the box, Cura only repositions the X and Y axis to push the bed forward and move the extruder left out of the way using the G1 X50 Y210 line. If you print tall things, beware Z movements on print completion!
The latest Slic3rPE has some slick ending gcode to protect against exactly that. Unfortunately, the placeholder variables and math functions aren't portable between slicers.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I get massive stringing with current profile. ...
Are you on version of the profiles 1.2, you can see it if you check retraction, which should be 0.2.
If so, please share with me your STL, G-code, settings and material you are using.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
hi
i use last version of Cura, but the temperature is set in curais not correct when i load the file in the MK3 printer... anyone know how to fix it?
Just checked and it works for me, please redownload the package, delete the current profiles/materials and import them again.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I used the profile with a huge object (17 x 17 x 17cm) and after the print finished the extrudwr tried to go down and the hotend/nozzle pushed into the object and destroyed it. Dont know if im the only one and its my fault?
Noted, I will ask my colleagues to check it.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I get massive stringing with current profile. ...
Are you on version of the profiles 1.2, you can see it if you check retraction, which should be 0.2.
If so, please share with me your STL, G-code, settings and material you are using.
Yes, it was Profile 1.2 with 0.2 retraction. That was Prusa PLA, here is one with 3DE PLA Max:
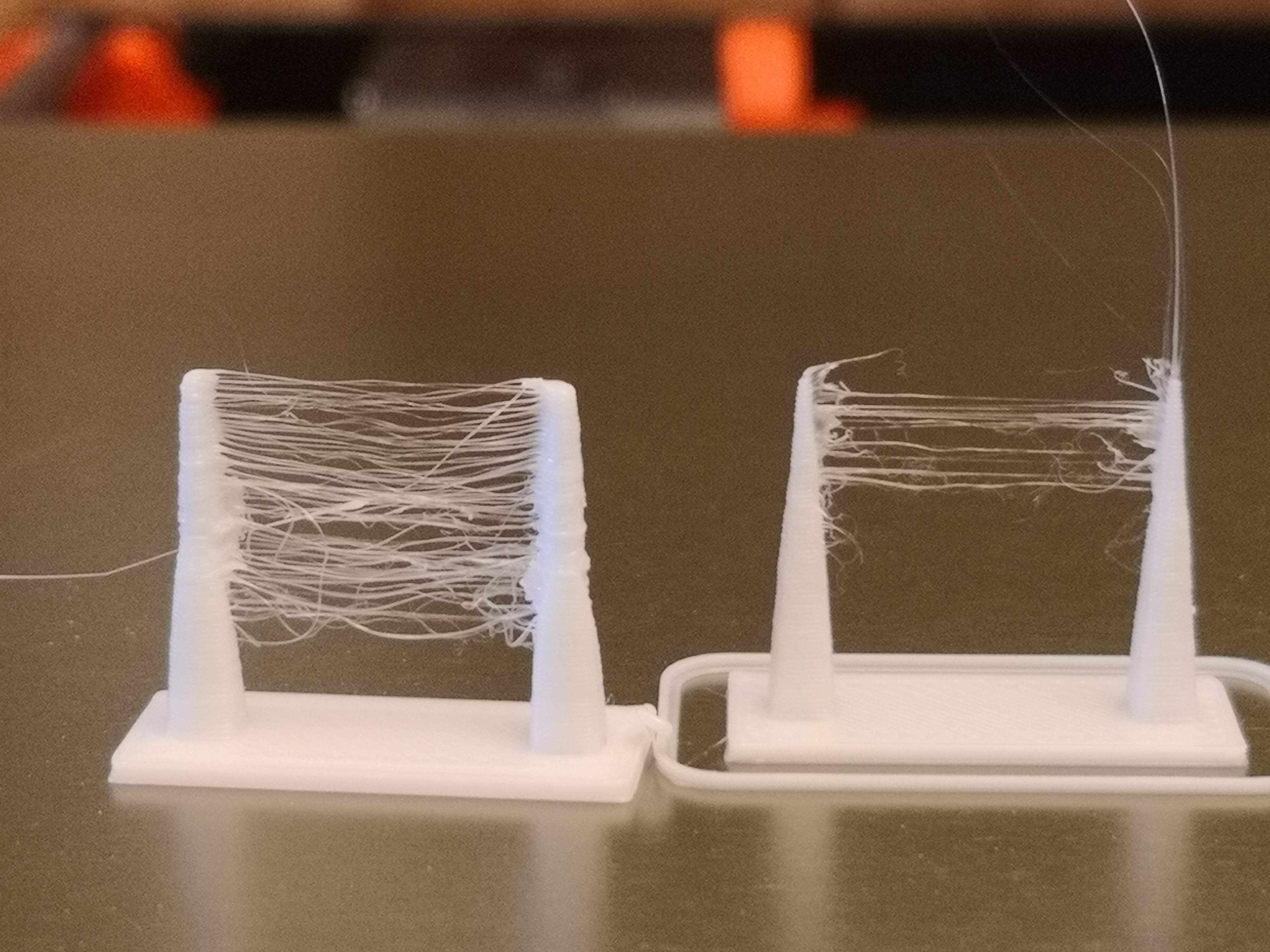
Cura Prusa Profile Vs Slic3r PE
STL: https://www.thingiverse.com/thing:2219103
Default 0.2mm Prusa Cura settings
Forum does not allow to upload g-code files, but it's just with the default settings you provided.
_____________________________
Is anyone here getting good results?
I get some weird dripping:

It's 100% gone with Slic3r:
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
Found someone else who uses the PRUSA profile on cura.
His Cura print:
His slic3r print.

You can see the cura one has some stringing and also the tribbling while travle.
slic3r has less stringing.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
No one else having issue?
No tripping? No stringing?
People outside this forum I talked to either did not care or had similar problems.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
[...] People outside this forum I talked to either did not care or had similar problems.
One significant difference between Cura and Slic3rPE is the tuning that Prusa has done for their printers. In Slic3rPE, there are lines to enable Linear Advance in custom gcode the various filament settings. You see a line with M900 K30 in the PLA settings in Slic3rPE for example. Unfortunately, Cura doesn't provide gcode settings for specific filaments, so it's "all or nothing". You can insert that same line in your printer startup gcode, but it may cause issues with other filament types. This is a limitation in the current version of Cura.
Linear Advance is designed specifically to reduce issues with stringing and extrusion. Without it, you can try to use features such as wiping, retraction, coasting and the like that Cura provides. It will require you to do some tuning however.
I'd suggest repeating your Cura print with the M900 K30 line inserted in gcode, either in your Cura printer startup gcode or manually with a text editor, and try again.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I'd suggest repeating your Cura print with the M900 K30 line inserted in gcode, either in your Cura printer startup gcode or manually with a text editor, and try again.
Did not help.
Right at the start I see that there is a drippled line from the purge line to the object.
This is what the how the .gcode file starts:
;FLAVOR:Marlin
;TIME:4508
;Filament used: 3.75889m
;Layer height: 0.2
;Generated with Cura_SteamEngine 3.4.0
M82 ;absolute extrusion mode
G21 ; set units to millimeters
G90 ; use absolute positioning
M82 ; absolute extrusion mode
M104 S210.0 ; set extruder temp
M140 S60.0 ; set bed temp
M190 S60.0 ; wait for bed temp
M109 S210.0 ; wait for extruder temp
M900 K30 ;
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G92 E0.0 ; reset extruder distance position
G1 Y-3.0 F1000.0 ; go outside print area
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E21.5 F1000.0 ; intro line
G92 E0.0 ; reset extruder distance position
G92 E0
G1 F2100 E-0.2
;LAYER_COUNT:211
;LAYER:0
M107
G0 F7200 X113.088 Y80.518 Z0.2
;TYPE:SKIRT
G1 F2100 E0.08315
G1 F1800 X113.42 Y80.097 E0.10098
G1 X113.81 Y79.73 E0.11879
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
I'd suggest repeating your Cura print with the M900 K30 line inserted in gcode, either in your Cura printer startup gcode or manually with a text editor, and try again.
Did not help.
I've stopped using Cura myself, so you will have to do some experimentation. Keep in mind that a lot of the features in Cura for dealing with layer seams and stringing are handles (at least in theory) by Linear Advance (LA). If you are still enabling these features in Cura, they may be compounding problems. If I ever return to Cura, I will start by disabling combing, wiping, retraction, z-lift and any related features until I test with LA to see what problems remain. Then I'll re-enable and tweak settings to deal with specific problems.
Right at the start I see that there is a drippled line from the purge line to the object.
That's a bit of a different problem (though related to retraction). There is a line at the end of the purge line:
G1 F2100 E-0.2
You could try increasing that, but don't retract too much or your extruder may not start on the 1st print layer. Do you use a skirt?
I'd try troubleshooting one problem at a time or you might introduce conflicts. Can you post pictures of your results with LA enabled? What do you have set for travel speed? Have you tried dropping temps a bit?
Simplify 3D has a nice print troubleshooting guide, including a nice summary of how to deal with stringing.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
That's a bit of a different problem (though related to retraction). There is a line at the end of the purge line:
It dribs also from other objects on the first layer. Hard to tell after that.
Increasing retraction to counter stringing does not help, as it results in other problems.
Disabling zhob though helped me.
Next i'm testing relative to absolute extrusion, as slic3r uses M83 and cura M82
____________________
What I really want is for other cura users to speak up, instead of silently eating the shit that PRUSA RESEARCH feeds them.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
[...] What I really want is for other cura users to speak up, instead of silently eating the shit that PRUSA RESEARCH feeds them.
What the hell? Prusa provides these profiles as a free service. Where is the expectation that they have to support your use of a 3rd party product coming from? The Prusa profiles allow you to get good basic results, but you still have to do tweaking depending on your settings and materials. That line and the sense of entitlement it implies really makes me uninterested in helping you further.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
M83 Did not help
I copied start code from my slic3r profile, it's very similar now.
I tested again without z hop, no change. Will test with some other filament another day, because I remember having some success with it disabled.
Will keep you guys updated.
That line and the sense of entitlement it implies really makes me uninterested in helping you further.
I bought the printer knowing there was no cura profile 😉 I don't feel entitled getting one.
What was served is still shit though. At least that is my experience. That's why I asked for more data from cura users in here.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
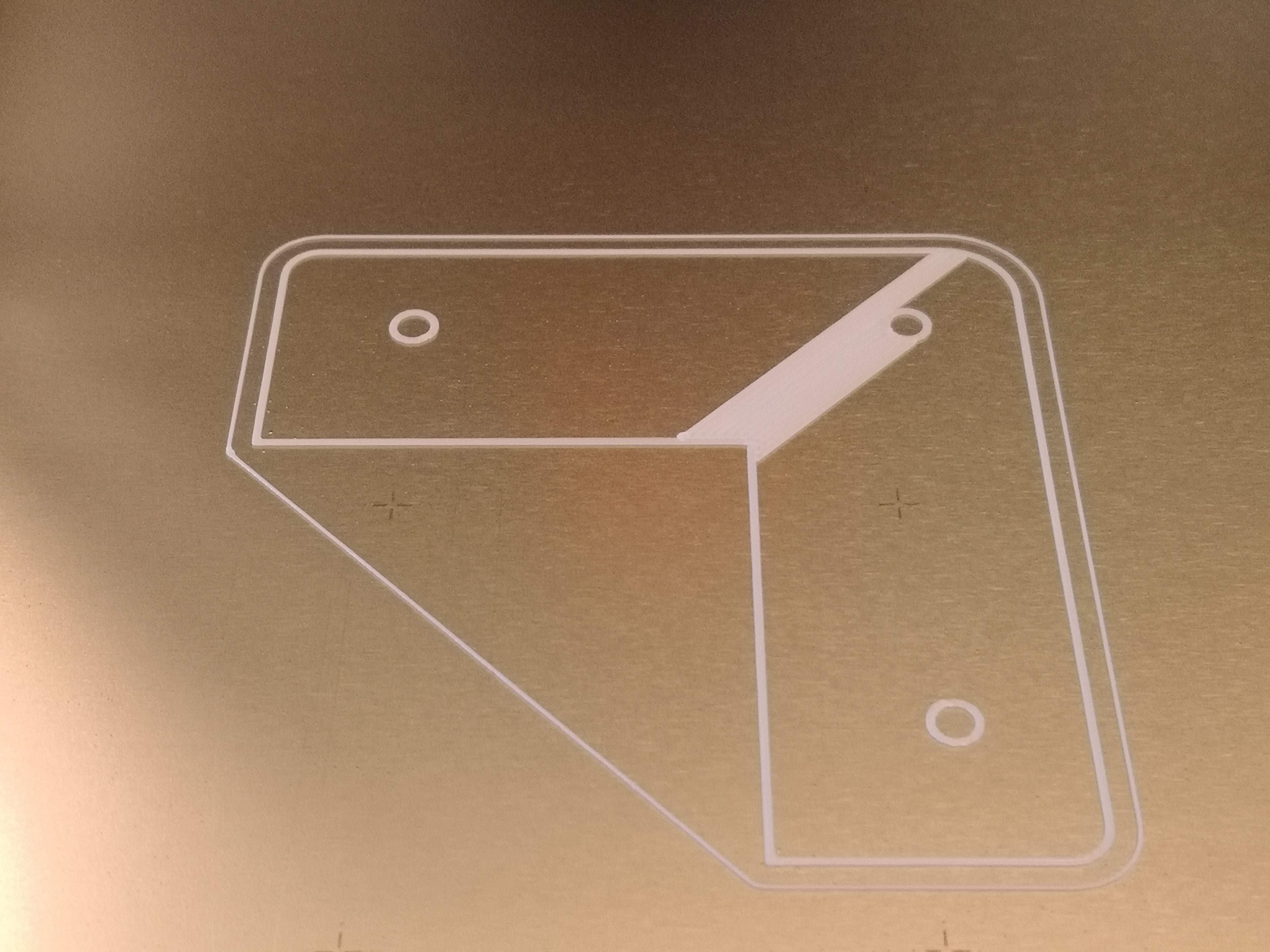
my example , matching settings on both slicers. there was excessive stringing on the cura print, but i was not expecting to be taking a picture for comparison so i picked some of it off. still, you can see there is alot of surface artifacting, and the cura sliced version just looks messy and unusable (i can still use it, but its not impressive as a key fob for my guests.)
as a 3Dnewbie i can only guess what the issues are, retraction, zHop, gremlins.
also, i dont like where the extruder parks after a print, so close to the bed that its not easy to get the print surface off without hitting it. slic3r at least parks at a good z height.
i was really liking how cura handles multiple objects, but something is amiss here, the cura gcode takes longer, and doesnt look right.
as for "its not prusa's jobe to make cura settings", no, its not, but cura is supposed to be the "best" slicer out there so why not try to support it....right? and not everyone has only 1 printer.
im going back to slic3r for critical files, but would like to test and follow up with cura. it needs a little more love
and we’ll be saying a big hello to all intelligent life forms everywhere … and to everyone else out there, the secret is to bang the rocks together, guys.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
The reason why I personally seem to have a need to use Cura is the Sli3er's inadequate support for supporting hanging shapes/forms. Therefore, the current stringing issues in Cura are a problem for me as well, because both slicers have some issues that makes them unsuitable to printing certain kind of objects (like for example a horses hanging tail).
I would rather use the Slic3r all time long, if the z-support feature could be fixed to the same level as in Cura etc.
Re: Cura settings for the Original Prusa i3 MK3, MK2.5 and MK2/S
Therefore, the current stringing issues in Cura are a problem for me as well
still, you can see there is alot of surface artifacting, and the cura sliced version just looks messy and unusable
Hey guys. Thanks for your feedback. Now I know it's not only my cura.
I guess the surface artifacting is the same problem as stringing and first layer drooping. There is filament comming out under travel.
Eliminating this might help with a large portion of the issues.
On one of my previous post you can clearly see the dripping on first layer.
It looks very similar to Migamix top layer.
Upping the retraction just adds underextrusion in the beginning of each layer, but it still drips.
also, i dont like where the extruder parks after a print
That one should be easy to fix using a smilar g end code to slic3r.