Why are the print times almost the same when I double the speed?
Hi,
I switched to a new hotend yesterday and wanted to do some speed tests today.
So my first attempt was about 20% faster. No problems. Then about 40% faster. No problems.
But I noticed the total printing time almost doesn´t change, how can that be?
Now I wanted to crank the values up to 200mm/s for some serious test but Slicer spits out the same total time.
What am I missing?
RE: Why are the print times almost the same when I double the speed?
Several factors if you are using Prusa Slicer. Firstly is Acceleration. The printer must accelerate to get to those speeds and that is limited by the acceleration settings, which are determined by how fast your actual hardware can keep up. Smaller models or complex shapes don’t have long enough runs to reach the tops speeds.
Secondly it’s highly likely you are running into the Max Volumetric limit. This is a value you can configure that defines the maximum throughput of plastic your hotels can actually keep up with. The MVS acts as a top limit no matter what speeds you set. If you try and print faster than your extruder can lay down plastic you will gets skips which is why Slicer has a mvs setting.
RE: Why are the print times almost the same when I double the speed?
Hmm okay, the max volumetric speed is set to 0 by default at the print settings and another value in the filament settings at 8mm³ per second.
That is about 3,3mm filament per second. Not sure how to calculate this accurately however this should be enough for about 24mm/s at 0,2 layer height.
However increasing that to 16 doesn´t give any advantage in the calculation.
Sigh, looks like that is more complicated than I thought.
RE: Why are the print times almost the same when I double the speed?
When you slice a object look through the various options on the preview. One of them is volumetric flow, it’s easy to tell if you are topping out due to mvs with that view. Usually you only get near it for stuff like infill on the default profiles.
in slicer where you have 2 values configured in different areas it uses the lowest value. The volumetric rate is usually defined in the filament settings and you must be set to petg for a value of 8.
Might want to wait until Bobstro spots this thread as he has done a lot of experimenting with mvs in slicer.
RE: Why are the print times almost the same when I double the speed?
Thanks, this is really helpful. However in my test it is at max 4.945mm³/s even with all the speed settings increased to 200.
Funny thing, it is at max 5.075 with standard settings.
So instead of increasing the speed it seems to go down.
Edit: I just tried a double-speed setting and now the max flow is at 4.569
This doesn´t make any sense to me 🙁
RE: Why are the print times almost the same when I double the speed?
Yes, I'm getting a similar weird problem. I have a simple test piece that I ran through PrusaSlicer 2.3.0 with filament MVS set to 7 mm3/s and the speeds all set high on the basis that the MVS will limit the speed. The output print time is 21 mins. Then I change the MVS to 14 mm3/s (just to see what happens) and .... no change to print time. So I increased the speeds somewhat and still no change to overall print time. But the linear speeds REDUCED from about 55 mm/s to 48 mm/s. This is too strange for me so I hope someone out there can advise what's going on. One additional note is that by changing material to PLA (MVS = 12) the print time goes down to 19 minutes, so the issue seems related to the filament profile, not the print settings. 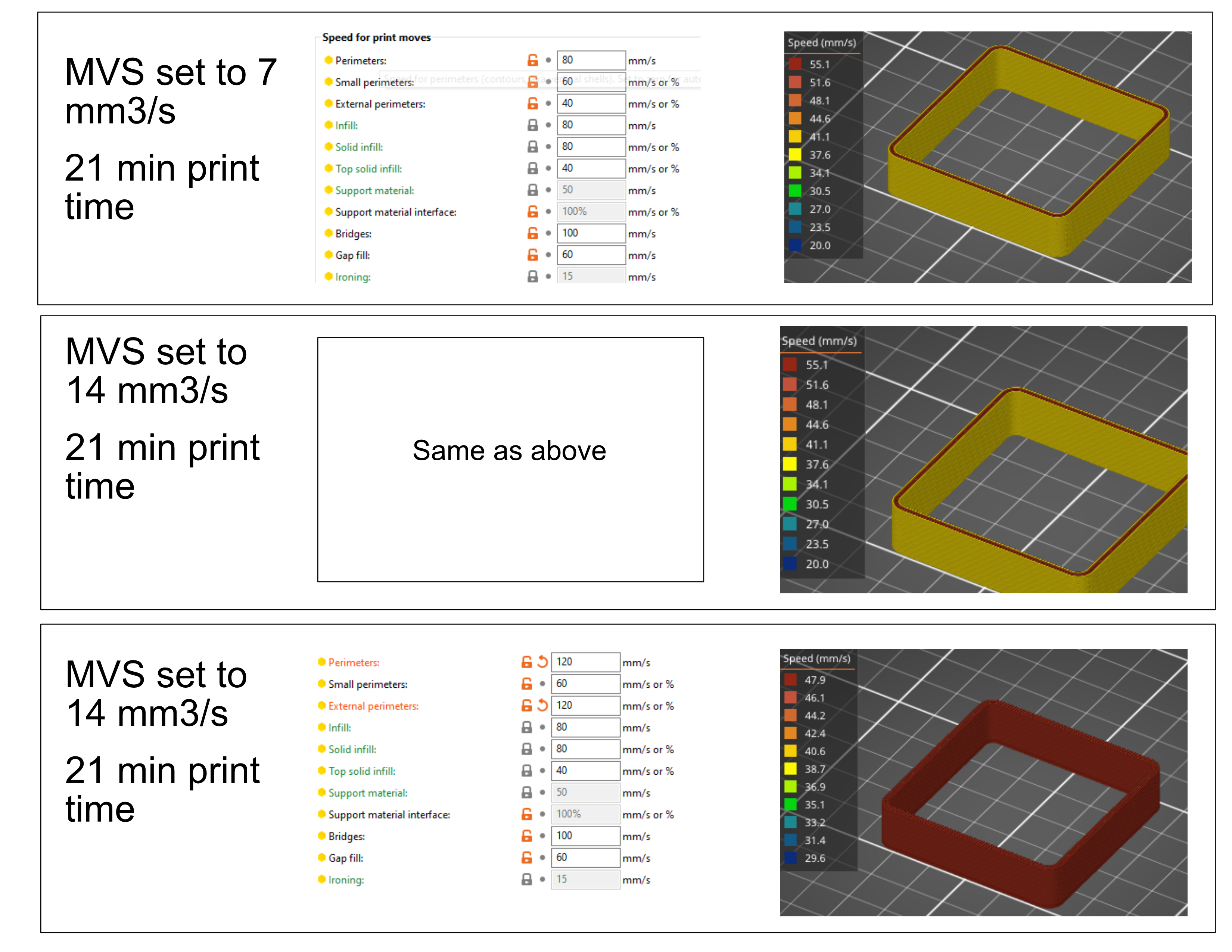
RE: Why are the print times almost the same when I double the speed?
You're only going to hit maximum speeds on longer runs as the nozzle has to accelerate, so spinning that front knob only does so much. With PLA and a 0.4mm nozzle, the E3D V6 can push a bit over 11.5mm^3/s. If you want to test your new hotend, testing your maximum volumetric throughput will be more meaningful. "Speed" is an illusion. Layer height and extrusion width also have to be taken into account.
RE: Why are the print times almost the same when I double the speed?
There are so many possible settings that could be interacting that without a copy of the project you are using it’s very difficult to know. If you save it and then zip up and attach the 3mf here we might be able to take a look and see where the bottleneck is.
RE: Why are the print times almost the same when I double the speed?
@Neophyl. Agreed, there's a lot going on. I've attached the zip as requested. I hope you can advise.
RE: Why are the print times almost the same when I double the speed?
With your project you have your outer perimeter limit at 50mm so its going to limit it to that anyway, but the one setting I changed to make it reach that limit is on the filament settings profile. It's one that catches many people out.
Under Cooling>Cooling Thresholds>Slow Down if layer time is below value you have 5 seconds. Changing that to 1 second allows the speed to go up to 50mm for the top and bottom of the cube. The 'pillars' next to the recessed areas are 35mm as they come under the Small Perimeters Speed setting. Basically your layer times are so small its kicking in to slow it down.
RE: Why are the print times almost the same when I double the speed?
@bobstro. That's an interesting article on finding the maximum limits of a hotend! But I'm not sure that is the point here. My question could be summed up as why does the linear speed decrease when the MVS increases? I'm pretty certain I can increase the MVS, but there seems little point if there is a setting somewhere that won't let me take advantage of that increase. I know it's a small test piece but I have done this with larger parts but found the similar results. In fact it cams about due to a part that took 5h40m at 7mm3/3 and changing to 14 mm3/s gave exactly the same time.
RE: Why are the print times almost the same when I double the speed?
@neophyl
Bingo! I wasn't aware of the Cooling>Cooling Thresholds>Slow Down setting. Reducing that seems to have given my MVS a bit more head room. The default time is 5 secs and Prusament PETG is set to 15 secs. I can do some tests but do you think 1 sec is workable or is that just a test point?
RE: Why are the print times almost the same when I double the speed?
@3dpc-2
That was just a test point to see what factor was limiting the speeds on your project.
However I have used a value of 1 before when printing some very thin cylindrical parts. Normally on that setting they would just be a hot mess as the layers below wouldn't cool down enough before printing the next one but by printing several spaced around the bed to allow them to cool it worked around that. I recall that the part was suffering from the bulging issue as the speed changed and caused a problem, so I made it so that the speed was more constant 🙂
As with most things 3d printing its a case of seeing what your hardware can get away with on a print.
RE: Why are the print times almost the same when I double the speed?
[...] My question could be summed up as why does the linear speed decrease when the MVS increases?
Sorry, I was answering this question on the macro level and not your question on this specific print. Hope I didn't confuse anything.
To answer THIS specific question, it's because speed, layer height, and extrusion width are all factors in determining maximum volumetric rate (speed in PrusaSlicer - MVS). If your layer height and/or widths increase, MVS may well go up while linear speed goes way down. Your moving more plastic while going slower. It's important when using larger nozzles.
I'm pretty certain I can increase the MVS, but there seems little point if there is a setting somewhere that won't let me take advantage of that increase.
In general, I use MVS to set a cap on how fast my hotend cans push a particular filament. I don't usually use it as tuning for a specific print. @Neophyl has you taken care of on this one.
I know it's a small test piece but I have done this with larger parts but found the similar results. In fact it cams about due to a part that took 5h40m at 7mm3/3 and changing to 14 mm3/s gave exactly the same time.
We'd have to see the larger piece and settings to say for sure. Think of MVS as an upper cut off. If your other settings combine to keep your actual volumetric rate lower, it may simply not come into play. Adjust your height or width settings and you are more likely to see a change, especially with 0.6mm or larger nozzles.
It's a 3D process, so all dimensions come into play.