Top cylinder strange behavior
Hello,
Sorry for the title, it's not really clear but I have no idea about the problem.
On the following picture, you can find on left side a cylinder printed with PrusaSlicer, on the right side same cylinder printed with Cura.
PrusaSlicer let some filament during the print inside the cylinder, but this behavior is not visible in the PrusaSlicer preview.
Someone know why this behavior happen ?

RE: Top cylinder strange behavior
your external perimeters are failing to bond to the internal perimeters.
try running the printer slower!
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Top cylinder strange behavior
@joantabb
Thank you.
Strange, I used mk3s default settings, in addition my Cura profil print faster internal and external perimeters and I haven't this trouble.
RE: Top cylinder strange behavior
I tried to reduce wall speed but same result because the model is small and use the cooling speed limitation.
It seems that the problem is thread inside cylinder. It cannot be printed correctly at 15mm/s.
With Cura I can print it without problem with the minimum speed set to 25mm/s.
Any idea of witch parameter to modify ?
RE: Top cylinder strange behavior
@nivek9o
If Cura works for you, why not use the Cura Gcode?
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Top cylinder strange behavior
Also - overhangs and layer height play a role.
But recently I've noticed several "Why can't Prusa Slicer do as well as Cura Slicer", with results that appear to have radically different slice settings; the doll head example from Cura looked like it was printed with a 0.1 mm nozzle, and the Prusa Slice example looked like it was printed using a 0.8 mm nozzle. Same with this example. The part of the right was printed at a much finer layer height than the part on the left.
Is this a new Cura advertising campaign using misleading examples?
RE: Top cylinder strange behavior
@tim-m30
Is this a new Cura advertising campaign using misleading examples?
Absolutely not.
I use the Cura profil provided in the Prusa website.
Only "big" difference with PrusaSlicer stock settings is the line width, set at 0.4mm in cura and 0.45mm in default PrusaSlicer profil.
Both part on the picture are printed with same layer height.
In addition, for me, PrusaSlicer allow globally a little better quality than Cura with stock settings. But for this part, I cannot print it with PrusaSlicer without fail.
Of course, I can print the part with Cura, but I am my self developper in industrial process control (for industrial machines), and I like when my customers keep me informed about software troubles to be able to find a long term solution.
My opinion is that stock settings of PrusaSlicer should be able to print all parts without fail (even if changing some settings can improve quality)
My main idea was to find here a solution to the problem to be able latter to open an issus on github to adjust settings if needed.
But if nobody is interested to improve the quality of Prusa ecosystem, I will just go out, my model can be printed with my Cura settings so ... it's finally not my problem.
RE: Top cylinder strange behavior
All I am saying is the two parts appear to have been sliced with radically different settings and layer heights. Perhaps even printed with different nozzle diameters (another post of strange behavior today regarding Cura vs Plicer is asking the same sort of question, showing a 'perfect Cura part and an abysmal P.Slicer part - except the layer heights and nozzles are obviously different).
If you somehow are using the same approximate settings as the Cura sliced part, then you are also doing something radically different than what the stock slicer settings normally provide - and that is causing the print failures shown.
Post the part gcodes from CURA and from Prusa Slicer; zipped up of course. It wouldn't hurt to post a zip of the 3MF project from Plicer.
We aren't devs here - just other users. So we can't fix anything. Github is where you post defects and feature requests.
RE: Top cylinder strange behavior
[...] PrusaSlicer let some filament during the print inside the cylinder, but this behavior is not visible in the PrusaSlicer preview.
That's not a slicer problem, it's a print problem. The slicer isn't telling the printer to move the nozzle that way. The extrusions for the inner threads are being pulled taut as the nozzle works its way around the thread, and there's insufficient adhesion with the underlying extrusion to hold it in place, so it pulls across the opening. A few ways you can fix this:
1. Increase print temps. A bit higher temp might be sufficient to hold the extrusions in place until cooled.
2. Use thinner layer heights for the threads. Use a modifier for the threaded section to reduce the weight of the extrusions and increase the ratio of supported to unsupported extrusion.
I find that I can print threads at up to 0.48mm layer heights (with a 0.60mm or larger nozzle) but get far better results at lower heights.
RE: Top cylinder strange behavior
@tim-m30
We aren't devs here - just other users. So we can't fix anything. Github is where you post defects and feature requests.
Yes of course, but we can investigate a little bit before.
Me too I think that a parameter is radically different but for the moment I don't find it.
Please find the files. I generated GCODE with 0.2 mm layer height.
For information I have tested these things :
- Changing extrusion multiplier in PrusaSlicer from 0.97 (my current settings to have good accuracy) to 1.0 (default) -> fail
- Printing model with 0.3mm profil (in this case line width is to 0.5mm in PrusaSlicer and still 0.4mm in Cura) -> Cura = ok, PrusaSlicer =fail
So I know the problem is not Extrusion multiplier or line width. In addition the model is small so all the print go slow (minimum cooling speed).
The problem seems to be the overhang in the thread, and the external perimeter doesn't bind to inner perimeter.
RE: Top cylinder strange behavior
[...] The problem seems to be the overhang in the thread, and the external perimeter doesn't bind to inner perimeter.
Yes, exactly. The extrusions come loose and get pulled across. Normally you'd work on the overhang, but with threads, you have to live with them and support is not viable. A wider extrusion width (e.g. 0.48mm) might give a bit more "grip" on the underlying layers. I notice you're printing with PLA. Reducing cooling might help with adhesion at the threads.
RE: Top cylinder strange behavior
@bobstro
1. Increase print temps. A bit higher temp might be sufficient to hold the extrusions in place until cooled.
It's true, I used Chromatic for this part, and I have good result at 205°C, but it's a low temperature. However, I used same temperature for Cura and PrusaSlicer, so even if it can work, I thing another parameter is the trouble.
2. Use thinner layer heights for the threads. Use a modifier for the threaded section to reduce the weight of the extrusions and increase the ratio of supported to unsupported extrusion.
I think it can print without fail with 0.1mm layer height, but it's small and I think it's not a really good solution if I should reduce height every time I should print a thread.
RE: Top cylinder strange behavior
[...] I think it can print without fail with 0.1mm layer height, but it's small and I think it's not a really good solution if I should reduce height every time I should print a thread.
You can reduce layer heights at only the threaded portions. This picture isn't very clear, but I used lower layer heights and normal print parameters for the threaded sections on the clear part, and much high layer heights and only a single perimeter ("pseudo-vase mode") for the center of the clear part:

Other than that, you can try:
- Reduce cooling for threaded parts. Let layers bond a bit more.
- Increase temps slightly. Same effect.
- Slow down. Give parts more time to bond before pressure of nozzle moves on.
- Increase extrusion width. You're using 0.45mm. 0.48mm should give a small bit more overlap underneath.
If those fail, you may be stuck using lower layer heights for the threaded portions.
RE: Top cylinder strange behavior
[...] The problem seems to be the overhang in the thread, and the external perimeter doesn't bind to inner perimeter.
Yes, exactly. The extrusions come loose and get pulled across. Normally you'd work on the overhang, but with threads, you have to live with them and support is not viable. A wider extrusion width (e.g. 0.48mm) might give a bit more "grip" on the underlying layers. I notice you're printing with PLA. Reducing cooling might help with adhesion at the threads.
With 0.3mm profil from PrusaSlicer, width is set to 0.5mm for perimeter, and it doesn't work. However I can try to use the 0.3mm profil with a layer height of 0.2mm just to test it. Since a while, I suspect Cura to draw line wider than the settings. Because PrusaSlicer settings is set to 0.45mm (for 0.2mm layer height) and Cura seems to draw line a little bit wider with parameter set to 0.4mm for line width.
RE: Top cylinder strange behavior
Looking at the slice, I'm not seeing any reason for the extrusions to be pulling loose; they do seem to be over suitable prior layers - at least slicer isn't detecting overhangs. Cura - not an expert so I might be reading the gcode wrong - seems to be printing slower for internal walls (25) vs slicer at 45), that might be helping it.
But using the notion widths are an issue: simply set perimeter width to 0.4, then 0.6 and see if it makes a difference.
RE: Top cylinder strange behavior
If you bump up the layer heights in PrusaSlicer, you can see where the problem areas are likely to be. Here I've used a 0.24mm layer height and the blue areas indicate overhangs.

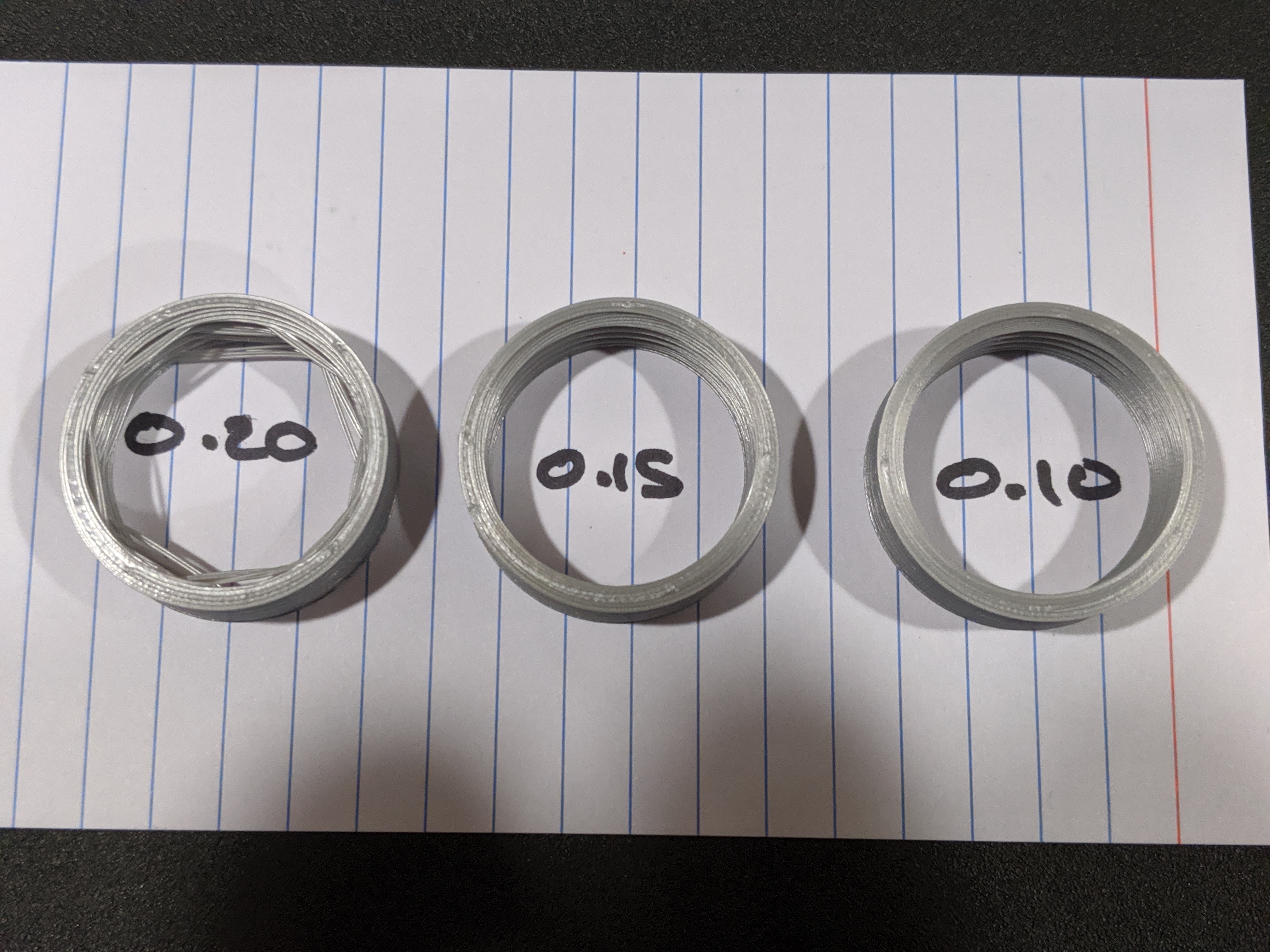
Lowering the layer height improves the percentage of supported versus unsupported weight. Here I've printed the top of your part using 0.20, 0.15 and 0.10mm layer heights:
RE: Top cylinder strange behavior
Thank for your help, I will do some test this week to try to understand the difference between PrusaSlicer and Cura.