Small holes (underextrusion?) and errors on last layer
Hello everyone!
I finished assembling my first Prusa MK3S+ and printed a test print from the prusa-model-page.
Model: https://www.prusaprinters.org/prints/3119-herringbone-planetary-gear
(and the whistle from the sd card)
The filament I used, was: Geeetech silk copper PLA (because I already had opened it)
The first layer looks good to me, no warping and or bad adhesion:

But as you can see in the following picture, I get small gaps in the outer walls of the model. Looks like underextrusion (?, is that the right term), I guess?
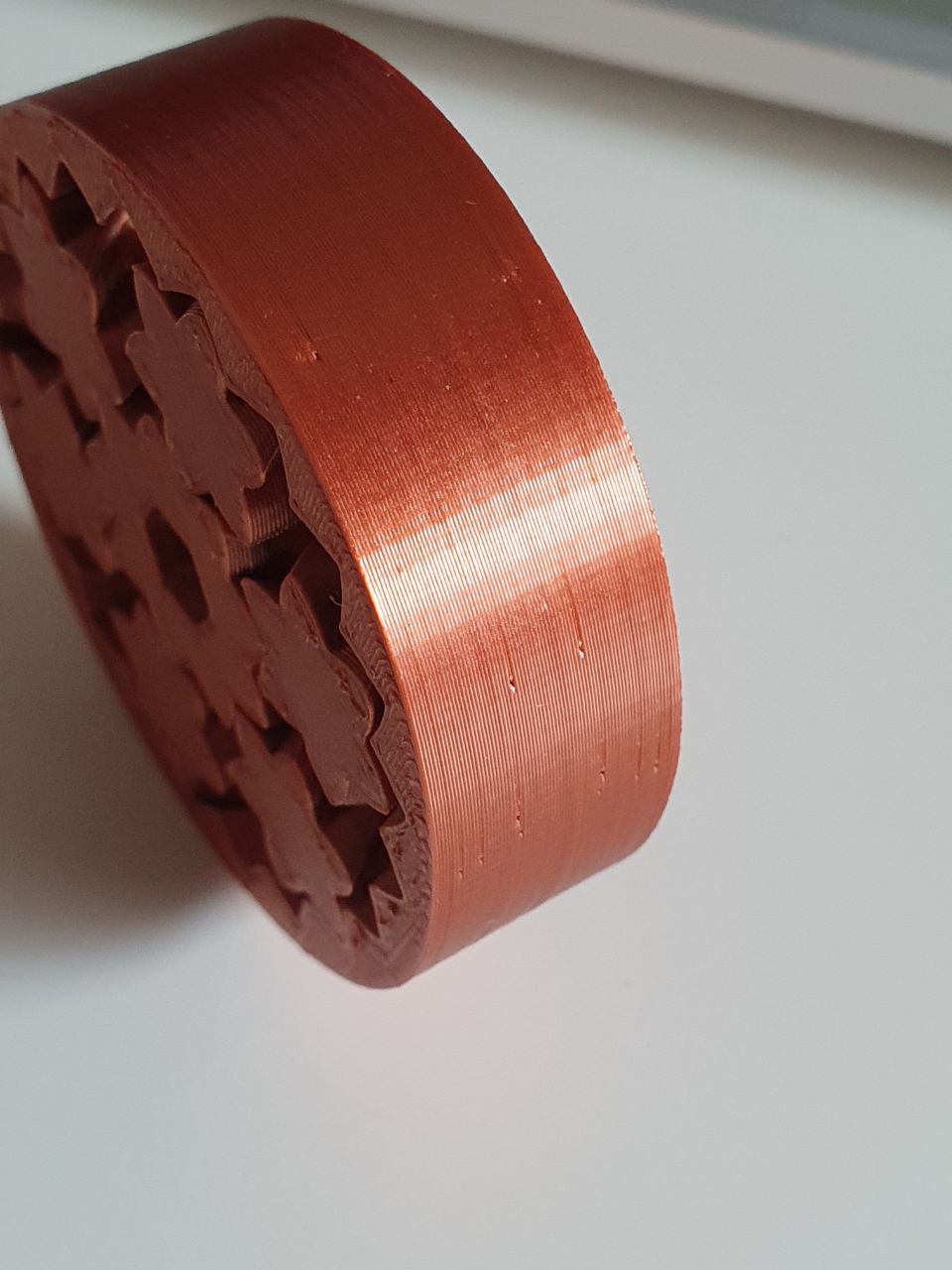

Is there anything, I can do about them? Or is that something, I just have to accept?

Likewise the last layer got also some issue. There seem to be small gaps between some connections between the outer line and the "fill". And also some "starting points" look like the nozzle melted a bit away? Which makes some of the top surface look a bit messy.
The problem is, I'm missing some technical terms, as this is all new to me. I don't really know how to google this issues and find some solutions for them. What I found, didn't exactly matched my case, I think. It would be a really big help, if somebody could point me in the right direction, what I need to do, to make the print quality better :).
RE: Small holes (underextrusion?) and errors on last layer
The little gaps look like the seam - every layer has a starting and stopping point, and that's what that is. My guess is your seam is set to random or nearest. Are you printing on textured sheet? That's what that first layer shot looks like. Across all of the prints, you may want to tune your temperature to your filament - most "silk" filaments take some fussing with (they run hotter).
I'd suggest trying with the roll that came with the printer until you dial in the temps on your fancy stuff (get a pre-sliced temperature tower for the MK3S) -printing that will show you which temps print best for that filament. I think your top layer picture shows similar temp issues.
You can control the divots at the seam - there are settings to play with retraction - read about that.
RE: Small holes (underextrusion?) and errors on last layer
The nozzle "wipes" when changing position. These are probably the minor "melted" areas you are seeing. Overextrusion makes them worse. You may want to look at doing aan extrusion multiplier calibrations (guide available on the Prusa pages).
Also - when folk play with the retract and z-lift settings, they often make changes that affect seams in a negative way. Another adjustment is K-factor calibration. But many things affect seams. Even acceleration matters.