New MK3s, very poor Layer adhesion
Hello Community,
my name is Timo I'm from Germany and kinda experienced with the Prusa printers.
I started in 2015 with a MK 2 Kit followed by the MMU 1 and all updates.
With the introduction of the MK3 I sold the MkK2 and switched. My MK3 is running great since the build.
Now I bought another MK3 (unfortunately I got one of the last ones without the +) for the apprentices in our small tool shop. I hope that they have fun using it and get the basics in 3D modelling and the CAM processing.
The apprentices had a lot of fun building the unit and I found only some minor mistakes. It should work perfect but it isn't 🙁
Now to our problem:
All the prints we've done so far have the same problem.
The adhesion between the layers is very poor. The finished prints are very fragile and the bottle opener separated in half as we inserted the coin.
For me, it seems to be a problem with the correct temperature.
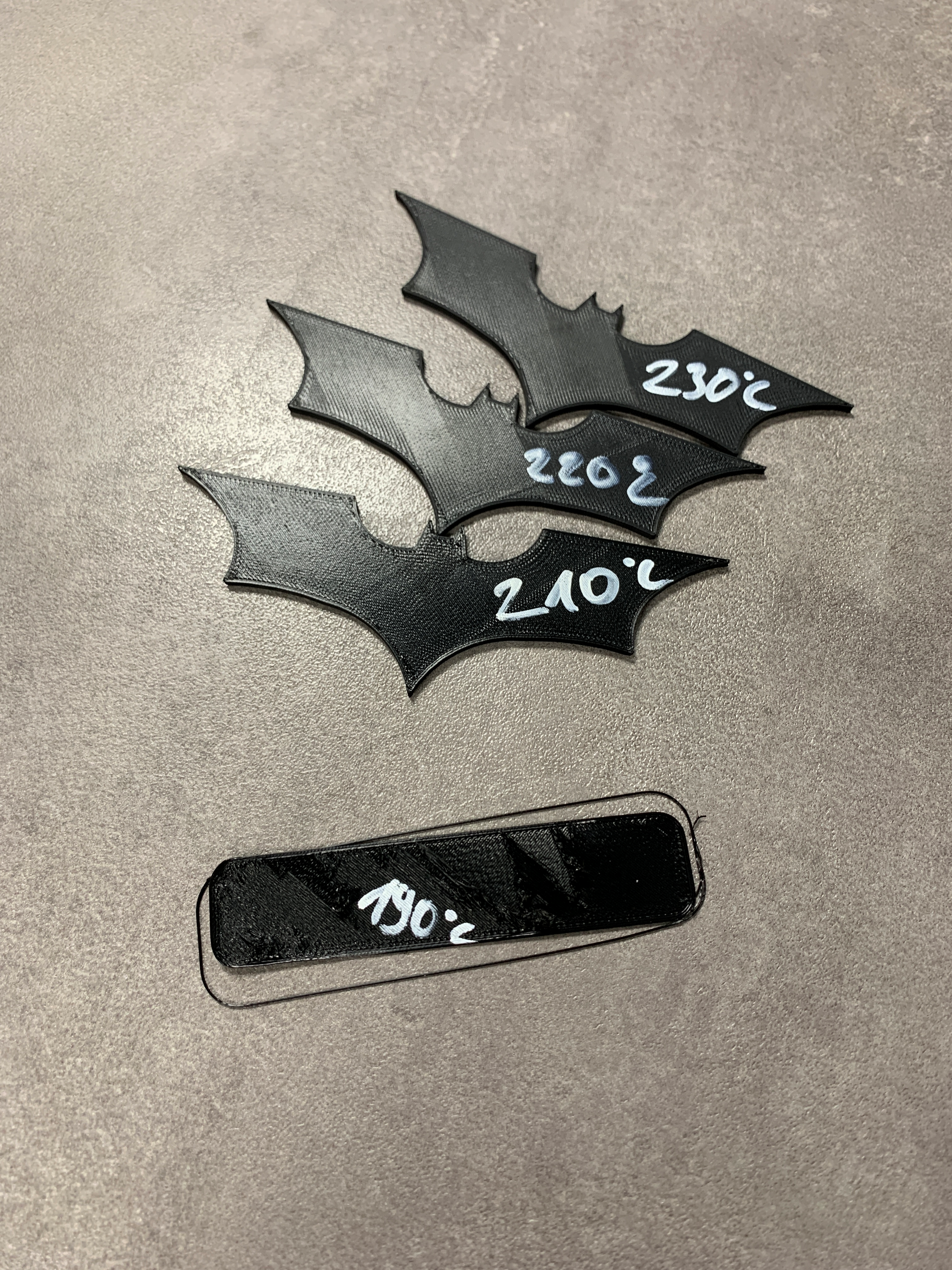
Right now I'm printing the Batman thing with various temperatures. With 210 °C the print is very fragile. With 230 °C it's a lot closer to the strength I'm used to from my MK3, but still not the same. Until now, we have used only PLA.
We've tried different spools of filament (all Prusament), but all with the same result.
I think the displayed temperature is not the actual temperature. With a cheap thermal camera we tried to see if the hotend has the correct temperature, but we could see only 115 °C max. But wouldn't consider the measurement as very precise and I don't know what temperature we should actually see.
If I forgot some information, please ask. I don't know what to do next and have to say thank you in advance.
RE: New MK3s, very poor Layer adhesion
The small reciep from the factory says it reached 250 °C in 01 m 36 s.
Seems correct.
RE: New MK3s, very poor Layer adhesion
[...] The adhesion between the layers is very poor. The finished prints are very fragile and the bottle opener separated in half as we inserted the coin.
For me, it seems to be a problem with the correct temperature.
Right now I'm printing the Batman thing with various temperatures. With 210 °C the print is very fragile. With 230 °C it's a lot closer to the strength I'm used to from my MK3, but still not the same. Until now, we have used only PLA.
PLA should normally get good adhesion in the 190-210C range.
- If you are using excessively high layer heights, this can significantly impact adhesion. As the layer height approaches your nozzle size, extrusions start to take on a circular cross-section with minimal contact with the layers above and below. This can result in brittle walls. With a 0.4mm nozzle, stay below 0.32mm layer heights.
- Excessive speed can impact adhesion. It takes some time to heat and move plastic, and if the nozzle is moving too quickly, poor adhesion can result. Try slowing speeds down. For PLA, 70mm/s is usually a safe maximum.
- As you noted, more heat can help. Also make sure that you're don't have your cooling fan fighting with your nozzle heat. Reduce the cooling fan before adding more heat. More heat can contribute to stringing and difficult bridging. Consider adding a silicone sock to your heater block to insulate it from the cooling fan. Be sure you do a PID tune to calibrate the heating.
Unfortunately, adjusting these will impact print times. You're not going to get fast prints with high quality in most cases.
We've tried different spools of filament (all Prusament), but all with the same result.
I think the displayed temperature is not the actual temperature. With a cheap thermal camera we tried to see if the hotend has the correct temperature, but we could see only 115 °C max. But wouldn't consider the measurement as very precise and I don't know what temperature we should actually see.
If I forgot some information, please ask. I don't know what to do next and have to say thank you in advance.
RE: New MK3s, very poor Layer adhesion
Do you have a lot of air movement? In an open, busy, workshop you might have unpredictable extra cooling as doors open and close, people walk by etc.
Or this might be slight underextrusion. You have two printers so print two test objects with the same gcode and the same filament, weigh them, is there a significant difference?
Hth, Cheerio,
RE: New MK3s, very poor Layer adhesion
@bobstro
Thank you for these informations, but right now we are only running default programms to have the correct parameters and exclude errors from us. Feeds, temps, cooling and layer hights should be on spot.
We have done the PID tune, but it seems to have no impact on the strenghts. Layers still split very easily. What temp we should select for the tune? I choose 210 °C, but that was just a guess. I'll have a look on the silicone socks.
RE: New MK3s, very poor Layer adhesion
@diem
Thank you for these hints!
Air movement is not a huge problem, but we placed the printer in my office to validate.
It's a good idea to test if the extrusion is right. I'll take the SD card and filaments with me today and make the exact same print on my printer.
Information I forgot is that both printers run the steel nozzle.
Is there an exact was to validate the actual nozzle temperature? My feeling is that the showed temp is not correct.
RE: New MK3s, very poor Layer adhesion
Hi Timo,
a simple way to check printing is to print a temperature tower, this will help you find which temperature gives you the best print results, with the particular filament that you are using on the printer you are using at the time.
After printing, look to see best print appearance, then flex the print to check inter layer bond strength.Best temperature gived good print quality with good layer bond strength!
Preconfigured temperature towers are available on Prusa Printers repository.|
I have had PLA that would no print successfully above 170C Excess stringing and PLA that would not print below 220C (Poor inter layer bonding), on the same printer
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: New MK3s, very poor Layer adhesion
@joantabb
Hello Joantabb,
thank you for your suggestion.
I tried to print the temperature tower, but it failed. The first layer 190 °C had a bad adhesion to the print bed (I still think the set temperature is not reached) and the next didn't stick to the first layer, so I had to stop the print at the third layer. Yes the bed was cleas af 😉
I could give it another try, but I expect another failure.
As said, I have done many successful prints, but never had this kind of trouble.
Attached is a picture from the last prints with different temp settings. The bottom one was the failed try on the temp tower.
At the beginning and my first spools of PLA I had huge differences as well. Since I'm unsing only Prusament I'ved havn't had any issues like that.
Thanks again to all for your help.
RE: New MK3s, very poor Layer adhesion
@joantabb
Hello Joantabb,
thank you for your suggestion.
I tried to print the temperature tower, but it failed. The first layer 190 °C had a bad adhesion to the print bed (I still think the set temperature is not reached) and the next didn't stick to the first layer, so I had to stop the print at the third layer. Yes the bed was cleas af 😉
I could give it another try, but I expect another failure.
As said, I have done many successful prints, but never had this kind of trouble.
Attached is a picture from the last prints with different temp settings. The bottom one was the failed try on the temp tower.
At the beginning and my first spools of PLA I had huge differences as well. Since I'm unsing only Prusament I'ved havn't had any issues like that.
Thanks again to all for your help.
Hello Timo
I am interested to read your post because I seem to be having similar issues with some jet black PLA I received from Prusa just last week.
Suddenly I'm struggling to print. It began with bed adhesion, but after lots of fiddling (cleaning, recalibration, which was all good) I'm now getting layer break up after quite some hours into a print.
The first build with this roll of filament was good - though I had a little fun getting first layer to stick. That was a 50hr build and it was about 200mm tall, inc scaffold. The build pieces have a shine to them, they look good. This was using default print settings from Slicr3.
Now, later into the roll and having overcome big first layer problems (I reduced the nozzle temp to 208 and increased bed to 70 - other settings left to default) the builds are matt in finish and I can't get it past about 50/60mm high before the layers start breaking apart. The settings resort to default after the first couple of layers.
Up until now, the PLA had printed beautifully. I have this job to finish, so I am nursing it through, meaning I can't just leave the machine to run... I'll have finished the first roll soon. Interested to see if the second is any different...
I've no idea what changed. Is it the filament? It's it something about the printer? I don't know so I'm now trawling the web!