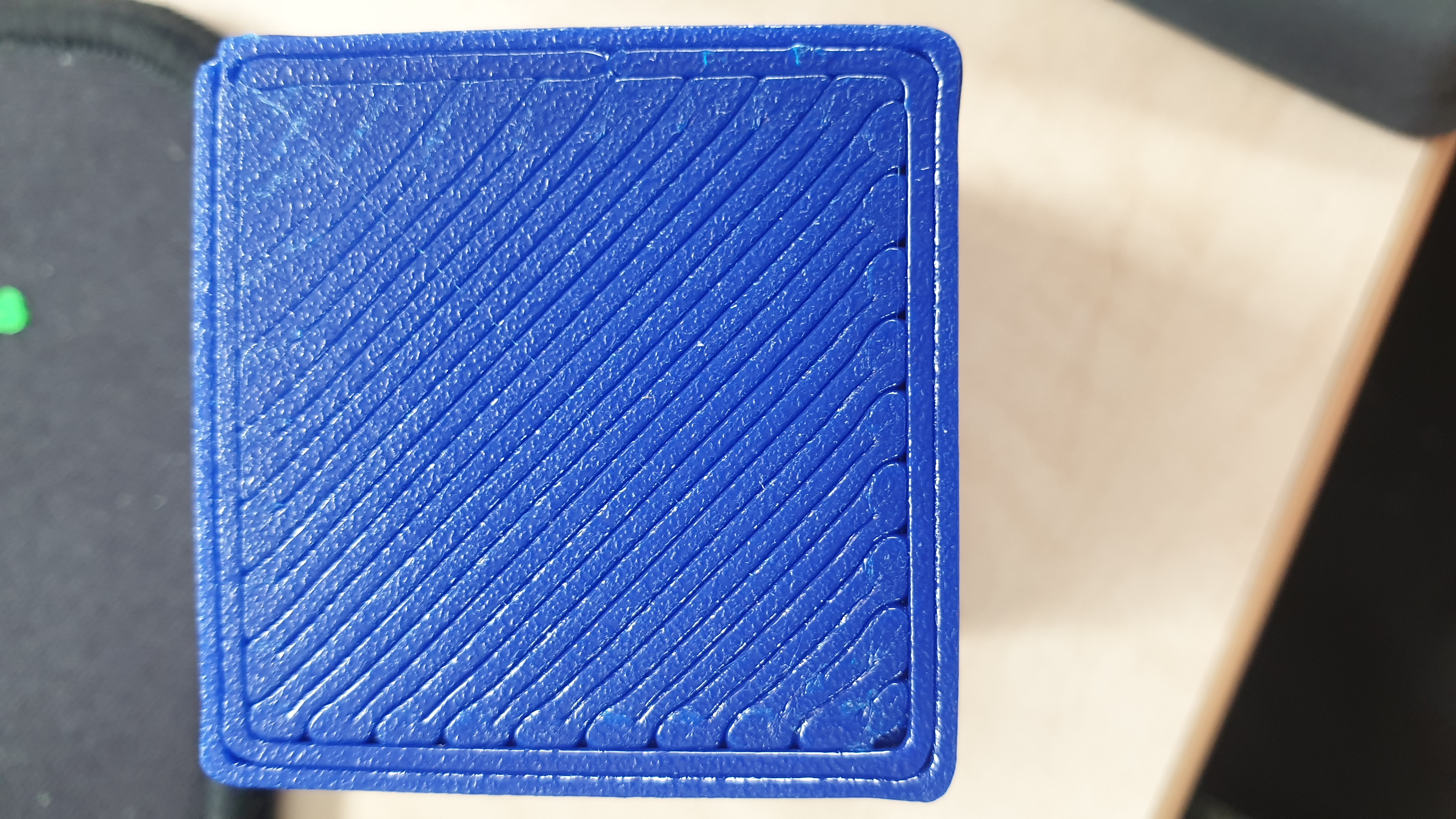
First Layer 1.2mm nozzle "imperfections"
Looking at the first layer, the edges that touch the starting point (bottom left) have small holes while the edges that touch the end point (top right) are smushed/oversmushed). Is there any way to fix this?
Using:
1.2mm E3D Volcano Hotend
0.8 Layer height,
1.45mm first layer extrusion
10mm/s first layer speed
50% Infill perimiter overlap
0.2mm Elephant foot compensation
99% Extrusion multiplier
RE: First Layer 1.2mm nozzle "imperfections"
Update: This problem has nothing to do with the start and end point. If I set the infill angle to 0°, the first 60% of the infill is underextruding, the last lines are fine.
I tried dwelling the printer in the start g-code for 10 minutes on 270°C assuming the hotend needed more time to heat up the nozzle properly. The result was negative. My next assumption is that the filament is actually cooling the hotend which is why the hotend takes some time to stabilize it's temperature... (around 30mm³/s volumetric output)
RE: First Layer 1.2mm nozzle "imperfections"
I have found that the E3D V6 hotend is limited to closer to 23mm^3/s with PLA, even with larger nozzles. This will limit speeds to less than 20mm/s.
PETG flows much easier and can be pushed at over 70mm^3/s through the V6.
You are unlikely to be hitting max speeds on such a small print, so this is unlikely the issue. I found that using a nozzle over 1mm starts to yield diminishing returns on the Mk3 due to extruder limitations. It can only push so much filament.