Correct first layer height for PETG
After assembly my new i3 MK3S, I did a number of PLA prints on the flat steel sheet with no troubles.
I started with some PETG parts on the rough sheet. Here, I am not sure about the right first layer hight.
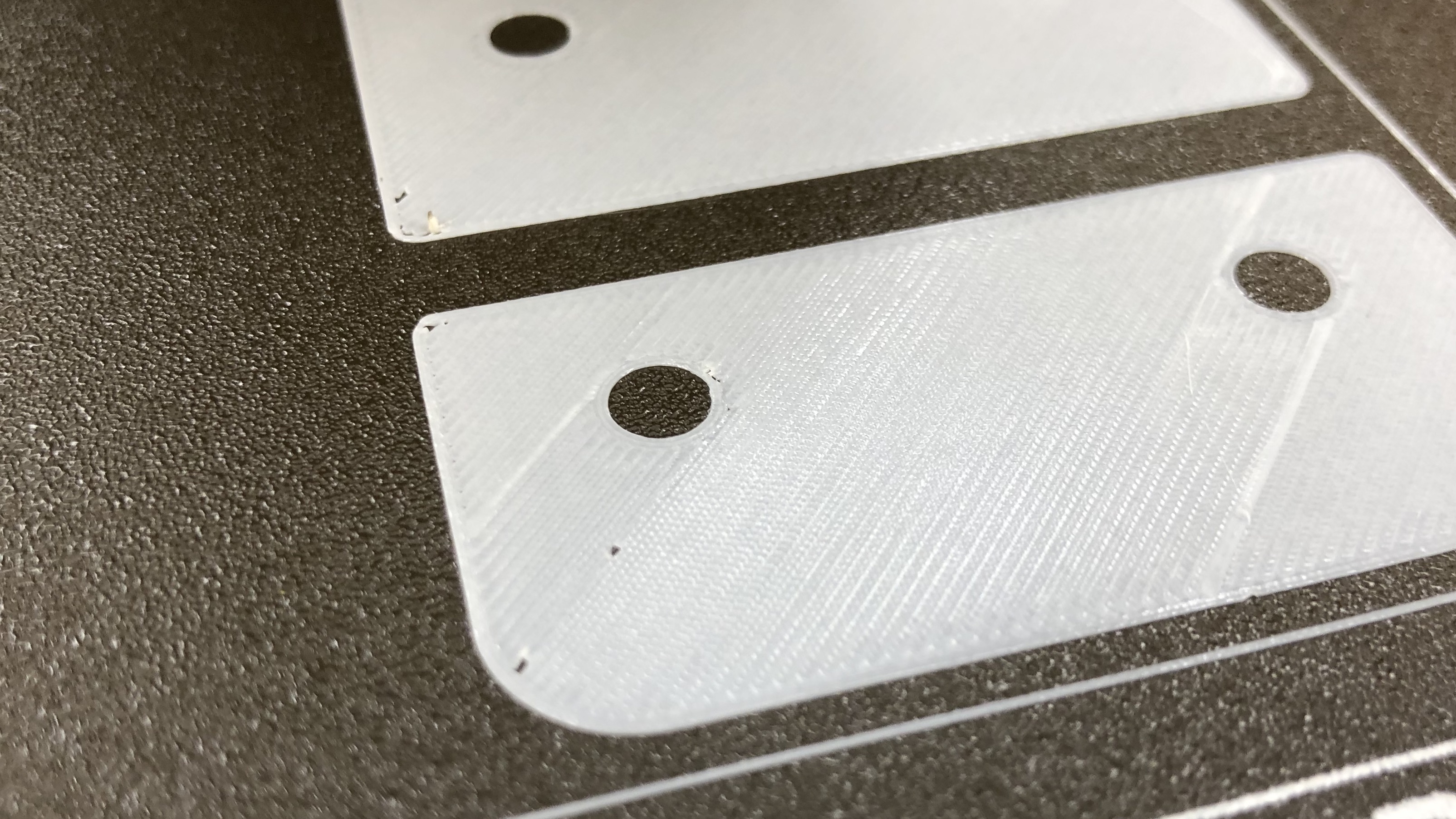
After first layer calibration, I got this first layer of the part. It seems very "squished-down" for me, but there were still these small holes you can see in the photo above. Is this normal, or should I go even lower?
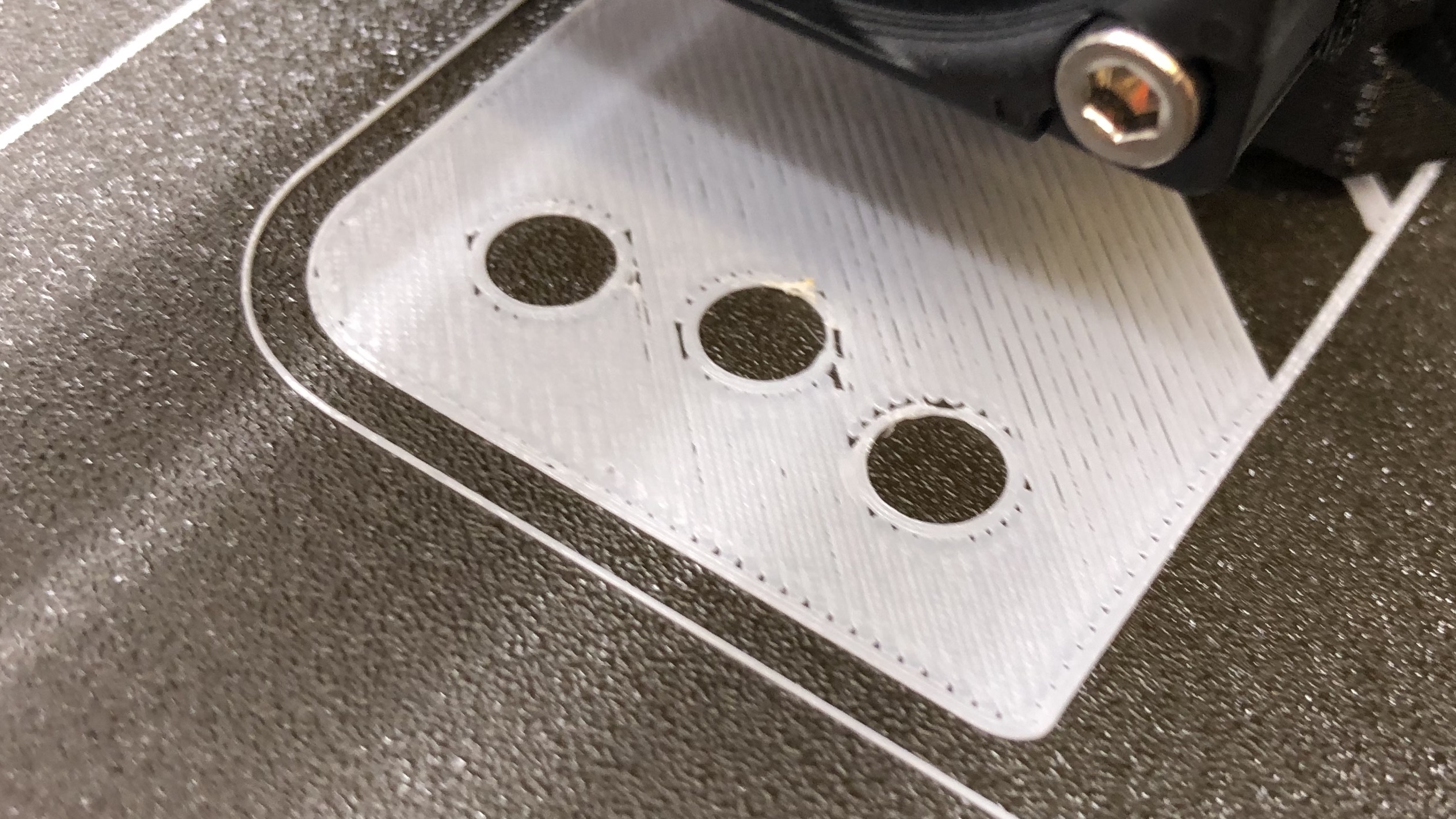
On the left side of the print, it seems the calibration is a little bit off and I got even larger holes in the first layer.
So, my questions:
- How should the first layer look for PETG on the rough sheet?
- And, I really should not clean the rough sheet with 2-propanol?
Best,
LR
Best Answer by JoanTabb:
Good Morning LR,
the textured sheet is thinner, overall than the smooth build sheet, but the textured sheet needs the filament to be more firmly squished into the surface. because tome of the filament needs to get to the bottoms of the dips in the texture pattern.
there are two mesh bed levelling setups on the Mk3 and Mk3S,
they are
3x3 Mesh Bed Levelling (MLB) (which tests nine points on the build surface and
7X7 MBL which tests 49 points on the builld surface.
If you are not already using 7X7 MBL, I would suggest that you select it, using the LCD Menu. 7X7 MBL, will give you a more accurate first layer variation map...
I find the Prusa First layer calibration tool, a little bit difficult to set the ideal first layer live 'Z' height, so I use a different process,
there are three test files in a zip file at the bottom of the first post. they are for ABS, PLA and PETG.
Try those for setting your Live 'Z' height, remember you can adjust the setting whilst the print is progressing!
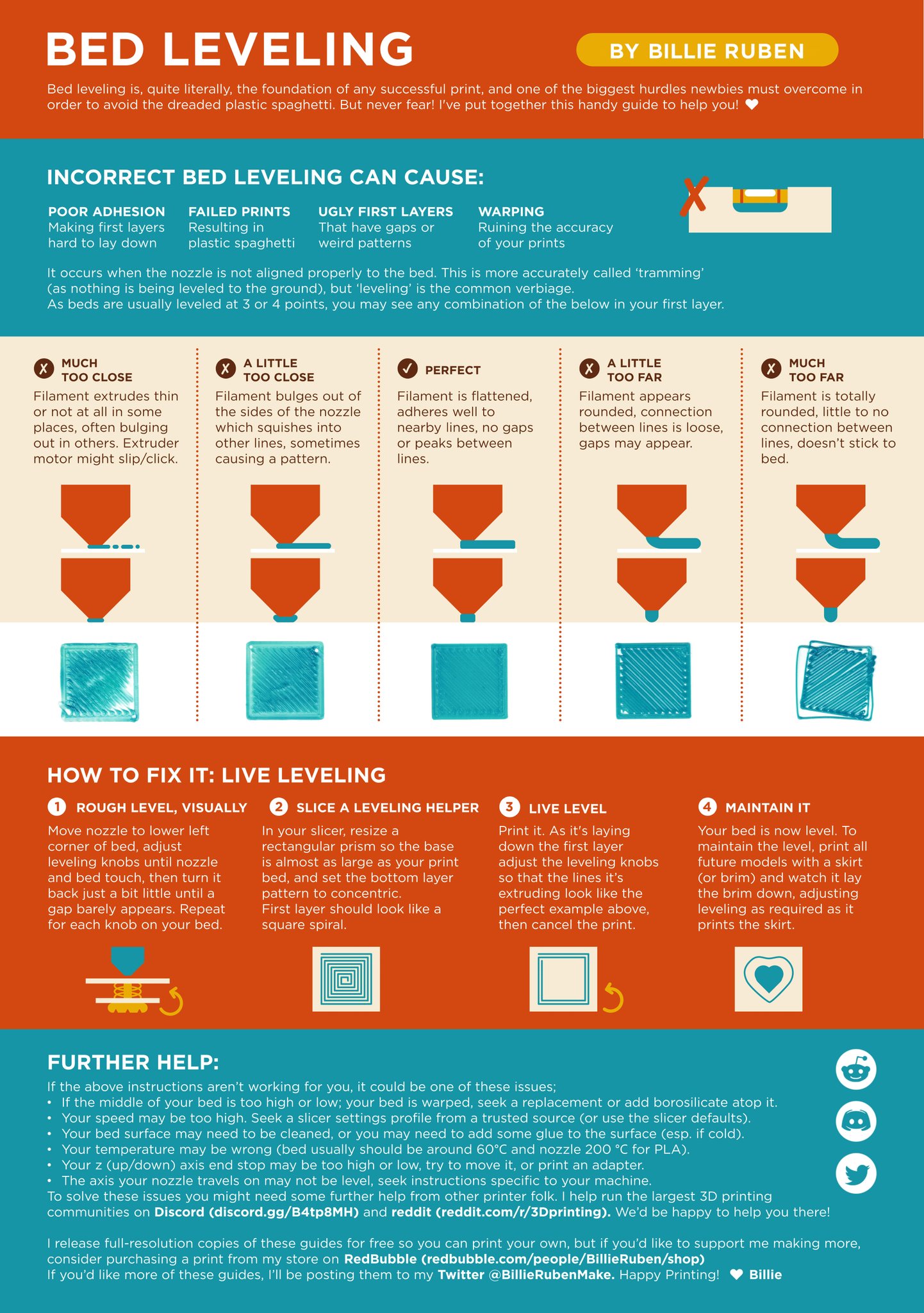
The image above is off another printer site, however the nozzle pictures are quite helpful.
the textured build plate does not need as much cleaning for use with PETG.
when a print finishes, I take the build plate off the printer and let it cool quickly, then the models usually pop themselves off the build plate,
if a model does not pot itself off the build plate, try dribbling a little IPA / propanol around the base of the model, it should soak into the bond surface with the petg or tpu, and make removal easier!
For PLA, the textured and smooth sheets need to be really clean,
I wash mine with dish soap and hot water, rinse with Hot water, and dry immediately. with paper towels
I use 60 to 70C on the bed and tune the nozzle temperature, with a temperature tower. 
regards Joan
RE: Correct first layer height for PETG
Good Morning LR,
the textured sheet is thinner, overall than the smooth build sheet, but the textured sheet needs the filament to be more firmly squished into the surface. because tome of the filament needs to get to the bottoms of the dips in the texture pattern.
there are two mesh bed levelling setups on the Mk3 and Mk3S,
they are
3x3 Mesh Bed Levelling (MLB) (which tests nine points on the build surface and
7X7 MBL which tests 49 points on the builld surface.
If you are not already using 7X7 MBL, I would suggest that you select it, using the LCD Menu. 7X7 MBL, will give you a more accurate first layer variation map...
I find the Prusa First layer calibration tool, a little bit difficult to set the ideal first layer live 'Z' height, so I use a different process,
there are three test files in a zip file at the bottom of the first post. they are for ABS, PLA and PETG.
Try those for setting your Live 'Z' height, remember you can adjust the setting whilst the print is progressing!
The image above is off another printer site, however the nozzle pictures are quite helpful.
the textured build plate does not need as much cleaning for use with PETG.
when a print finishes, I take the build plate off the printer and let it cool quickly, then the models usually pop themselves off the build plate,
if a model does not pot itself off the build plate, try dribbling a little IPA / propanol around the base of the model, it should soak into the bond surface with the petg or tpu, and make removal easier!
For PLA, the textured and smooth sheets need to be really clean,
I wash mine with dish soap and hot water, rinse with Hot water, and dry immediately. with paper towels
I use 60 to 70C on the bed and tune the nozzle temperature, with a temperature tower.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility. Location Halifax UK
RE: Correct first layer height for PETG
Thank you very much for the detailed answer! It helped me a lot! 😀