RE: Schlagen beim schnellen wechsel normal ?
Dann drücke ich mir mal selber die Daumen 😉
Eine zerlegte Waschmaschine reicht mir gerade als Projekt.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
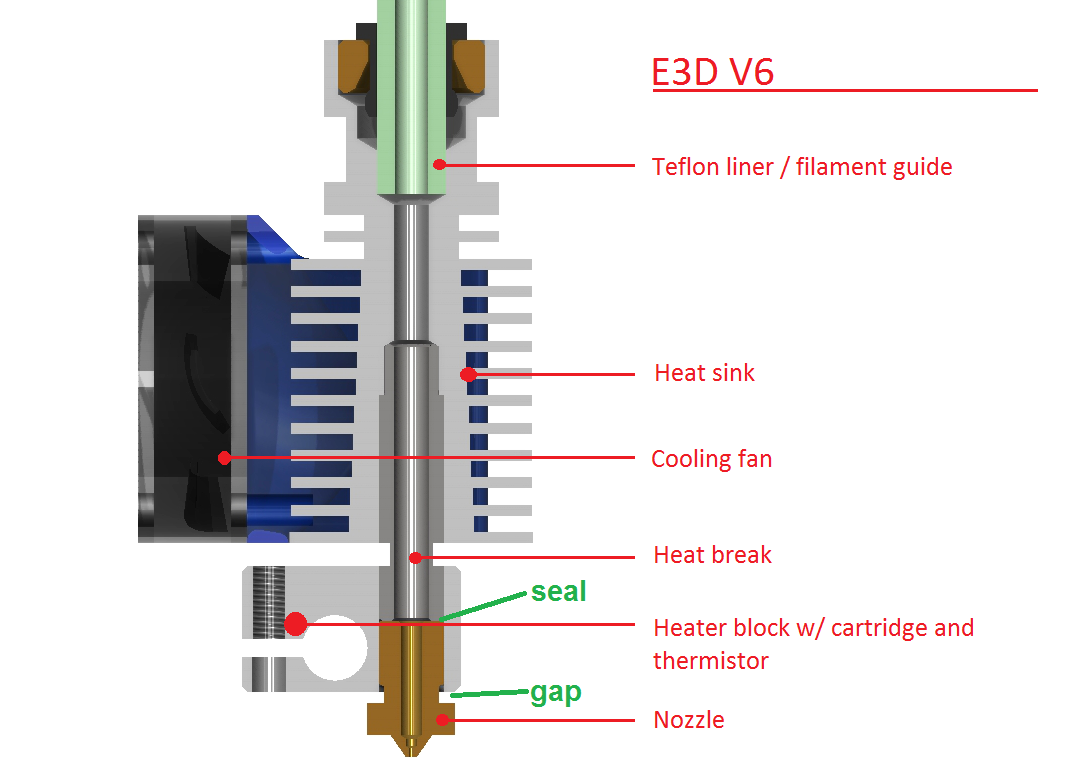
Da die Lieferung Deiner Düsen noch etwas dauert, würde ich Dir empfehlen das hotend doch mal zu zerlegen. Irgendwann wird es sowieso fällig werden. Wichtig ist das Anfasen des PTFE Röhrchens. Ich habe hier eine kleine Skizze angefertigt:
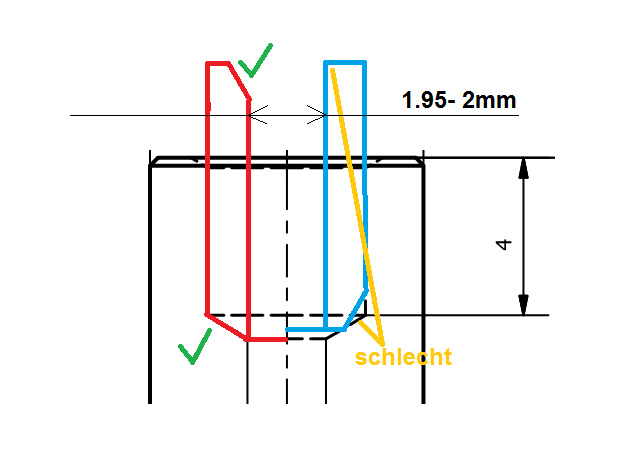
Für das Hotend habe ich folgendes PTFE verwendet: https://www.3djake.at/capricorn/xs-ultra-low-friction-ptfe-bowden . Das habe ich in 21/2 Jahren erst einmal im Zuge eines Extruder Neubaus gewechselt. Der Innendurchmesser liegt eher im Plusbereich. Ich habe 1.95mm gemessen. Das hängt ab sicherlich auch von der Charge ab. Mit Verstopfungen hatte ich so gut wie nie etwas zu tun. Das liegt aber auch daran, das ich den Extruder und die MMU2 regelmässig reinige und warte. Auch die MMU2 läuft sehr gut, nur gelegentlich sammeln sich Filamentfäden, welche den Sensor etwas irritieren. Die Ursache ist aber dann rasch beseitigt.
Bei der Montage der Düse musst Du darauf achten, dass zwischen Block und Sechskant/stirnseitig ein Abstand von mind. 0.5mm gegeben ist. Der Düsenboden am M6 Gewinde muss stirnseitig an der heatbreak gut abdichten:
Transparentes PA12 kriegst Du bei 3DJake: https://www.3djake.at/aprintapro/cleaning-filament-pa12
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Viel Glück und Erfolg beim Zerlegen, Reparieren und Zusammenbauen. Die Waschmaschine geht natürlich aus WAF Gründen vor 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
Mein Problem ist da eher die Genauigkeit.
Ich bin Handwerklich jetzt nicht ungeschickt und kann auch so manches auch als ITler machen ohne mir den Arm zu brechen 😉
Aber hier mit 0, mm Bereich und Winkel usw das ist halt nicht in der Genauigkeit meine Welt.
Und soweit ich das sehe muss man die Werte schon sehr sehr genau einhalten können.
Da ist meine Befürchtung, das ich es komplett versaue, mich nervt immer noch das mich dieser eine Lüfter und die draus folgende Probleme soweit zurückwirft, obwohl der seit Monaten so gut gedruckt hat.
Das heisst damit bekomme ich den Trichter ( Anfasen ? ) am Anfang vom PTFE
https://www.amazon.de/Wolfcraft-4315000-Manual-Countersink-Diameter/dp/B00GJQ4IUM/ref=psdc_2077012031_t1_B004VQ7PSE
Das wäre die Delux Variante ?
https://www.amazon.de/Winkel-Senker-Zentrierbohrer-Zentralen-Bohrung/dp/B07LFDXQN7/
Wie bekomme ich am besten den Winkel unten hin.
Der Winkel muss wohl exakt sein, und auch die Länge vom Winkel muss genau sein.
Gibt es da eine Vorrichtung oder Hilfe, ohne das ich von 2 m PTFE vielleicht ein Rohr mit den Angaben schaffe und der Rest verschnitt ist ?
Und den unteren Bereich zwischen PTFE und Düse bekomme ich daher nur mit kleinen Borher oder Pinzette sauber.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Wenn ich nächste Woche meine neue Nozzle bekomme, sollte ich auf irgendwas achten ?
Ich vermute das ganze wieder auf Temeratur bringen und dann einfach aufschrauben mit dem nötigen Abstand ?
Speziell aufbereiten vom Heizblock wo das Nozzle dran geschraubt wird, muss ich nicht ?
Die Prozedur zum Tauschen der Nozzle kennst Du ja vermutlich schon recht genau. Auch für andere, die hier mitlesen noch eine kurze Anleitung von mir dazu.
1. Den Extruder in seiner z-Position nach oben fahren.
2. Den Fanshroud (Luftdüse vom Bauteillüfter) und evtl. die Siliconsocke entfernen.
3. Eine neue Düse (Nozzle) vorbereiten (Gewinde z. B. mit Anti-Seize bestreichen) und parat legen.
4. Das Hotend aufheizen, ich stelle als "Heißdrucker" 280°C ein, um die Düse mit einem Maul- oder Steckschlüssel zu lösen.
5. Die Düse vorsichtig lösen und herausdrehen, dabei den Heizblock gegen verdrehen mit passendem Werkzeug festhalten und auf die Anschlussdrähte vom Heizelement und Thermistor achten, nicht beschädigen oder abreißen.
5a. Das Hotend erstmal etwas abkühlen lassen, damit man sich nicht die Finger verbrennt, um eine neue Düse einzusetzen.
6. Die vorbereitete Düse mit z. B. einem Steckschlüssel in den Heizblock schrauben. Beim Festziehen muss das Hotend wieder hoch aufgeheizt werden, damit sich die Düse beim Drucken nicht von allein wieder lösen kann. Den Heizblock dabei wieder gegen Verdrehen sichern. Die Düse darf dabei nicht direkt gegen dem Heizblock geschraubt werden, sondern muss mit dem internen Heat-Break gekontert werden, um diese Verbindung abzudichten und alle verbundenen Teile mechanisch zu fixieren. Ein schmaler Spalt, ca.0.5mm -1mm, muss zwischen dem Kragen der Düse und dem Heizblock verbleiben. Etwas Vorsicht beim Verschrauben walten lassen, nicht zu viel Kraft ausüben. Nach ganz fest kommt ganz lose! Karl hat sich ein tolles Werkzeug mit Einstellung vom Drehmoment dazu gebaut.
7. Das Hotend wieder abkühlen lassen und die Siliconsocke und den Fanshroud wieder montieren. - Fertig.
Für Arbeiten am Heat-Break, Kühlkörper oder PTFE sollte man das ganze Hotend aus dem Extruder ausbauen.
Viel Erfolg.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
@holger-s3
Das nenn ich mal eine tolle Anleitung! 👍
@projektc
Die von Holger verlinkten Zentrierbohrer würde ich nehmen. Ideal eignet sich der mit 2mm Zapfendurchmesser. Die sind einzeln nicht viel billiger als im Set zu kriegen. Aber auch der Handsenker ist ganz praktisch, da Du damit natürlich auch gedruckte oder sonstige Bohrungen entgraten kannst.
Die heatsink zeigt in der E3D Zeichnung eine Senkung (normgerecht ist was Anderes) welche nicht bemasst ist, und wahrscheinlich auch unterschiedlich gefertigt wird (je nach Hersteller). Spiralbohrer haben normalerweise einen Gesamtspitzenwinkel von 118 Grad, HM Bohrer 120 oder 90 Grad. Ich habe mir einen Bleistiftspitzer nachgebaut auf welchem ich eine Bleistift Spitzerklinge, je nach Senkungstyp 45Grad oder 30Grad anbringen kann und damit das PTFE vorsichtig anspitze. Zuerst 30Grad testen, wenn es nicht ganz passt, mit 45Grad nachspitzen.
Sowas wie das hier, nur eben mit besagten Spitzenwinkeln: Anspitzer
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Wie bekomme ich am besten den Winkel unten hin.
Der Winkel muss wohl exakt sein, und auch die Länge vom Winkel muss genau sein.
Gibt es da eine Vorrichtung oder Hilfe, ohne das ich von 2 m PTFE vielleicht ein Rohr mit den Angaben schaffe und der Rest verschnitt ist ?
Ich hänge Dir meinen 60° PTFE Anspitzer für 4/2.0mm und 4/2.5mm PTFE in der .zip hier an. Hat bei mir bisher immer zufriedenstellend funktioniert. Als Klinge passen die bekannten Klingen für einen Bleistiftanspitzer.

2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Ich habe hier ein kleines Multitool zum Anspitzen zusammengestellt. Das sollte für den Einsatz am Prusa ausreichend sein. Die notwendigen Zubehörteile wie Klingen und der Zentrierbohrer sind leicht erhältlich und nicht teuer:
https://www.prusaprinters.org/prints/34035-ptfe-multitool
Anspitzer Klingen: Spitzerklingen
Teppichmesser Klingen: Teppichmesser Klingen
Zentrierbohrer z.B.: Zentrierbohrer
Die Schrauben sind metrisch M2.5 Zylinderkopf, M3 Senkkopf, M3 Gewindestift und eine M3 Vierkantmutter. Mit den Capricorn PTFE's funktioniert das Anfasen super. Ich werde noch eine detailierte Stückliste hinzufügen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
So neue Düse eingebaut, war zwar am Mittwoch schon per DHL vor meiner Türe da, aber meine Frau nicht daheim ....
Jetzt auch mit einer E3D Socke, mal sehen, ob das was bringt.
Zuerst einen schock bekommen, weil bei der First Layer kam unten nichts raus.
Oben beimi Filament die Schraube rausgemacht und bei 215 das Filament runter gedrückt, was sehr leicht ging bis es unten sauber rausgekommen ist.
Nun wieder First Layer gemacht.
Davor war er bei 0,63o und war für mich gut.
Mit der alten Düse nach dem Crash war es bei über 0,700 und immer noch nicht gut.
Jetzt mit der neuen Düse bin ich bei 0,615 und unten ist es glatt und oben ist es nahe zu glatt und schön duchsichtig.
Später mal einen Druck machen.
In 2 Wochen habe ich Urlaub, dann werde ich mich mit dem Thema Extuder mal genauer befassen und auch ein gutes PTFE besorgen.
Da wird mir euer Toolkit bestimmt viel helfen.
RE: Schlagen beim schnellen wechsel normal ?
Nachdem ich gestern doch etwas verzweifelt war, weil der First Layer super aber jeder Druck bescheiden von der Haftung war,
habe ich heute zum ersten mal im Spühlmittel die Platte sauber gemacht 😉
Hat bis jetzt immer super mit Iso davor funktioniert.
Anscheinend war genau beim First Layer keine Fettbratzen drauf.
Siehe da, kaum man man die mit Spühle sauber schon haftet es wieder 😉
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Isopropanol braucht man eigentlich gar nicht zum Entfetten. Ich mache es, wie auch beim Vorbehandeln zum Galvanisieren mit fettlösenden Reinigungsmitteln und anschl. Spülen mit dest. Wasser. Dannach gut mit einem fuselfreien Tuch getrocknet und ab da nur mehr mit Handschuhen angefaßt. Dannach darf man mit IPA drüberwischen, ist aber nicht notwendig. Es geht halt schneller und einfacher als das Waschen und Spülen, ist aber oft nicht effektiv genug.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
Ok bis jetzt hat es alleine immer gereicht aber gut den positiven Effekt zu sehen.
ich mag auch nicht ausschließen das etwas Waffen Spray etwas auf die Platte gekommen ist 😊
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Mit "Waffenspray" meinst Du wahrscheinlich das flunatec. Das Material haftet extrem und ist nur mit Seife, ordentlich mit einem Schwamm schruppen und spülen wieder von der Druckplatte zu entfernen. Wenn Du den Spray am Drucker verwendest, ist es besser die Druckplatte zu entfernen bzw. abzudecken bis die Beschichtung getrocknet ist.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
Yeep das meinte ich und oh Wunder es haftet wieder 😊