Neuer Prusa MK3s und gleich ein paar Fragen.
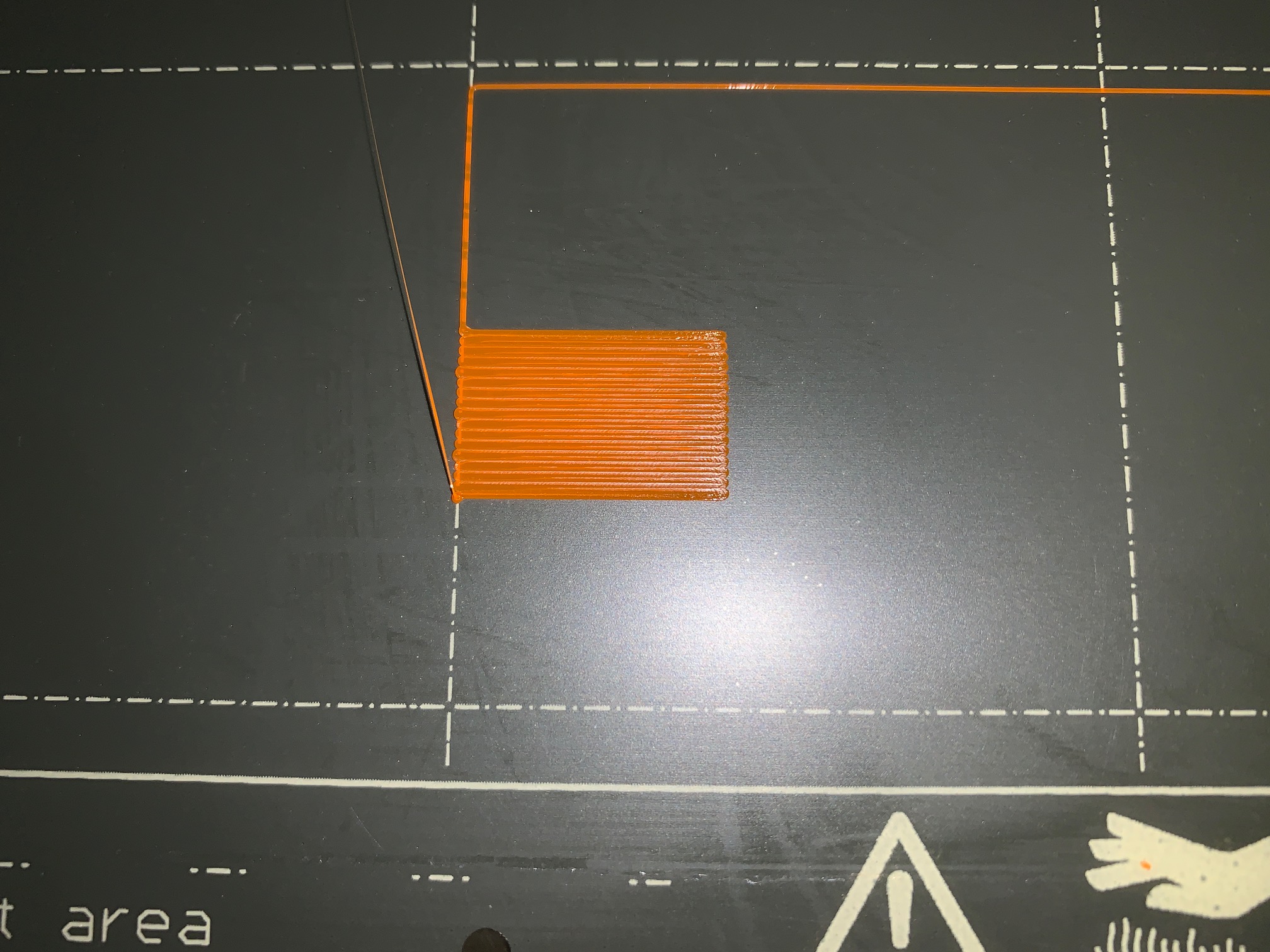
Moin. Seit gestern habe ich meinen Prusa MK3S. Im Vorwege auf die wirklich lange Wartezeit von fast 10 Wochen habe ich mir sämtliche Videos und Anleitungen angeschaut. Beim Kalibrierungsvorgang lief auch alles einwandfrei ab, bis zu dem Punkt wo der Abstand zwischen Nozzle und Bed bestimmt wird. In dem Prusa Video für Beginner wurde von einem Abstand von -1,15 mm gesprochen. Bei mir habe ich -0.752 mm eingestellt. Ab -0,9 mm sieht man wie das Filament immer dünner wird bis gar kein Filament mehr zu sehen ist. Die ersten Drucke waren super, aber auch immer mit ein paar Fehlern behaftet. So habe ich bei fast jedem Bauteil etwas längere Ziehnasen (kein Stringing). Diese bleiben dran und lassen sich auch anschließend sehr gut abziehen. Ich drucke derzeit mit dem Prusament Orange PETG. Auch finde ich, dass die Primeline ziemlich dick ist (vielleicht ja normal). Anbei ein paar Bilder.
Habe noch ein paar Fragen
Wohin speichert der Drucker seine Kalibrierungsergebnisse? Macht es Sinn die Kalibration auf 7x7 statt 3x3 zu stellen?
Und warum ist der Flow auf 95% gestellt?
Vielen Dank vorab.

RE: Neuer Prusa MK3s und gleich ein paar Fragen.
@d-ranik
Ich hoffe ein paar kurze Antworten helfen Dir weiter. Bin etwas in eile.
Die Primeline ist normal. Die ist etwas dicker weil dabei der Druck aufgebaut wird in der Düse.
Der Abstand ist absolut individuell. Den kannst Du also tatsächlich nur anhand der "FirstLayerCalibration" und des Druckbilds ermitteln.
Die Kalibrierungsdaten werden auf dem Einsy Board gespeichert. Natürlich nur bis zu einen Factory Reset. Und ja, 7x7 macht Sinn. Das kannst Du ruhig umstellen. Das dauert, gemessen an den Druckzeiten, ja auch nicht so viel länger.
Das warum beim Flow kann ich Dir nicht erklären.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
Moin. Seit gestern habe ich meinen Prusa MK3S. Im Vorwege auf die wirklich lange Wartezeit von fast 10 Wochen habe ich mir sämtliche Videos und Anleitungen angeschaut. Beim Kalibrierungsvorgang lief auch alles einwandfrei ab, bis zu dem Punkt wo der Abstand zwischen Nozzle und Bed bestimmt wird. In dem Prusa Video für Beginner wurde von einem Abstand von -1,15 mm gesprochen. Bei mir habe ich -0.752 mm eingestellt. Ab -0,9 mm sieht man wie das Filament immer dünner wird bis gar kein Filament mehr zu sehen ist. Die ersten Drucke waren super, aber auch immer mit ein paar Fehlern behaftet. So habe ich bei fast jedem Bauteil etwas längere Ziehnasen (kein Stringing). Diese bleiben dran und lassen sich auch anschließend sehr gut abziehen. Ich drucke derzeit mit dem Prusament Orange PETG. Auch finde ich, dass die Primeline ziemlich dick ist (vielleicht ja normal). Anbei ein paar Bilder.
Habe noch ein paar Fragen
Wohin speichert der Drucker seine Kalibrierungsergebnisse? Macht es Sinn die Kalibration auf 7x7 statt 3x3 zu stellen?
Und warum ist der Flow auf 95% gestellt?
Vielen Dank vorab.
Bezüglich Flow: Soviel ich weiß, hat Prusa bei der Weiterentwicklung vom MK2 zum MK3 aus irgendwelchen Gründen den flow um 5% auf 95% reduziert. Angeblich handelt es sich dabei um Ungenauigkeiten im Slicer und dem Extruder.
Ich habe meinen Extruder kalibriert und optimiere die Einstellungen/Filament im Slicer und nicht in der gcode Ausgabe (M221). Ich habe die Zeile aus dem PrusaSlicer entfernt (M221 S{if layer_height>=0.075}95{else}100{endif} ; compensate for large layer height).
Hier ein Beitrag vom Josef Prusa: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-others-archive/updated-slic3r-pe-over-extrusion-and-cooling-solved/#post-58258
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
Ich habe noch eine Frage. Das mit der Kalibrierung habe ich soweit hinbekommen.
Nun wollte ich mein Raspberry PI3B mit Repetier Server anschließen.
Der Drucker ist richtig im Repetier eingetragen.
Der Drucker bootet jedoch immer neu.
Auch eine Änderung im Menü des Drucker auf Raspberry on brachte keine Änderung.
Kann jemand da helfen?
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
@kontakt-8
Wie hast Du denn das Raspi mit dem Druckerboard verbunden? Beim Anschluss eines USB Kabels an den PC wird automatisch ein Reset beim Drucker ausgelöst. Die ist notwendig zum FW flashen. Der Reset sollte aber keine Schleife durchlaufen. Vielleicht wechselst Du einfach mal das Kabel. Ich selber arbeite mit Octoprint und kann softwaretechnisch zu Repetier Server Lösungen leider nichts beitragen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
Moin. Der Raspi ist mit dem Drucker über USB und nicht direkt verbunden.
@karl-herbert - Du hattest Recht. Es war in der Tat das USB Kabel. Wie gut, dass man immer ein paar zu Hause rumliegen hat.
Jetzt ist bei mir noch ne Frage aufgekommen. Ich habe das Bed gelevelt und bekomme gute und saubere Drucke mit PLA Prusament Silver.
Wenn ich dann aber mit Prusament PETG Orange drucke, dann scheint der Abstand nicht zu stimmen. Er quetscht das Filament zu sehr und die erste Schicht ist rau. Also hier auch gelevelt und etwas nach oben gegangen und dann geht es da auch.
Ist das normal?
Kann man Level Werte für unterschiedliches Material speichern oder im Prusa Slicer den Wert für PETG hinterlegen?
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
@kontakt-8
Ab der 3.8.1 Firmware kann man verschiedenen Sheets einen Z-Adjust Wert zuordnen (Stahlblech Profile) und die entsprechende Einstellung übers LCD auswählen. Normalerweise sollte aber beim Wechsel von PLA auf PETG keine Änderung des Z-Adjust Wertes notwendig sein. Hast Du die richtigen Einstellungen für PETG im Slicer gewählt?
https://help.prusa3d.com/de/article/steel-sheet-profiles_1955
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
Ich benutze hierfür den Prusa Slicer. Dort wähle ich aus, welches Filament ich nehme. In dem Fall Prusa zu Prusa.
Ich habe den Drucker nur mit dem Standard Bed bestellt.
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
@kontakt-8
Am besten Du kontrollierst das mal am Display. PLA wird bei ca. 205 Grad gedruckt, PETG etwa 30 Grad wärmer. Auch die Bett Temperatur sollte beim PETG ca. 30Grad höher sein. Wenn Du von PLA auf PETG wechselst, ist es vorteilhaft die Düse zu reinigen:
coldpull: https://help.prusa3d.com/de/article/kaltzug_5169
Bei argen Verschmutzungen: https://help.prusa3d.com/de/article/verstopftes-hotend_5974
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
Meinst Du, dass der Drucker nach knapp über einer Woche schon verdreckt ist?
RE: Neuer Prusa MK3s und gleich ein paar Fragen.
@kontakt-8
Das kann schon nach einigen Stunden Druckzeit passieren. Wie auch immer, beim Filamenttyp Wechsel kann es nicht schaden wenn Du die Düse von Resten des vorherigen Filamentes befreist. Ich verwende dafür transparentes Nylon. Dabei stelle ich die Düse auf 280 Grad C., laase ca. 10 bis 20 cm durchfließen, anschl. auf 120 Grad C. abkühlen und ziehe das Filament dann ruckartig aber vorsichtig aus dem hotend. Das wiederhole ich evtl. nochmal. Bei Verstopfungen gibt es hilfreiche tools wie z.B. Düsennadeln oder 1.6mm Wolfram Elektroden. Mit den Wolfram Elektroden kannst Du von oben nachschieben, mit der Düsennadel durch die Düse, natürlich bei erhitztem hotend.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.