RE: Gedruckte Objekte werden (von der Düse?) verschoben
@jan112
Das hat sich alles erledigt, nachdem wir das Hotend ausgebaut haben und dann alles neu kalibriert haben 🙂 Aber wenn es Ursache sein könnte, probieren wir das gerne aus.
Extruder kalibrieren... Habe das bisher nur im Video gehört und dafür brauchte es Octoprint. Wir versuchen es mal hiermit:
https://help.prusa3d.com/de/article/kalibrierung-des-extrusionsmultiplikators_5911
Wir haben uns nun auch einen digitalen Messchieber bestellt, den scheint man ja öfter mal zu brauchen...^^ ( https://www.amazon.de/Messschieber-Schieblehre-Messwerkzeuge-Spritzwasserdicht-Ersatzbatterie/dp/B073S69SQ1/)
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Octoprint ist nicht zwingend notwendig. Hat man das komplette Softwarepaket von Prusa installiert, ist Pronterface mit dabei. Dort gibt es auch eine Konsole, genau wie bei Octoprint. Der drucker wird über USB angesprochen.
Ich würde ja noch nicht kalibrieren, nur überprüfen ob die Fördermenge überhaupt stimmt.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Um den Extruder (esteps) zu kalibrieren benötigst Du lediglich Pronterface und einige code Zeilen. Hier ist es recht gut beschrieben:
https://drucktipps3d.de/extruder-esteps-kalibrieren/ .
Hardwarebedingt (Ritzeldurchmesser) können da schon mal kleine Abweichungen erkennbar sein. So habe ich bei meinem "selfmade" Extruder den theoretischen Wert der esteps von 420 auf 423.5 ändern müssen. Ich habe die Messung bei montierter Düse und extrudierendem Filament durchgeführt.
Je nach Filamenttyp müssen dann auch die Extrusionsfaktoren im Slicer getestet und gegebenenfalls angeglichen werden.
Ein weiteres Kapitel zum Präzisieren der Extrusion wäre die Ermittlung des LA/Filamenttyp: https://help.prusa3d.com/de/article/linear-advance_5876
Den Extrusionsfaktor in PrusaSlicer würde ich mal auf 0.95 setzen und schrittweise reduzieren.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Ich habe noch einen Tipp bekommen, dass ich nicht jeder Datei vertrauen soll^^ Wir haben dann doch mal das Objekt auf den Kopf gedreht und es ist ohne Probleme gedruckt. Kein super sauberer Druck, aber das wären dann halt Feinjustierungen...
Wahrscheinlich sollten wir auch jetzt mal einen Udemy-3D-Druck-Kurs machen und uns mehr mit dem Slicer beschäftigen... Ränder, Stützen, richtig platzieren, Infill, etc... Vllt. sind die Drucke großteils einfach nur schief gelaufen, weil wir so naiv waren, zu denken, dass man sich einfach die Datei runter lädt, auf slicen drückt und dann kann man es in den Drucker schieben... 😀
Den guten Tipps werden wir auf jeden Fall auch noch folgen, vielen Dank 🙂 Solange wir erstmal ein paar funktionale Teile erfolgreich drucken können, kommt auch die Motivation wieder 😛
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Fremden gcode würde ich eher meiden, da jeder Drucker individuel parametrisiert ist. Sicherer ist es die STL Datei mit dem eigenen, auf den Drucker abgestimmten Slicer zu bearbeiten. Ich z.B. füge zu meinen hochgeladenen Prusaprints oder auf Thingiverse oder sonst wo nie gcodes dazu.
Viel Spaß beim Tüfteln und Testen - da kommt sicherlich keine Langeweile auf 👍 !
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Wir konnten jetzt schon einige Dinge drucken 🙂 Dass mal was schief läuft und unser Z nochmal nachkalibriert werden muss ist klar, aber es wird^^
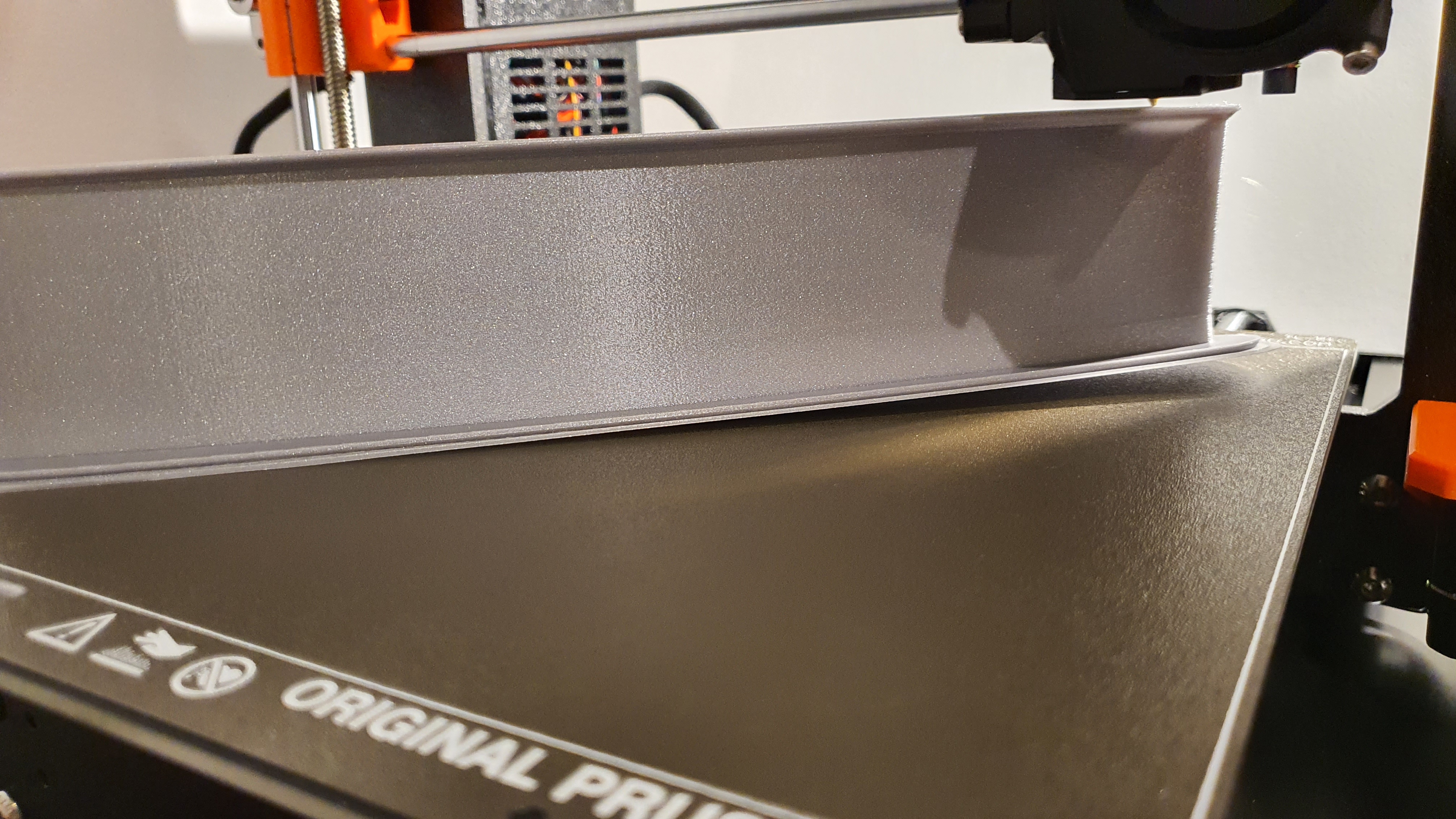
Unser häufigstes Problem ist noch das:

Wie ich verstanden habe, kann es daran liegen, dass das Bett nicht sauber war, dass es zu heiß oder zu kalt ist oder halt wieder an Z... ^^
Das Bett war sauber, aber wir besorgen uns auf jeden Fall noch was stärkeres, neben Spüli + Wasser. Z kalibriere ich neu, wenn der Drucker endlich im Schrank steht.
Gibt es wegen "Bett zu heiß / kalt" noch Tipps? Ist PLA, Standard-Einstellung sind 60, aber seit ich mit 65 drucke, hat sich gefühlt die Haftung verbessert, außer bei diesem Teil 😀 Mehr erhöhen und 70 oder immer bei 60 bleiben?
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis - die Hersteller-Angaben sind nur Richtwerte. Je nach Modell, Druckgeschwindigkeit, Slicereinstellungen kann man diverse Parameter wie Temperaturen schon mal verändert. In der Regel reichen 60°C am Brett völlig aus. Bei höheren Bretttemperaturen kann es dir schon mal passieren, das sich das Model schon beim Drucken verzieht.
"Spüli" ist auch so eine Sache bei der du mal nachsehen solltest, ob dein Spüli eventuell einen Balsam enthält (welcher gut für die Hände sein soll) Mit solchen Produkten wird die Haftung noch schlechter, da sie fetten. Ich verwende ein Gemisch aus Wasser und Pril Power, das fettet nicht nach. Stink normaler Glasreiniger sollte aber auch gehen, solange du kein Isopropanol hast.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Der Drucker besteht großteils aus Kunststoff und einigen verschraubten Aluelementen, d.h. er ist nicht sehr verwindungssteif und da kann es schon passieren, dass beim Umpositionieren dessleben der Firstlayer nicht mehr passt. Ich würde das auch mal überprüfen und eventuell näher ans Bett ran (Z Minuswert erhöhen). Zum Reinigen des Druckbettes verwende ich meistens ein normales Geschirrspülmittel und viel warmes Wasser. Evtl. noch etwas mit Isopropanol nachwischen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@karl-herbert
Ah klar... Rand wäre hier sicherlich ne gute Idee gewesen... Der Schrank wird das mit der Umgebungstemperatur regeln, das kann gut sein, da der Drucker aktuell in Fensternähe steht.
@manfred
Danke für den Tipp, Balsam hat unser bestimmt auch drin... Habe es mal gelesen, aber nicht dran gedacht. Wir steigen dann auch erstmal auf Glasreiniger um! 🙂
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Wir konnten jetzt schon einige Dinge drucken 🙂 Dass mal was schief läuft und unser Z nochmal nachkalibriert werden muss ist klar, aber es wird^^
Unser häufigstes Problem ist noch das:
Wie ich verstanden habe, kann es daran liegen, dass das Bett nicht sauber war, dass es zu heiß oder zu kalt ist oder halt wieder an Z... ^^
Das Bett war sauber, aber wir besorgen uns auf jeden Fall noch was stärkeres, neben Spüli + Wasser. Z kalibriere ich neu, wenn der Drucker endlich im Schrank steht.
Gibt es wegen "Bett zu heiß / kalt" noch Tipps? Ist PLA, Standard-Einstellung sind 60, aber seit ich mit 65 drucke, hat sich gefühlt die Haftung verbessert, außer bei diesem Teil 😀 Mehr erhöhen und 70 oder immer bei 60 bleiben?
Hallo, ich glaube. dass ich das gleiche Problem habe... 
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@gpelekanos
https://help.prusa3d.com/de/article/warping_6009#fehlerbehebung
Bei uns ist es besser geworden, seit wir den Schrank nun fertig haben. Wir haben jetzt auch endlich einen guten Z-Wert, haben nen Temp Tower gemacht, um mit der Temperatur für unser Filament sicher zu gehen und werden abschließend noch eine Kalibrierung des Extrusionsmultiplikators machen und vllt. mit Hilfe eines Octoprint-Plugins das Bed Leveling noch etwas optimieren. 🙂
Mit jedem Schritt werden die Ergebnisse auf jeden Fall besser. Und ein Schrank für den Drucker scheint echt wichtig zu sein...