Gedruckte Objekte werden (von der Düse?) verschoben
Hallo,
ich zeige mal ein Bild unseres Problems:
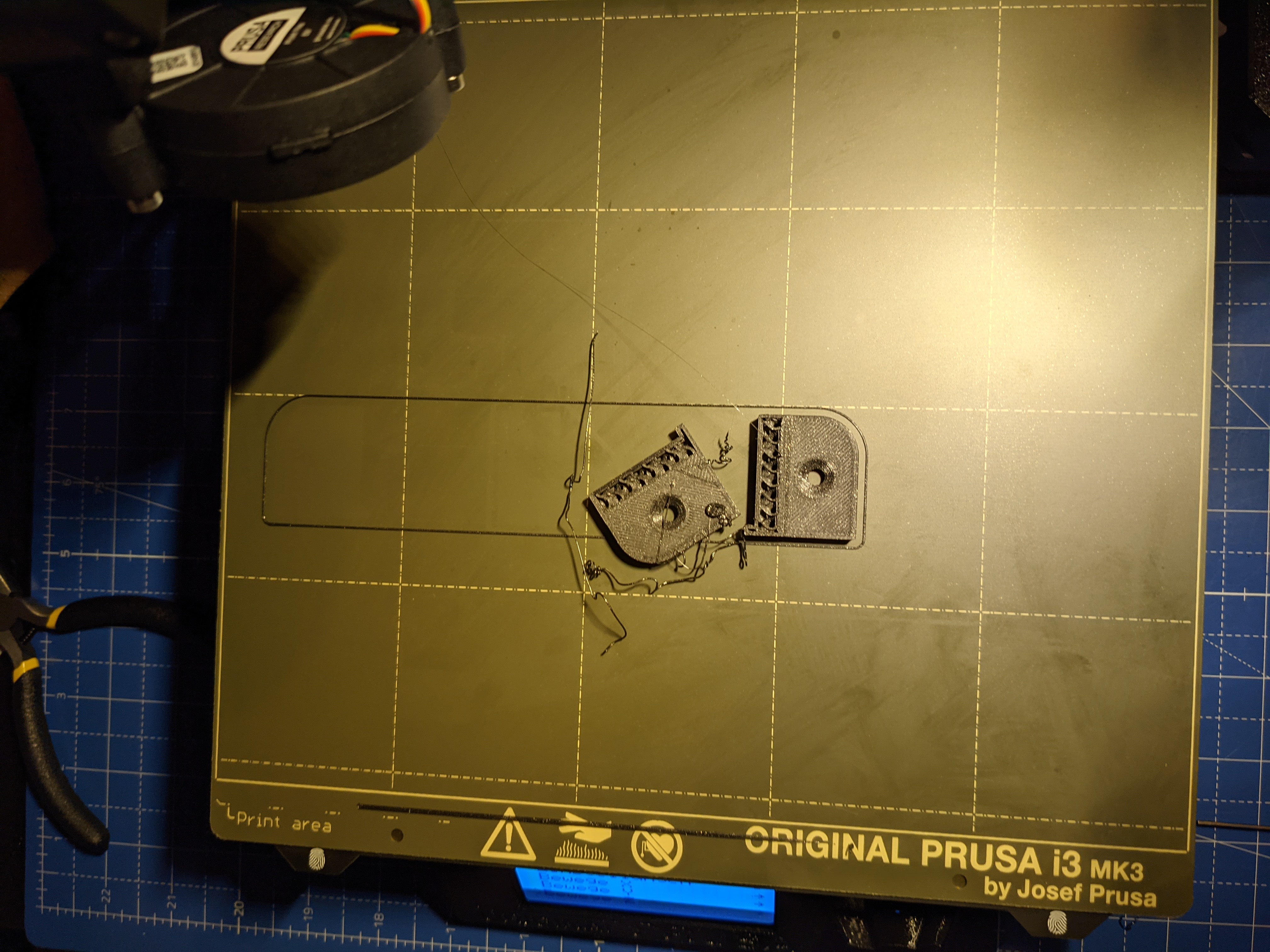
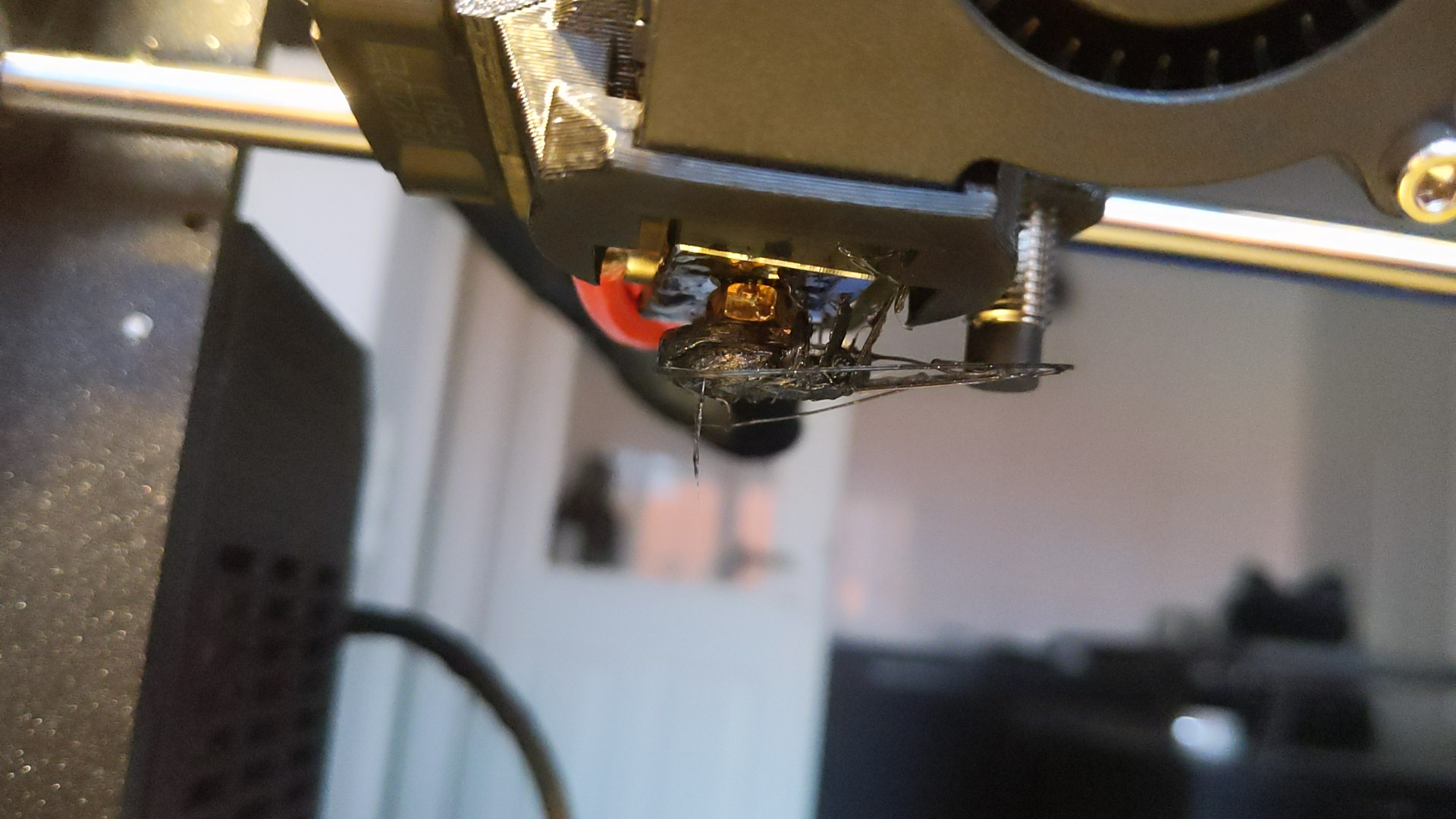
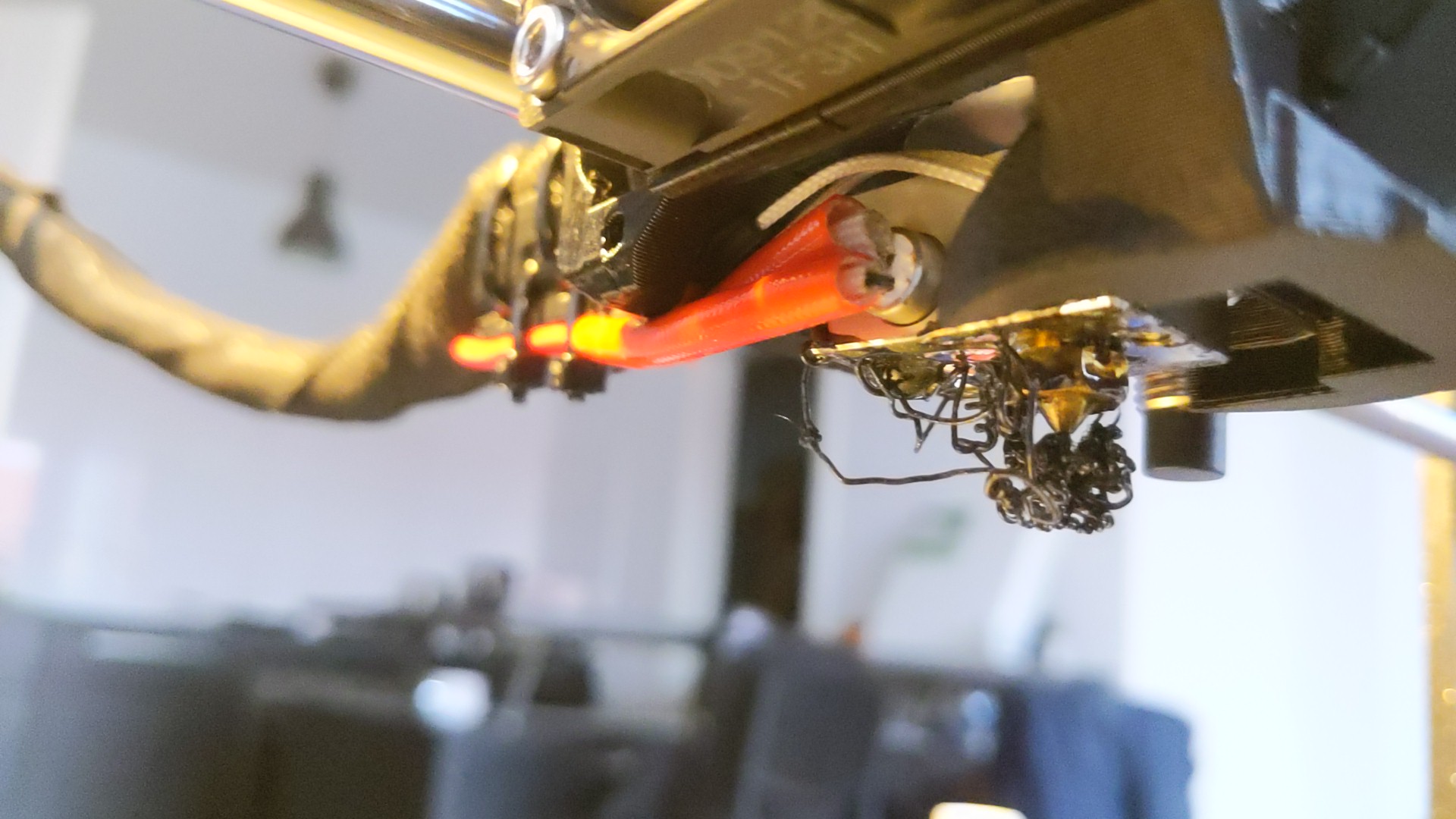
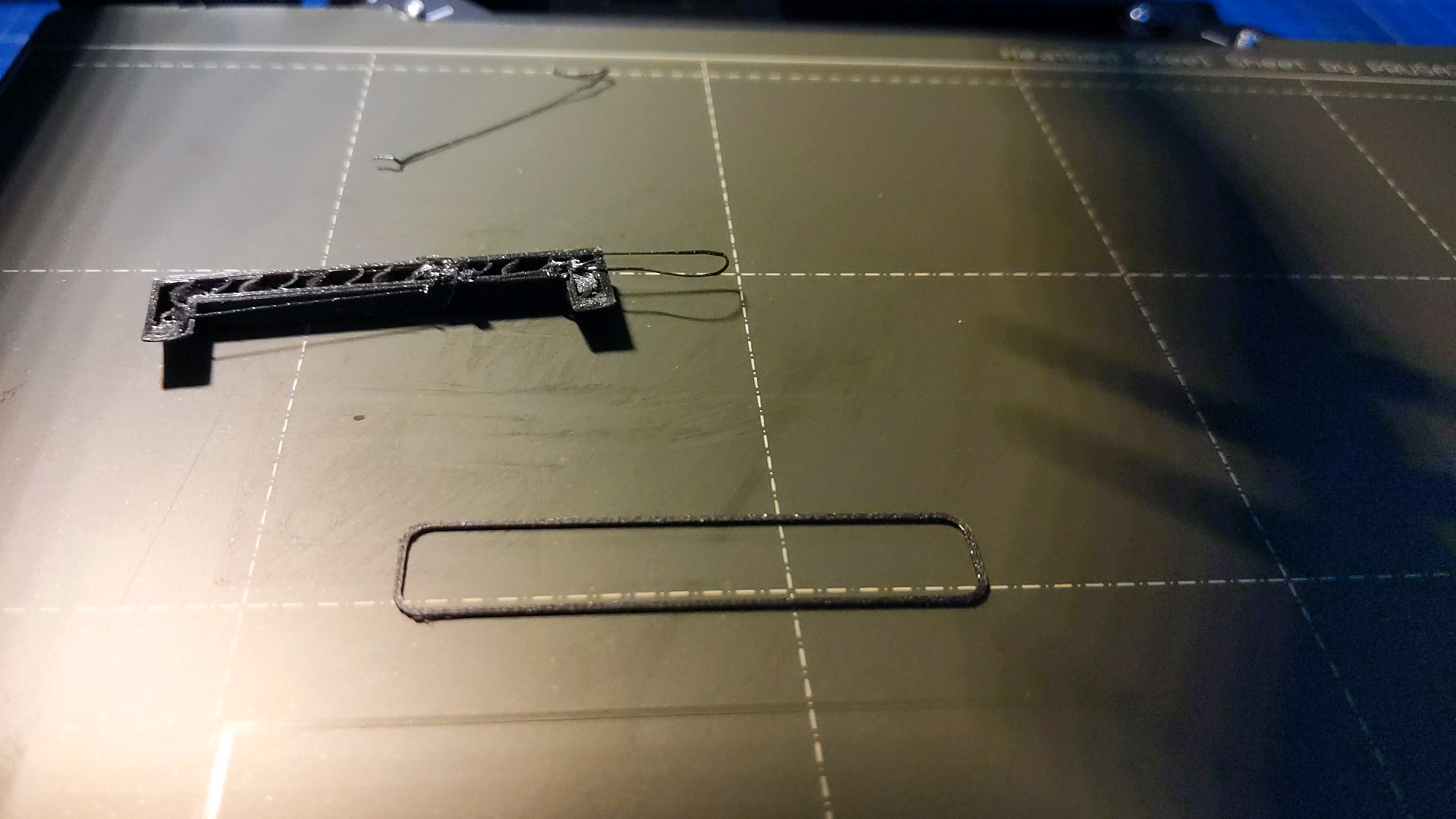
Wir haben 4 kleine Objekte gedruckt und nur beim 1. Versuch gab es ein ähnliches Problem. Beim Versuch dieses Objekts ( https://www.thingiverse.com/thing:2047554) nun ist es schon 2x schief gelaufen. Beim ersten Mal hatte sich alles rund um die Düse gewickelt und das Filament hing als Klumpen rum. Bei diesem 2. Druck hat der Rahmen geklappt und scheinbar ist das Teil an einem Filament-Faden mitgezogen worden (?)...
Wie kann ich das verhindern?
Laut https://help.prusa3d.com/en/materials braucht es keinen Klebestift oder ähnliches, wenn wir PLA verwenden.
Wir haben außerdem Dank Black Friday auch ein 2. Steel Sheet. Vllt. weiß auch jemand, welches dieser Platten welche aus der Material-Beschreibung ist, die scheinen nicht beschriftet zu sein. 🙂 Und vllt. ist die zusätzliche von Black Friday ja auch besser geeignet?
Vielen Dank für eure Tipps!
Best Answer by karl-herbert:
Hallo,
ich zeige mal ein Bild unseres Problems:
Wir haben 4 kleine Objekte gedruckt und nur beim 1. Versuch gab es ein ähnliches Problem. Beim Versuch dieses Objekts ( https://www.thingiverse.com/thing:2047554) nun ist es schon 2x schief gelaufen. Beim ersten Mal hatte sich alles rund um die Düse gewickelt und das Filament hing als Klumpen rum. Bei diesem 2. Druck hat der Rahmen geklappt und scheinbar ist das Teil an einem Filament-Faden mitgezogen worden (?)...
Wie kann ich das verhindern?
Laut https://help.prusa3d.com/en/materials braucht es keinen Klebestift oder ähnliches, wenn wir PLA verwenden.
Wir haben außerdem Dank Black Friday auch ein 2. Steel Sheet. Vllt. weiß auch jemand, welches dieser Platten welche aus der Material-Beschreibung ist, die scheinen nicht beschriftet zu sein. 🙂 Und vllt. ist die zusätzliche von Black Friday ja auch besser geeignet?
Vielen Dank für eure Tipps!
PLA haftet normalerweise gut auf der glatten (folierten) Druckplatte. Zwei Dinge sind elementar wichtig:
- Die Druckplatte muss sauber und fettfrei sein. Am Besten mit fettlösendem Spüli ordentlich reinigen und mit viel warmem Wasser nachspülen. Anschl. mit einem fuselfreien Tuch trockenwischen und die Druckoberfläche nicht mehr mit den blosen Fingern berühren. Evtl. mit etwas 99.9%igen Isopropanol nachwischen.
- Der erste Layer (Life Z-Adjust) muss gut angepasst sein und die Druckplatte natürlich sauber gelevelt sein (Keine Achsenschrägstellung und kein "krummes" Druckbett).
Beim Druck von PLA ist kein Kleber notwendig!
Im Forum gibt es unzählige Diskussionen dazu. Auch hier wird seitens Prusa Unterstützung angeboten:
https://help.prusa3d.com/de/article/kalibrierung-der-ersten-schicht_112368
https://help.prusa3d.com/de/article/erste-schicht-fragen_5036
https://help.prusa3d.com/de/article/live-adjust-z_112431
Gutes Gelingen!
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Hallo,
ich zeige mal ein Bild unseres Problems:
Wir haben 4 kleine Objekte gedruckt und nur beim 1. Versuch gab es ein ähnliches Problem. Beim Versuch dieses Objekts ( https://www.thingiverse.com/thing:2047554) nun ist es schon 2x schief gelaufen. Beim ersten Mal hatte sich alles rund um die Düse gewickelt und das Filament hing als Klumpen rum. Bei diesem 2. Druck hat der Rahmen geklappt und scheinbar ist das Teil an einem Filament-Faden mitgezogen worden (?)...
Wie kann ich das verhindern?
Laut https://help.prusa3d.com/en/materials braucht es keinen Klebestift oder ähnliches, wenn wir PLA verwenden.
Wir haben außerdem Dank Black Friday auch ein 2. Steel Sheet. Vllt. weiß auch jemand, welches dieser Platten welche aus der Material-Beschreibung ist, die scheinen nicht beschriftet zu sein. 🙂 Und vllt. ist die zusätzliche von Black Friday ja auch besser geeignet?
Vielen Dank für eure Tipps!
PLA haftet normalerweise gut auf der glatten (folierten) Druckplatte. Zwei Dinge sind elementar wichtig:
- Die Druckplatte muss sauber und fettfrei sein. Am Besten mit fettlösendem Spüli ordentlich reinigen und mit viel warmem Wasser nachspülen. Anschl. mit einem fuselfreien Tuch trockenwischen und die Druckoberfläche nicht mehr mit den blosen Fingern berühren. Evtl. mit etwas 99.9%igen Isopropanol nachwischen.
- Der erste Layer (Life Z-Adjust) muss gut angepasst sein und die Druckplatte natürlich sauber gelevelt sein (Keine Achsenschrägstellung und kein "krummes" Druckbett).
Beim Druck von PLA ist kein Kleber notwendig!
Im Forum gibt es unzählige Diskussionen dazu. Auch hier wird seitens Prusa Unterstützung angeboten:
https://help.prusa3d.com/de/article/kalibrierung-der-ersten-schicht_112368
https://help.prusa3d.com/de/article/erste-schicht-fragen_5036
https://help.prusa3d.com/de/article/live-adjust-z_112431
Gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@karl-herbert
Danke dir 🙂 Wir schauen uns die Links mal an, die sind echt besser, als die Anleitung. Mit Videos dazu und der Anleitung hatten wir immer noch Probleme mit dem Live-Z-Wert. Die Links sehen vielversprechend ausführlicher aus.
Reinigung hatten wir mit dem mit gelieferten Isop.-Tuch gemacht, aber wir gehen nochmal mit Spüli und Co drüber. Aber das Hauptproblem wird dann wirklich die Kalibrierung sein...
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Zum "live z-adjust" gibt es im englischsprachigen Forum auch ein interessantes Thema: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Hmmmm, also wir haben nach oben und unten versucht und unser Ergebnis scheint zu passen. Aber trotzdem ist das, was wir drucken wollten, 10x gefailt. Die Höhe hat schon 0,5 cm erreicht, 20 Minuten Druck ohne Problem und dann macht er an einer Ecke einen Fehler und drückt das Objekt weg.
Das ist wohl kein normaler "haftet nicht"-Fehler... Und nach 20 erfolgreichen Minuten kann das ja eig. auch überhaupt kein Z-Fehler sein, oder? Echt zum Verzweifeln... Vllt. ist das Objekt auch einfach nicht gut geeignet...
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Du solltest mal Dein Profil ausfüllen, damit Dir evt. jemand in der Nähe helfen kann. Ansonsten solltest Du mal mehr Bilder posten von den fehlgeschlagenen Druckversuchen, ggf. auch mal die entsprechenden STLs oder Slicer-Projektdateien. Du kannst mir ggf. auch mal Bilder per Whatsapp oder Telegram schicken und wir können heute abend mal chatten um zu sehen, woran es hakt. Nummer kommt per pn.
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@justme3d
Vielen Dank 🙂 Das wäre toll!
https://www.thingiverse.com/thing:4070561
Das wollten wir drucken. Es fängt an, mit einer "Platte" links und einer rechts, also die Teile, wo die Schrauben durch kommen. Die werden immer fast fertig, aber beim Schließen nach der Füllung hängt es immer an einer Ecke und zu 90% wird der linke Fuß dann zum rechten geschoben.
Wir wollen die PSU gerne außen an unseren Ikea-Platsa Schrank anbringen. Leider gibt es auch wenig Vorlagen, die überhaupt passen würden, da bei einer MK3-Version wohl auch die PSU etwas angepasst wurde. Sonst würden wir halt auch einfach mal andere Vorlagen ausprobieren, die vllt. nicht so "gefährlich" mit zwei einzelnen Teilen anfangen, die erst später verbunden werden.
Wenn es hilft, lassen wir es gerne noch mal drucken.
Melde mich auch per PN dann, danke.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Hallo acanis
Versuch doch einfach mal das Teil um 90° zu drehen.Dann werden zwar die Bohrungen an der oberseite meist ein wenig unrund,
ist bei dem Teil aber wohl egal.Wenn es sich noch immer von der Platte löst mit Brim (Rand) drucken.
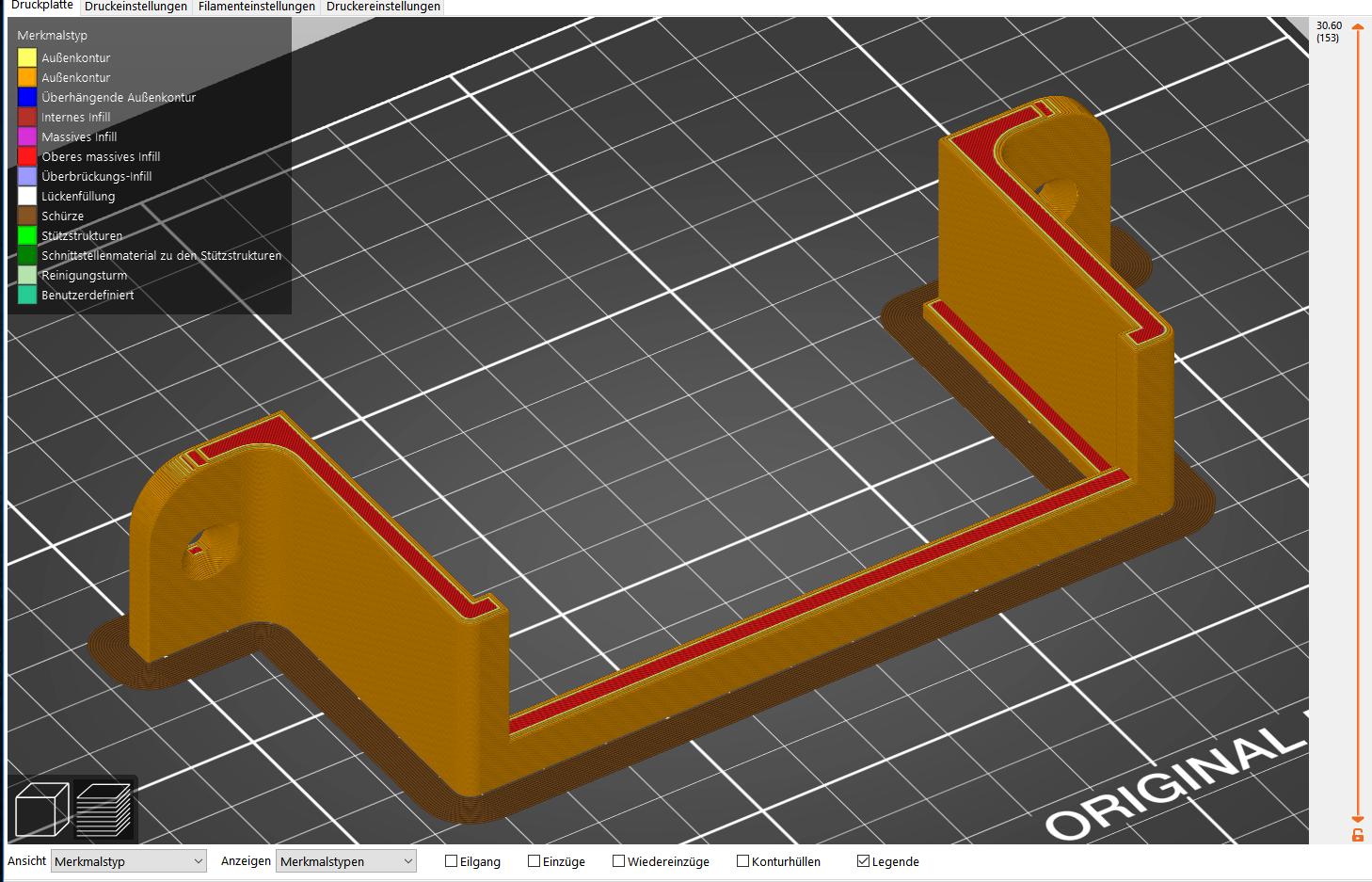
In der Zip-Datei ist die PrusaSlicer Projekt datei mit der ich das Foto erstellt habe.
Prusa_Black_PSU_wall_mount_countersunk_1
MfG Alex
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Danke dir. Denke, wir testen das nochmal. Mit Drehen hatte ich auch schon überlegt, aber gut zu wissen, dass die Löcher trotzdem klappen sollten 🙂
Und das mit dem Brim schaue ich mir auch mal an, wie das geht, etc. 🙂
RE: Gedruckte Objekte werden (von der Düse?) verschoben


Wir haben sicher 30 Z-Kalibrierungen versucht und ich finde, es sieht ziemlich gut aus, so... Die Anleitungen und Bilder sind eher mäßig hilfreich, wie genau das Ergebnis sein muss (für uns zumindest).
Jetzt sogar bei einfacheren Druckteilen verfängt sich die Düse trotzdem wieder und zieht die Objekte weg. Wenn wir die Düse etwas weiter weg schieben, damit sie sich weniger verfangen sollte, dann halten die Zick-Zack-Linien nicht mehr alle. Düse näher ran wäre bei diesen Fehlern beim Druck wohl weniger hilfreich, hatten wir aber auch versucht und das Problem war gefühlt das gleiche.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Heyho,
das sieht leider noch nach Haftproblemen & „noch nicht“ korrekten First Layer aus 😳
Ich bin vom First Layer Kalibrieren über das Prusa Menü ab.
Man druckt ja meist nicht unten links.
Ich würde eher in der Mitte ein grösseres Feld drucken, dann hat man auch mehr Zeit zu korrigieren.
zb.
https://www.prusaprinters.org/de/prints/21296-5-minute-z-calibration-surface-first-layer-calibra
viel Erfolg
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Wir haben sicher 30 Z-Kalibrierungen versucht und ich finde, es sieht ziemlich gut aus, so... Die Anleitungen und Bilder sind eher mäßig hilfreich, wie genau das Ergebnis sein muss (für uns zumindest).
Jetzt sogar bei einfacheren Druckteilen verfängt sich die Düse trotzdem wieder und zieht die Objekte weg. Wenn wir die Düse etwas weiter weg schieben, damit sie sich weniger verfangen sollte, dann halten die Zick-Zack-Linien nicht mehr alle. Düse näher ran wäre bei diesen Fehlern beim Druck wohl weniger hilfreich, hatten wir aber auch versucht und das Problem war gefühlt das gleiche.
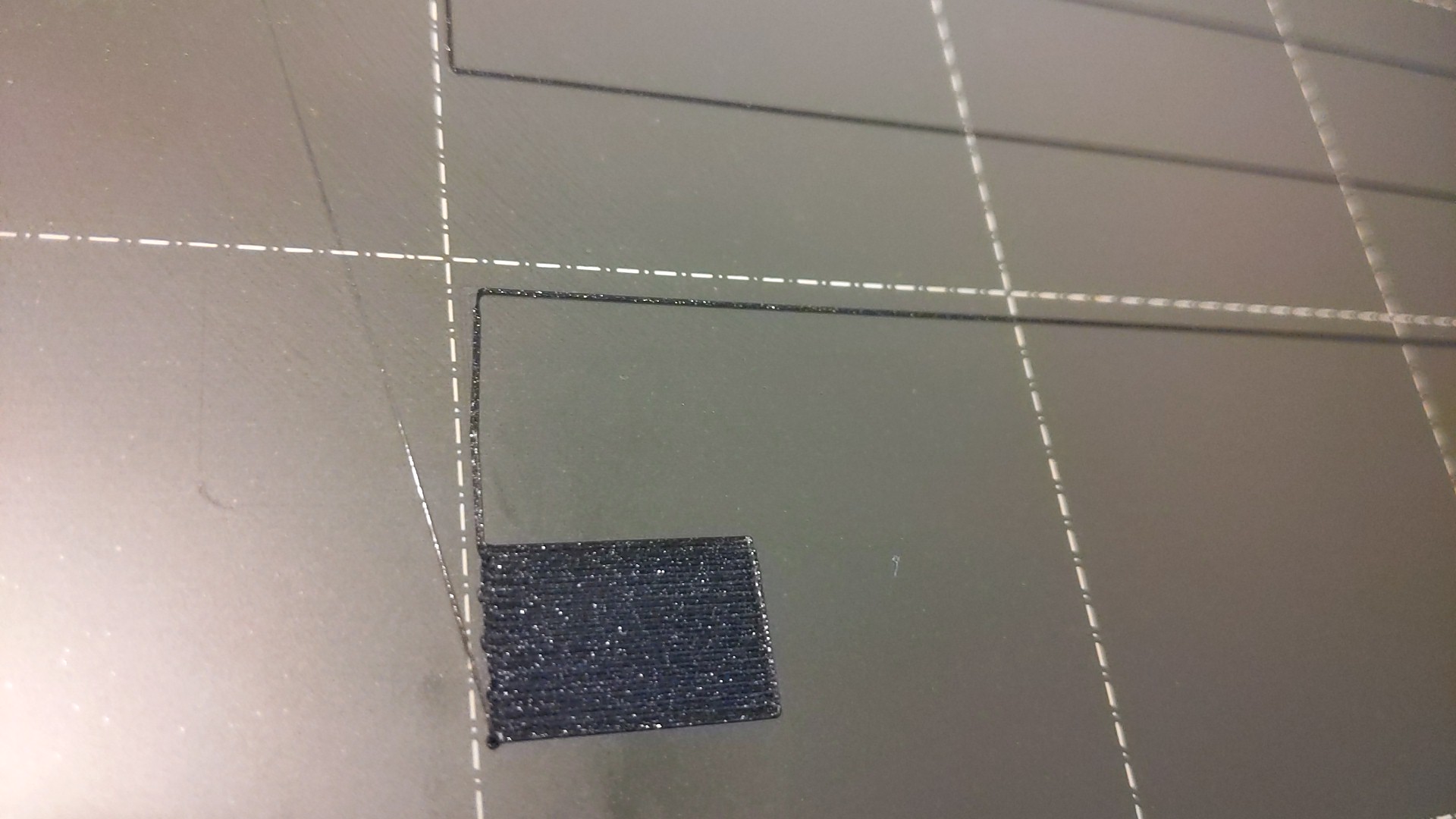
Wie fühlt sich das Ergebnis des Life-Z-Adjustes an? Läßt sich das Plättchen (siehe Bild links vorne) leicht auseinanderziehen bzw. auseinanderbrechen?
Wäre das der Fall, dann müsstest Du noch am Firstlayer justieren (näher ans Druckbett ran). Wie hast Du denn die PINDA justiert und welchen Düsen Live Z-Wert (muss ein Wert unbedingt kleiner als 0 sein) hast Du eingestellt?
Verwendest Du die originalen Prusa PLA Profile im PrusaSlicer?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@karl-herbert
Unser Z ist -1.025 aktuell, das Plättchen ist fast eben und "ziemlich" stabil. PINDA haben wir auch 10x nachjustiert, bis wir durch alle Kalibrierungen waren... ^^ Ist halt ein wenig höher als die Düse.
Original-Profile, jap.
@rs-2: Versuchen wir nachher mal 🙂
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@acanis
Hallo erstmal,
ich hatte anfangs auch Probleme mit der Druckbetthaftung. Viele hilfreiche Tipps gibt es hier im Forum, was mir persönlich auch gut weitergeholfen hat ist ein Youtube-Video von Nachdensport. Der gute Mann hat sich mit dem Kalibrieren des MK3S auseinandergesetzt, und zeigt auch eine, meiner Meinung nach sehr guten Methode (besser als die Z Kalibrierung der Firmware ) wie man Z bestens einstellt. Für mich hat es sich gelohnt die beiden Videos anzuschauen, wobei man nicht alles umsetzen muss.
Ab 12:12 Minuten ist der Z-Offset das Thema
Ich hoffe dir hilft das Video genau so weiter wie mir.
Gruß Jan
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Hey,
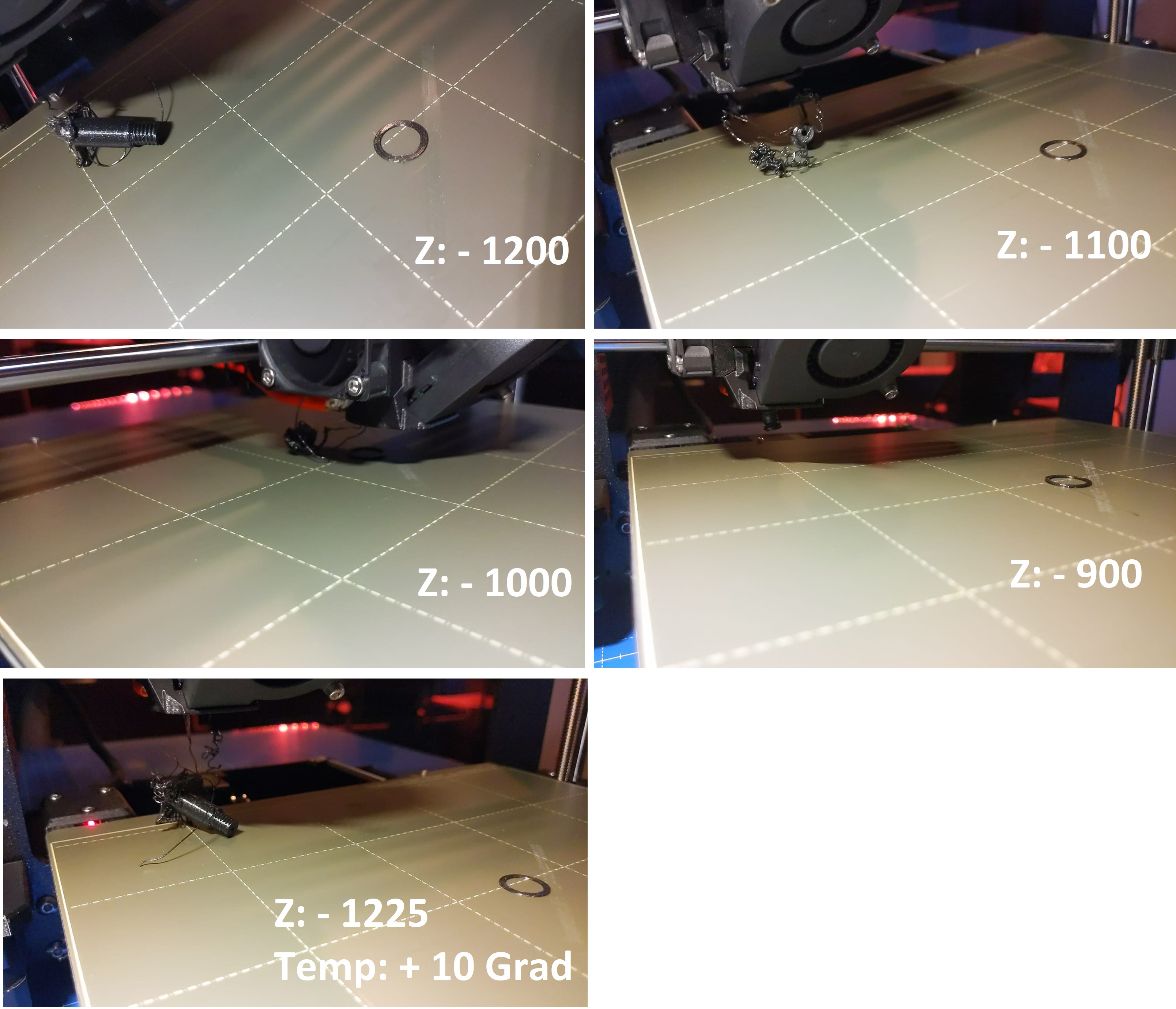
die Feinkalibrierung und auch die Tools zu nutzen werden wir auf jeden Fall auch noch machen, wenn es erstmal "überhaupt" funktioniert. Wir haben jetzt auch mit großen Test-Quadraten gearbeitet und damit ließ es sich echt besser erkennen.
Unser Ergebnis:
Im Bereich -1100 bis - 1350 ist es stabil und eine Fläche
- Unter -1100 gibt es mehr werdende Fehler mit der Haftung der 1. Schicht,
- unter -1000 haftet der Rand meistens schon nicht.
- Über -1350 setzt die Düse teilweise auf, dass das Filament nicht mehr raus kommt
- (Im Bereich -1200 bis -1275 erreichen wir die nachhaltigsten Ergebnisse bei mehreren Schichten)
Leider haben wir immer wieder die gleichen Probleme mit höheren Gegenständen. ich habe mal einen schmalen, aber hohen Gegenstand ausgewählt, damit es nicht so lange dauert, um mal aufzuzeigen, wie es bei uns endet und weil mir gesagt wurde, dass wir die Zahl verringern sollen, wenn unser Ergebnis auf höheren Schichten umgeworfen wird oder die Temperatur der Düse mal um 10 Grad erhöhen:
Die Haftung der 1. Schicht ist wirklich super stark im bei der Kalibrierung ermittelten Bereich. Irgendwann verfängt sich trotzdem was, bei jedem einzelnen Druck und dann wird das Objekt halt mit Gewalt weggezogen oder weggedrückt.
Man sieht auch, dass mit abnehmenden Z (also Erhöhung des -Z) das Ergebnis erst auf höherer Ebene scheitert. Jedoch ist da nicht mehr viel Spiel, bis die Düse gar keinen Platz mehr hat, Filament auszugeben.
Irgendwie scheint die Anleitung auch nicht für uns zu passen, so Lücken usw. werden bei uns bei gar keinem Bereich geworfen. Entweder verschiebt sich alles oder es kommt halt kein Filament, weil es zu nah dran ist. Dazwischen haben wir immer saubere Flächen, die halt etwas dicker oder dünner sind und etwas mehr wie "Furchen" oder etwas "glatter"...
Wir haben schon über 20 Stunden in die Kalibrierung gesteckt und sind langsam echt deprimiert...
RE: Gedruckte Objekte werden (von der Düse?) verschoben
Moin,
echt merkwürdig der First Layer bleibt ja stets haften.
wie leicht bewegt sich die Z-Achse ( wen man händisch die Gewindestangen parallel dreht ) bzw. ist irgendwo in Z oder beim Extruder / Lager / Führungsmuttern eine Lose ?
Nicht das irgendwo ein mechanische Problem unbeachtet vorhanden ist und der Extruder „absackst“ oder sich verkantet.
Rein mechanisch ist es für mich nicht logisch, das die Düse das Druckteil mitreißt wenn die Steuerung die Layerhöhen hoch fährt. Quasi ist der Druckvorgang, vom fließenden Filament abgesehen berührungslos bzw. treten eigentlich kaum Kräfte auf.
Gruss aus dem Norden
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@rs-2
Unser 1. Drucker und vom Kit aufgebaut, kann schon sein, dass irgendwo etwas zu fest oder zu locker ist. Oder der Riemen ist zu stark gespannt?! Kann das sein? Lässt sich noch eindrücken, aber da waren wir unsicher, wie fest es sein muss...
Muttern sollten überall fest sein. Händisches drehen, wie leicht... Hmmm. Wie beschreibt man das?! 😀 Also fühlt sich gut an, braucht etwas Kraft, aber es ist nicht wirklich "schwer".
RE: Gedruckte Objekte werden (von der Düse?) verschoben
In einem vorangegangenen Post hattet ihr Probleme mit dem Filament bzw. dem laden des Filaments. Und habt geschrieben das es funktioniert, aber nicht perfekt. Ungleichmäßiger Filamentfluss beeinträchtigt den Druck erheblich.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
In einem vorangegangenen Post hattet ihr Probleme mit dem Filament bzw. dem laden des Filaments. Und habt geschrieben das es funktioniert, aber nicht perfekt. Ungleichmäßiger Filamentfluss beeinträchtigt den Druck erheblich. Nimm mal das Video zu Hilfe, und schau ob die extrusion halbwegs stimmt, ohne jetzt zu kalibrieren. Das wirklich mal geschaut wird, wenn 10 cm extrudiert werden sollen, man auch annähernd auf den Wert kommt.
RE: Gedruckte Objekte werden (von der Düse?) verschoben
@jan112
Ja den Extruder zu Kalibrieren macht Sinn 👍