First Layer Probleme
Hallo hier im Forum,
habe mir einen MK3s+ gekauft und diesen zusammengebaut, doch mit dem Einstellen des ersten Layer will es nicht klappen.
Gibt es da was für Anfänger? Bei mir ist immer die Düse verschmiert, das PLA ist von Prusa und das Pad ist original.
Kann mich jemand unterstützen
RE: First Layer Probleme
Hi Sven, sieht so aus als ob du zu nah dran bist mit der Düse 😀
Habe meinen vorgestern auch zusammengebaut und hatte ein ähnliches Problem aber nur auf der rechten Seite.
Bissel mit der Z Höhe gespielt rechts und schon war es in Ordnung.
Bett auch entfettet?
Gruß Maik
RE: First Layer Probleme
Hallo hier im Forum,
habe mir einen MK3s+ gekauft und diesen zusammengebaut, doch mit dem Einstellen des ersten Layer will es nicht klappen.
Gibt es da was für Anfänger? Bei mir ist immer die Düse verschmiert, das PLA ist von Prusa und das Pad ist original.
Kann mich jemand unterstützen
Hallo und willkommen im Prusaforum!
Da das Thema schon 1-2 mal diskutiert wurde, verlinke ich jetzt mal: https://forum.prusa3d.com/forum/original-prusa-i3-mk3-zusammenbau-und-fehlersuche-bei-den-ersten-druckversuchen/erstes-layer-haftet-nicht/#post-295033
Gutes Gelingen 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer Probleme
Habe jetzt noch mehr gelesen und einiges ausprobiert.
RE: First Layer Probleme
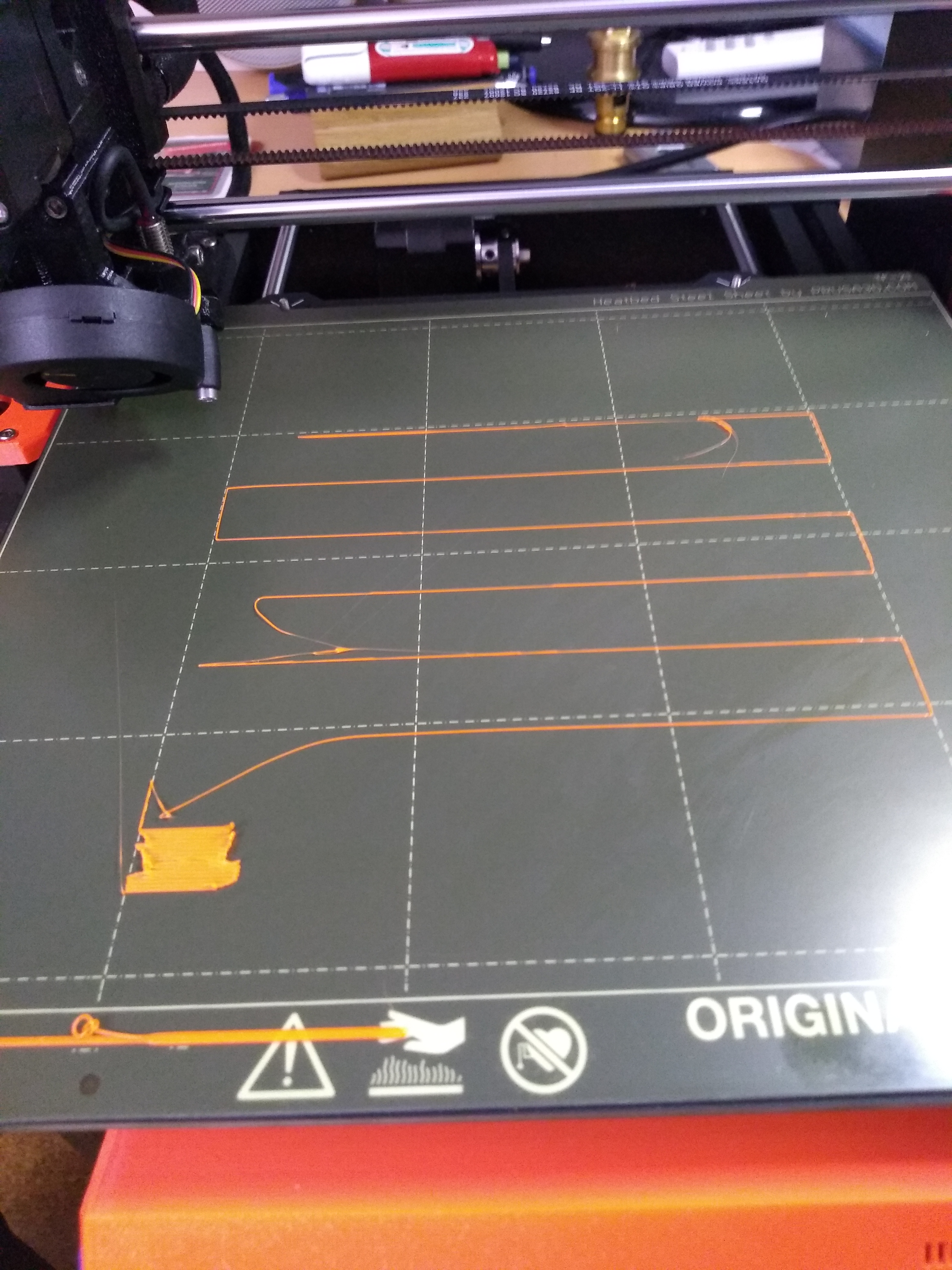
Heute bei einem Druck wieder die Abstände zwieschen den Bahnen ?
Muß man nach jeden Druch neu kalibrieren?

RE: First Layer Probleme
Hallo Sven,
nein, muß man nicht.
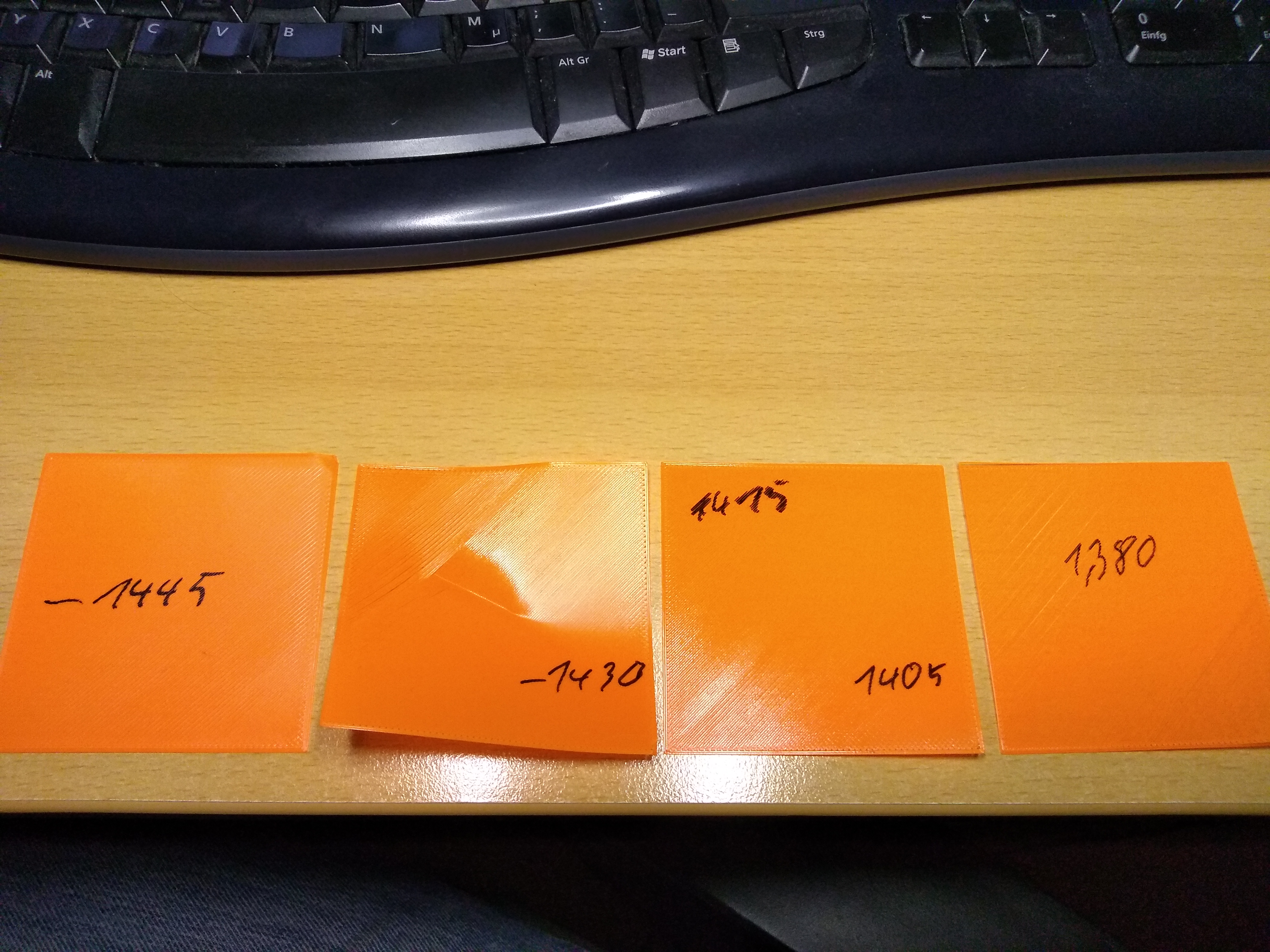
Mit Deinen Testquadraten bist Du schon mal auf einem guten Weg. Prüfe nochmal, ob das Testquadrat in der Mitte des Bettes nach dem Einschalten des Druckers genauso ist, wie vorher. Die Pinda sitzt auch fest angeschraubt? Mit Gefühl prüfen. Nach fest kommt lose.
Als nächstes würde ich das Testquadrat im slicer an der Stelle auf dem Bett platzieren, wo das Problem gerade am Deutlichsten ist. Das mit unverändertem Live-z Drucken und mit dem mittigen vergleichen. Dann sehen wir weiter.
Du hast Dich ja schon etwas schlau gemacht. Ich nehme an, Du hast auch schon in dem von @karl-herbert indirekt verlinkten Post gelesen: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
Vielleicht ist das Bett noch nicht sauber genug.
Gutes gelingen.
RE: First Layer Probleme
Danke für den Link, von dort hatte ich das Testquadrat her.
Es ist schon in gcode, wie kann ich es verschieben? Die Datei wird im Prusa-Viewer aufgemacht.
RE: First Layer Probleme
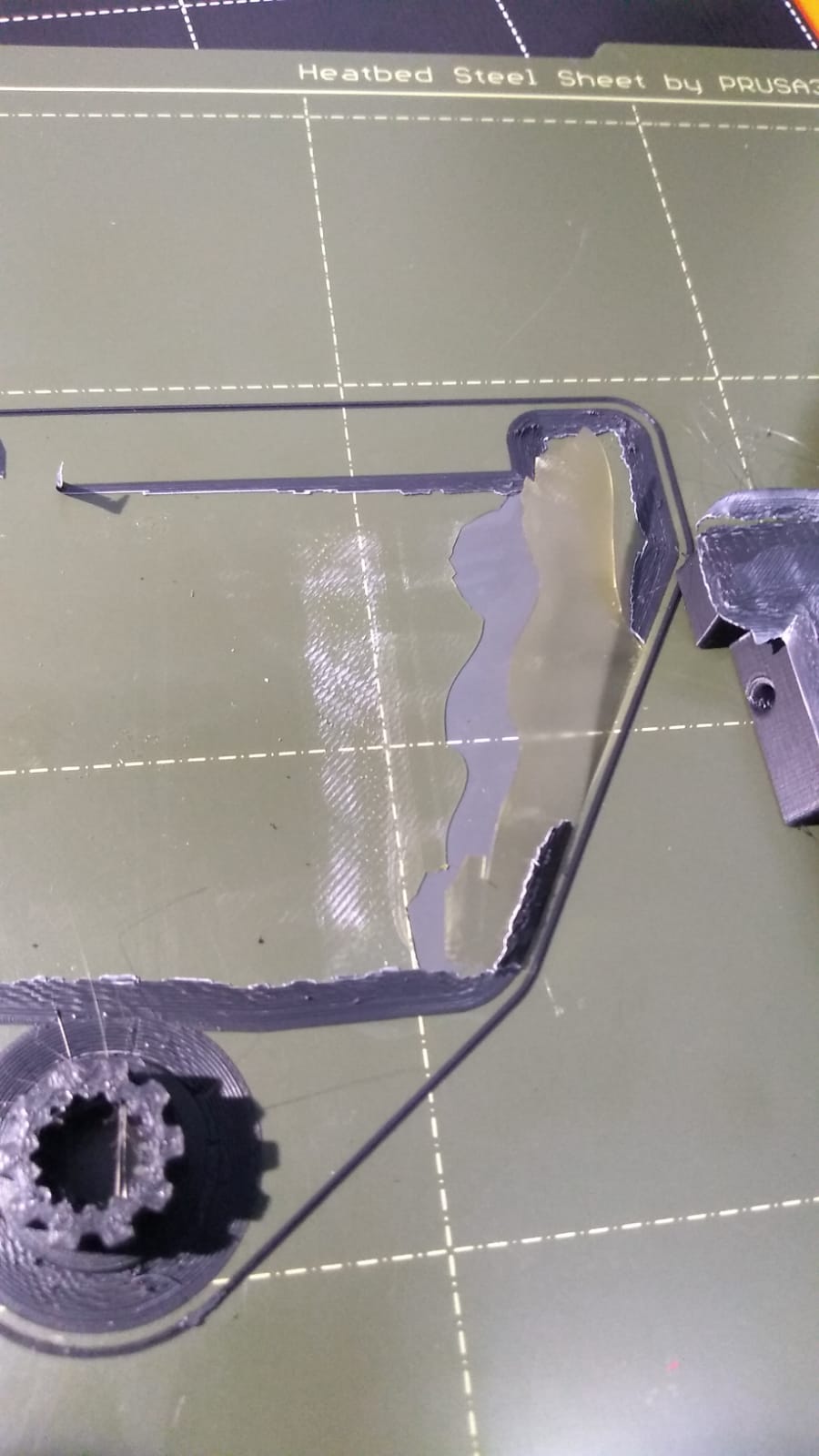
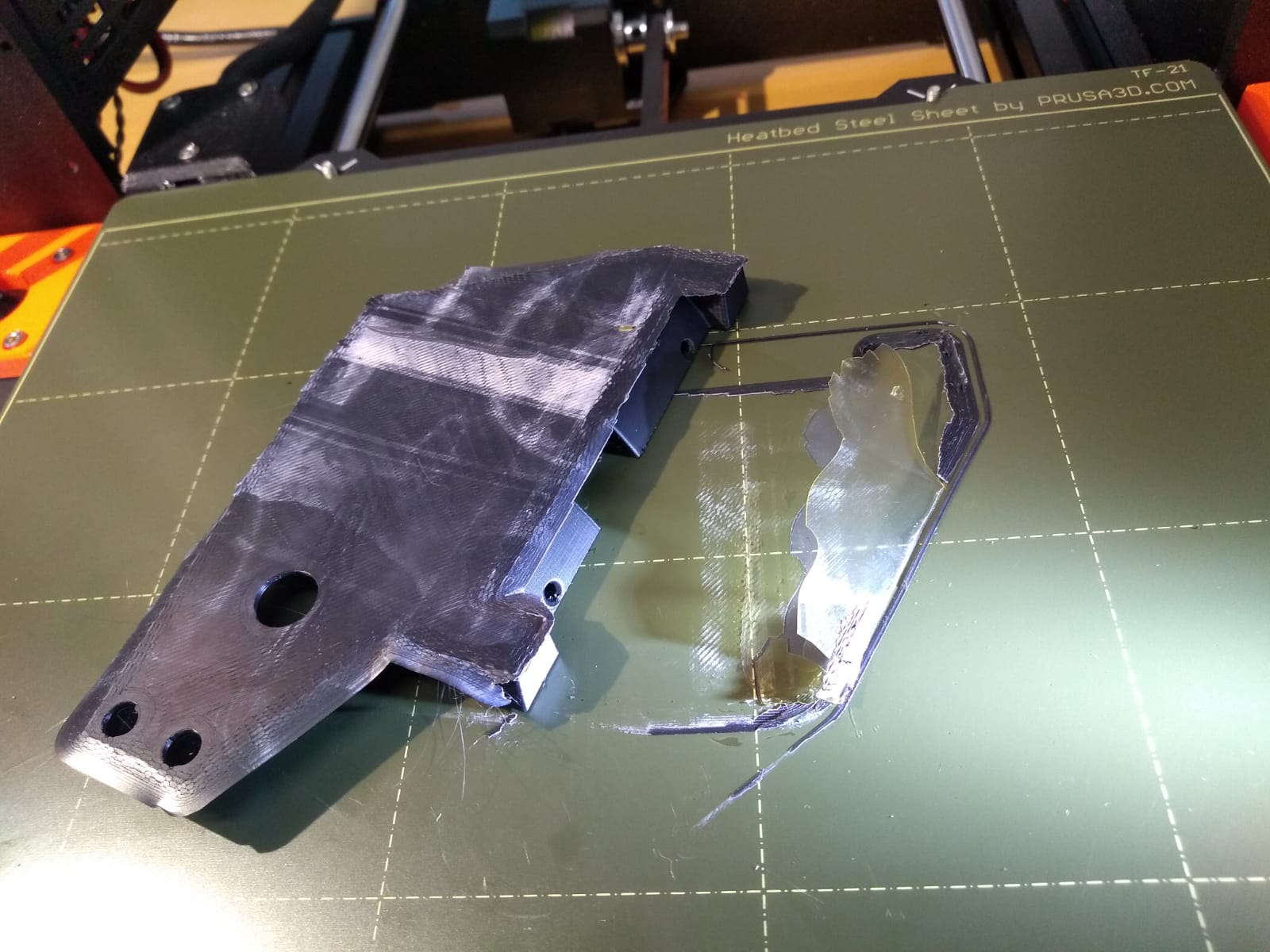
Habe es mit der Einstellung nach meinem Ermassen gut hin bekommen. Doch jetzt habe ich ein größeres Problem. Habe die ersten Versuche mit dem ASA Filament gemacht. Hatte den Druck abgebrochen, den Drucker und die Platte abkühlen lassen. Beim entfernen des Druck-Objekts ist die Beschichtung vom Druckpad mit runter gegangen. Was hätte ich anders machen müssen?
RE: First Layer Probleme
Hallo Sven,
ich denke du fängst gleich mit dem schwierigeren an. Aus meiner Sicht hast du den "Fehler" gemacht, das glatte pei beschichtete Stahlblech zum drucken von ASA verwendet.
Ich verwende für ASA das satinierte bzw das gepulverte Blech. Da kann man die Teile direkt nach dem Abkühlen nach oben abnehmen. Dann ist der Druck von ASA nicht ganz so trevial wie PLA. Du musst sehr genau darauf achten, das dein Bauteil keine Zugluft während des Druckens abbekommt. Sonst verwirft es sich und ist direkt unbrauchbar. ASA druckt man eigentlich in einem Gehäuse.
Daher würde ich dir raten, ersteinmal erfahrungen mit PLA auf dem glatten Blech zu sammeln, und dann vielleicht mit PETG auf dem gepulverten Blech weiterzumachen. Gleich mit ASA einsteigen ist die härtere Variante.
...
Schau mal im Prusashop nach zweite wahl Pei Sheets. Die sind deutlich günstiger, aber funktionieren genauso gut. Das was ich dir raten würde ist ein satiniertes Bett zu nehmen, und damit erstmal Meter zu machen. Und dann ASA im Gehäuse.
Per aspera ad Astra
RE: First Layer Probleme
@Sven: Autsch! Hattest Du das Blech vorsichtig gewölbt? Klebeverbindungen lösen sich am ehesten durch eine schälende Bewegung der Oberflächen voneinander. Abgekühlt war es ja.
Wenn man nur das glatte Blech hat und heftig klebende Filamente nutzt, kann man den beigelegten Klebestift verwenden. In diesem Fall nicht, um die Haftung zu erhöhen sondern um sie zu begrenzen. Glasreiniger, wie "Windex" o.Ä., der leicht Rückstände hinterläßt wird z.T. auch empfohlen. Schau noch mal ins Handbuch und in die Prusa knowledge base. Den Klebestift hatte ich anfangs mit PETG auch verwendet. Den Kleber anschließend wieder vom Bett runterzukriegen macht aber keinen Spaß. Zugegeben, ich war anfangs auf Nummer sicher gegangen und hatte recht dick aufgetragen. Da habe ich ganz schnell das texturierte Blech bestellt. Bei dem und dem Satinierten ist es, wie @Xtra erwähnte, sehr ratsam zu warten, bis das Blech abgekühlt ist. Bei meinem satinierten Blech haften die Filamente bislang auf dem aufgeheizten Bett gut und wenn es abgekühlt ist, ist das Bauteil praktisch lose.
Ein Kollege hat sich mit PETG bei seinem Ender 3 einmal ein Stück aus seiner Spiegelfliese herausgerissen. Die Balance zwischen zuwenig und zuviel Haftung muß man erst lernen. Manchmal lernt man durch Fehler.
Hat man kein Gehäuse, kann man bei Filamenten wie ASA, die empfindlich auf Zugluft reagieren einen Windschutz mit hochziehen. Das kann man im Prusa-Slicer unter "Schürze und Rand" auswählen.
@Xtra: Das Satinierte ist immer noch schwer zu bekommen.
RE: First Layer Probleme
@sven-6
ASA drucke ich ausnahmslos immer auf einem Texturierten Blech bei 110 Grad C. Bett Temperatur. Nach der Abkühlphase (sehr wichtig) läßt sich das Bauteil von der Druckplatte pusten. Auf dem glatten Blech würde ich auf jeden Fall ein Trennmittel oder ein Kaptontape verwenden.
Wenn Du Dir die Sauerei antun willst, kannst Du vom beschädigten Blech die PEI Folie abziehen und neu beschichten. Folie entfernen geht gut mit Limonene oder Aceton. PEI Folie kriegst Du z.B. hier: https://www.muellerbestellung.de/3D-Druck-Dauerdruckplatten-und-Folien oder hier: https://shop.prusa3d.com/en/mk3mk3smk3s/228-pei-ultem-sheet-mk25s-mk3s-mini.html
https://help.prusa3d.com/de/guide/austausch-der-pei-folie-beim-mk3s-mk3-mk2-5s-mk2-5_23920
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer Probleme
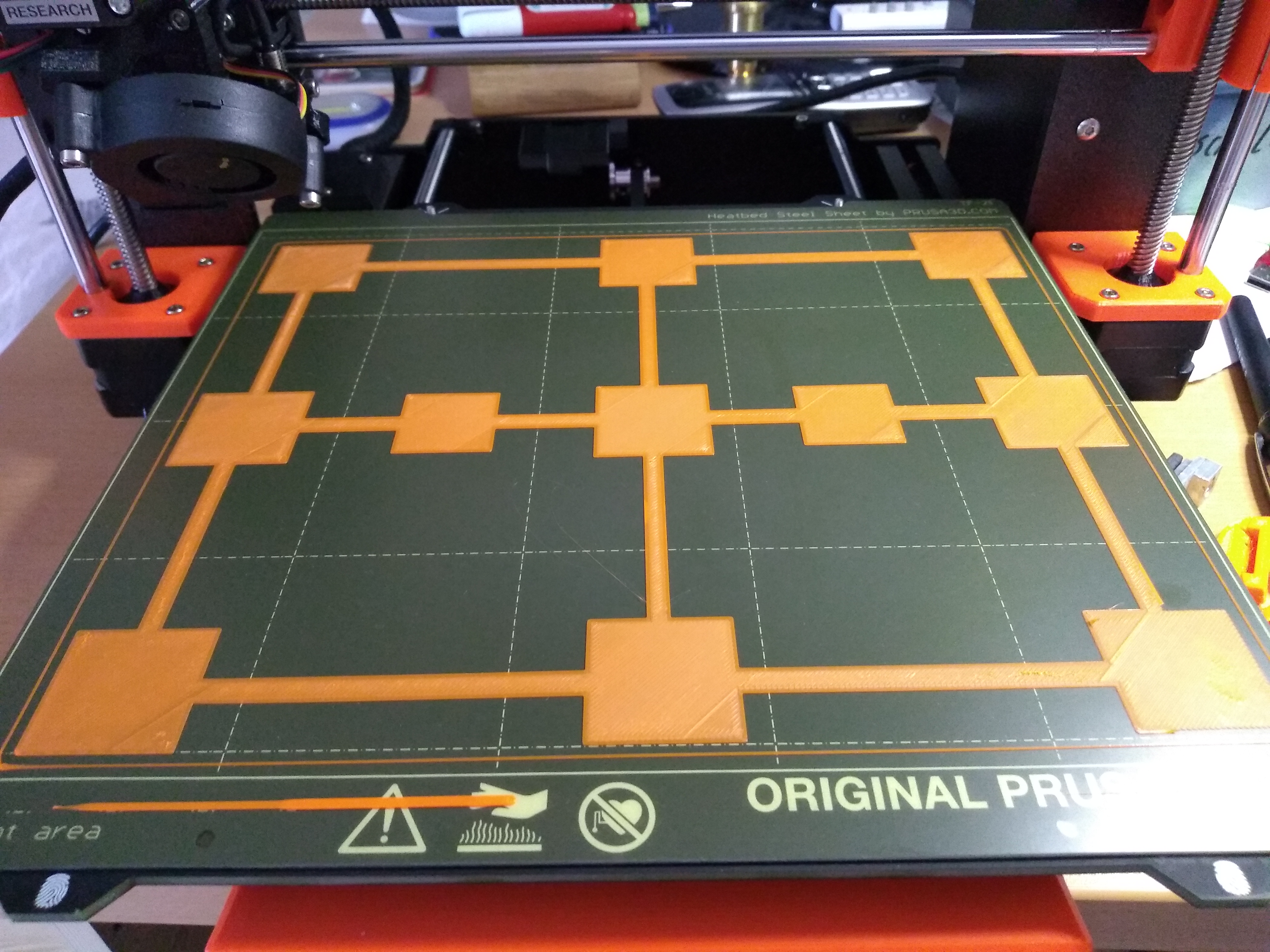
@Sven: Falls Du nicht so große Teile druckst und erst einmal mit dem beschädigten Blech weitermachen willst, kannst Du ein Bauteil im Slicer aus der Mitte des Blechs heraussschieben. Es sollte aber keine Folie hochstehen, so daß die Düse beim Meshbed-Leveling daran vorbeikommt, ohne dran hängenzubleiben.
Zum Post vom 15.: Nein, ist nicht so leicht zu verschieben. Ich habe Dir in der angehängten zip-Datei eine klitzekleine STL-Datei mit einem Testquadrat (0.2mm hoch, also genau 1 Layer) gepackt, wie auch den Quellcode in openscad dafür. Die kannst Du im Slicer auf dem Bett verschieben.
RE: First Layer Probleme
@Xtra
Bin dabei ein kleines Auto zu drucken und für den Motorhalter brauch ich ein Teil aus ASA. Die Bleche
FACTORY SECOND sind leider nicht verfügbar.
@blauzahn
Hatte das Blech gewölbt, in beide Richtungen. Und dann das Teil mit der Hand angehoben. Ich habe nur das eine Blech, was eben mitgeliefert wird. Im Druckerhandbuch, das auch dabei war, stehen nur die Eigenschaften bzw. Vor. und Nachteile von den Filamenten. Das ich ASA auf dem Blech nicht drucken sollte, steht leider nicht im Handbuch. Der Drucker steht in einer relativ geschützten Ecke im Hobbyraum.
Im Shop gibt es nur das Mitgelieferte Blech TF-21 und das Pulver beschichtete TF-26.
Danke für die Datei, wenn er wieder läuft (Düse ist auch verstopft) werde ich es wieder zum einstellen brauchen.
@karl
Danke, Somit ist das Blech nicht ganz verloren
Würde das blaue Tape auf dem Pad was bringen, um die Haftung zu verringern (ASA) ?
Gibt es noch was, das ich nicht machen sollte?
Danke für die Unterstützung und die Geduld mit mir.
Leider bin im Englischen nicht so toll und suche eben im DE Forum.
RE: First Layer Probleme
@sven-6
Hallo Sven,
das ist echt ärgerlich mit dem Blech. Ich spreche da aus Erfahrung. Ich habe mir mit PETg das glatte Blech an einer kleinen Stelle versaut.
Ich bin da allerdings ganz bei Karl, man kann das sheet tauschen, das ist aber eine riesen Sauerei! Und ganz nebenbei dauert es auch noch ziemlich lange.
Allerdings lässt sich ASA in meinem Fall auf allen Blechen problemlos drucken. Ganz im Gegenteil verwende ich sogar das glatte Blech bei ASA wenn die Form der Druckteile Warping begünstigt. Das A und O ist es dabei allerdings das Blech IMMER bis auf Umgebungstemperatur abkühlen zu lassen. Wenn selbst dann Probleme beim Ablösen der Drucke bestehen reicht es meist das Blech mit dem Teil kurz in den Froster zu legen. Aber Achtung, wenn es dabei zu kalt hergeht besteht die Möglichkeit das sich das PEI vom Kleber löst.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: First Layer Probleme
Nachtrag, habe die Aussage auch hier gefunden:
Heizbett: Verwenden Sie das glatte PEI-Blech.
https://help.prusa3d.com/de/article/asa_1809
RE: First Layer Probleme
@sven-6
Ja, das funktioniert auch ganz problemlos.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: First Layer Probleme
Danke für die Antworten.
@blauzahn
Kann es sein, das die Zip-Datei keinen Inhalt hat?
RE: First Layer Probleme
Das Prusa ASA jet black Filament lässt sich sowohl auf der glatten, als auch auf der text. Druckplatte gut drucken. Bei der Texturierten ist die Haftung während der Druckphase bei 110 Grad C. ausgezeichnet. Bereits bei Abkühlung auf 60 Grad C. Druckbett Temp. lässt sich das Bauteil gut lösen und bei Raumtemp. quasi von der Platte pusten. Wichtig allerding -> immer saubere fettfreie Druckplatte!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer Probleme
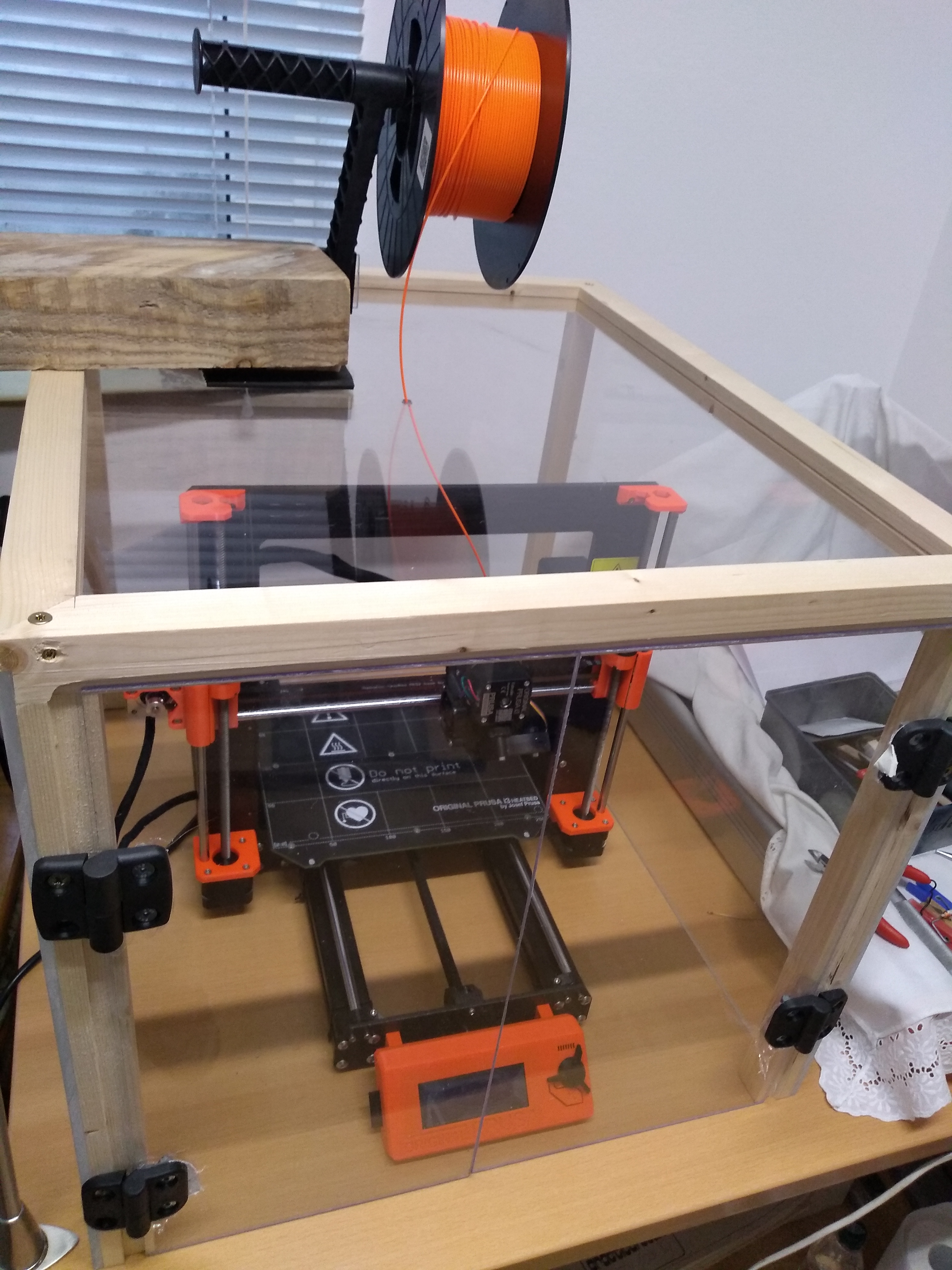
Habe nun ein Gehäuse für den Drucker gebaut, warte noch auf das ASA jet black.
Werde es mit dem alten Pad probieren. Sollte ich noch was beachten bevor ich anfange?
RE: First Layer Probleme
Hallo Sven,
Wenn Du PLA druckst, dann solltest Du die Türen offen lassen -- zumindest wenn es in Deinem Hobbyraum warm ist. Sonst könnte es dem PLA am Extruderritzel zu warm werden, so daß es zu weich wird und das Ritzel eine Kerbe ins Filament fräst anstatt es zu transportieren. In so einem Fall hört man den Extruder klicken und es wird nichts mehr extrudiert. Die Düse ist dann nicht verstopft aber von oben wird nichts nachgeschoben.
testsquare.zip: Du hattest recht, die war leer, sorry.