Druck"abbrüche" durch Filamentfräsung
Hallo ihr Lieben 🙂
ich bin noch ziemliche Anfängerin, was den 3D-Druck betrifft, auch wenn ich schon das ein oder andere Aha-Erlebnis hatte.
Derzeit schaffe ich es jedoch leider nicht, durchgängig irgendetwas zu drucken. 🙁
Bei dem Drucker handelt es sich um einen i3 Mk3s und ich versuche lediglich mit PLA zu drucken.
In letzter Zeit habe ich immer wieder quasi Abbrüche in dem Druck - quasi nur deshalb, weil der Drucker schon seine Bewegungen abläuft, der Extruder aber nichts fördert. Wenn ich also die Meldung bekomme, dass der Druck fertig ist, sind da teilweise nur ein paar Layer gedruckt worden. Dabei ist es egal, ob es sich um größerflächige Teile oder kleinere, in der Art von größeren Gewindeschrauben, handelt.
Wenn ich die Nozzle dann aufheize und das Filament nach oben hinausziehe, sieht man, dass sich die Idler-Rädchen regelrecht in das Filament gefressen haben und somit natürlich nichts mehr fördern konnten. Außerdem ist das ganz untere Ende natürlich verdickt, nachdem kein Nachschub mehr kam.
Ich habe das Idler-Rädchen schon sehr lose eingestellt - sogar schon so sehr, dass ich einmal nachziehen musste beim Laden des Filaments, weil sonst nichts gefördert worden wäre. Cold Pull habe ich auch öfter gemacht.
Was mir dabei jedoch zuletzt aufgefallen ist: Es ging sehr schwer, das Filament hindurchzudrücken und das fest verbaute Idler-Rädchen hat sich dabei mit bewegen müssen. Das war meiner Erinnerung nach so nicht normal, oder?
Kann es sein, dass ich das fest verbaute Rädchen da irgendwie plötzlich zu weit "rechts" (von vorn gesehen) habe? Ich hatte aufgrund des Problems neulich den ganzen Extruder auseinander genommen, einen neuen PTFE Tube hineingesteckt und außerdem auch die Nozzle gewechselt. Dabei hatte ich den vorderen Teil der E-Achse quasi einmal in der Hand, um gleich alles zu säubern, was sich da an Spänen auch irgendwie abgesetzt hat. Da dort ja sonst alles fest verbaut ist, hätte ich nicht damit gerechnet, dass irgendetwas plötzlich anders ist, sobald ich es wieder zusammenbaue (sind ja eh "nur" 2 lange Schrauben von vorn und 2 lange von hinten, sobald die Lüfter ab sind). An dem Gehäuse sind auch alle Teile plan zusammengeschraubt, also kein Hinweis grundsätzlich, dass sich irgendetwas verschoben haben könnte...
Grundsätzlich ist es so, dass sich das ganze Problem des "Einfressens" plötzlich aufgetan hat, nachdem ich die MMU2s wieder abgebaut habe vor etwa einer Woche.
Dass das fest verbaute Idler-Rädchen scheinbar zu weit innen/rechts liegt - vielleicht kommt es mir eh nur so vor -, ist seit Säuberung der Teile ringsherum im Zuge des Einbaus eines neuen Teflonschlauchs.
Ich hoffe, mein Roman war nicht zu unverständlich und vielleicht hat jemand Ideen / Ratschläge. 🙂
LG Stephanie
RE: Druck"abbrüche" durch Filamentfräsung
Das Zahnrad könnte zu weit rechts stehen, wenn du den Motor mit Rechtsanschlag auf den Motorhalter geschraubt hast. Er wird aber kaum spontan seine Position gewechselt haben.
Der Filamentabrieb (engl. filament grind) kommt wohl eher von einer Blockate im V6 (vermutlich in der Düse).
Falls du eine einfache Messing Düse verwendest, wäre die einfachste Lösung wohl ein Düsentausch.
Du sagst, du hättest einen Cold Pull gemacht, aber weder Bilder gepostet noch das Ergebnis beschrieben. Eine erfolgreichen Cold Pull erkennt man daran, dass er ein Negativ des Düseninnenlebens inklusive der Spitze darstellt:
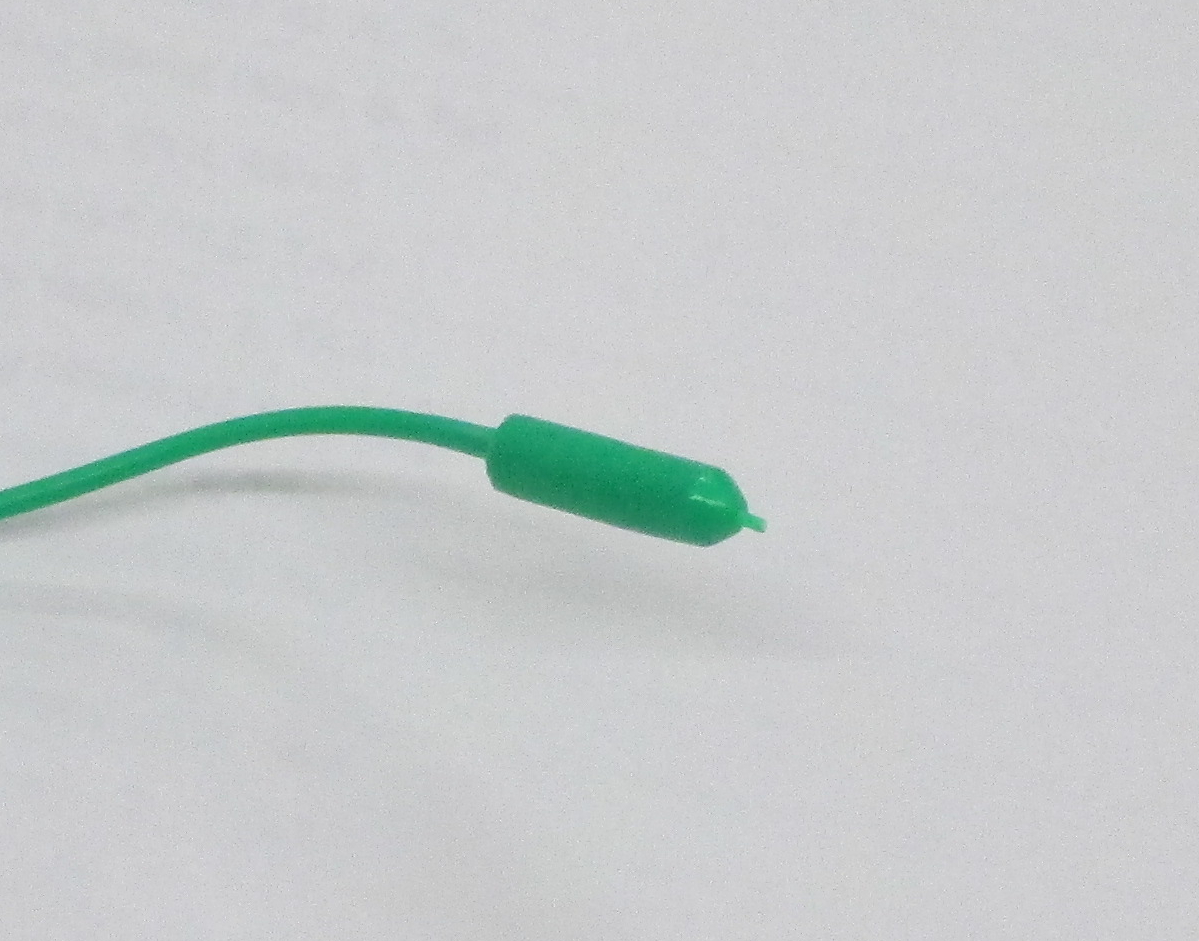
Falls man irgentwelche Ablagerungen daran feststellt, wiederholt man den Vorgang so lange, bis der Cold Pull sauber ist.
Am besten geeignet für einen Cold Pull sind weiße oder klare Filamente aus PA (Nylon) oder Reinigungsfilamente. Wenn das Nylon feucht ist, ist das umso besser. Dadurch bekommt die Düse noch eine "Dampfreinigung".
Es könnte aber auch sein, dass du beim Wechseln des PTFE-Schlauches durch zu starkes drücken die Spitze des Schlauches zusammengedrückt hast und daher der Widerstand entsteht.
RE: Druck"abbrüche" durch Filamentfräsung
Bild muss ich leider nachreichen, da ich erst am Abend daheim bin.
Es war mehr oder minder eine spontane Eingebung hier noch zu fragen, ob jemand eine Idee hat. 😉
Ziemlich direkt nach dem Düsentausch (ja, einfache Messingdüse), den ich erst vorgestern am Abend zusammen mit dem Schlauch-Tausch gemacht habe, habe ich einen kompletten Druck durchlaufen lassen können, der auch schön geworden ist.
Wie gesagt kann ich auch Filament hindurchdrücken. Was ich noch vergessen habe: Es geht immer mit einem Klackern einher, wenn nichts mehr gefördert wird - aber das ist wohl ein übliches Anzeichen, wenn nichts mehr gefördert wird, was ich bisher schon so gelesen habe...
Ich mache heute Abend noch mal einen neuen Cold Pull und poste das Bild dann dazu. Was mir schon dabei aufgefallen ist: Das letzte Stück vor der Verdickung, die die Düse dann abbildet, ist irgendwie dünner als der Rest. Nicht so schön wie in deinem Bild. Aber kein Dreck an der Spitze (ich nutze weißes Filament).
RE: Druck"abbrüche" durch Filamentfräsung
Ich habe jetzt leider noch kein Bild zum Nachreichen gehabt, denn offenbar scheint mein Problem mit den Temperaturen zusammenzuhängen.
Der Göttergatte hat daheim gestern den ganzen Tag durchgedruckt, ohne dass es Probleme gab (oder er etwas geändert hätte, hat meine vorbereiteten GCodes alle verwendet). Nachdem gestern nur 25 Grad waren, ging alles. Die Tage zuvor waren mal wieder bis zu himmlische 33 Grad und damit 29 oder so in dem Zimmer... 🙁
RE: Druck"abbrüche" durch Filamentfräsung
Das dürfte es sein. Wenn PLA bei ~30° und höher gedruckt wird, ist das so weich, dass es leicht abgerieben werden kann.
Deshab drucke ich im Keller.
RE: Druck"abbrüche" durch Filamentfräsung
Ein Kühlkörper wird da nicht wirklich Abhilfe schaffen, da sich an der Umgebungstemperatur ändert - oder was denkst du?
Und ja, Keller ist natürlich super....wenn es mal einen gibt, wird das wohl auch so gemacht...
RE: Druck"abbrüche" durch Filamentfräsung
Natürlich wird ein Teil der Motorwärme auf das Extrudergetriebe übertragen, aber eben nur ein Teil. Wenn der Extrudermotor nicht deutlich wärmer als 60° wird (also heißer als das Bett für PLA), sollte er auch keine Probleme machen.
Als ich meinen Drucker noch oben in der Wohnung stehen hatte und ähnliche Probleme bekam, habe ich mir tatsächlich einen Kühlblock, wie den hier, an den Extruder geschraubt. Der Effekt ist allerdings nur minimal. Ein kühlerer Standort ist dem also vorzuziehen.
RE: Druck"abbrüche" durch Filamentfräsung
Hallo ihr,
bei meinem MK3 (R3 Extruder) habe ich deshalb den E-Motor gegen das "kühlere" Modell von LDO getauscht. Damit funktioniert es auch bei sommerlichen Temperaturen.
Erhältlich z. B. bei Zaribo
Grüße, Holger

2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
Ja klar, dass ein kühlerer Standort grundsätzlich besser wäre. In einer Wohnung fehlen da nur leider die Möglichkeiten. :-/
@Holger: Wow, das ist ja auch eine super Idee. Da müsste ich zwar alles neu zusammenbauen, aber wieso nicht, wenn das eine Lösung ist.
Ich habe jetzt auch schon überlegt, den ganzen Extruder auszutauschen: Extruder von BondTech
Da muss ich mal noch suchen, ob es darüber irgendwo Erfahrungsberichte gibt ^^ Die Idee mit dem Motor ist natürlich super, zumal die Erfahrung da schon vorhanden ist. Danke auf jeden Fall! 🙂
Sollte jemand den Extruder von BondTech kennen, bin ich natürlich auch auf Antworten gespannt. 😉
LG Stephanie
RE: Druck"abbrüche" durch Filamentfräsung
Jo, den BondTech Extruder benutze ich an meinem BEAR, damit bist du nat. auch auf der sicheren Seite, was die Temperatur an den Zahnrädern angeht, bedingt durch die 3:1 Übersetzung mit Kunststoffzahnrädern. Von BondTech gibt es inzwischen eine mechanisch angepasste Version, kompatibel zum MK3S Extruder (Z-Maße), der ori. chimney für den IR-Sensor zum Betrieb der MMU2 dürfte jedoch nicht passen.
Wenn die € 100 Mehrpreis nicht weh tun ist das eine gute Investition, die Druckergebnis werden etwas besser, Wunder darf man aber nicht erwarten.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
Hier der Link zu dem geänderten BMG-Extruder:
Es ist wohl so, dass nun der interne IR-Sensor statt dem Laser-Sensor verbaut werden kann. Die Z-Maße sind anscheinend unverändert (wie Prusas MK3 R3-Extruder). Somit benötigt man, wie bisher auch, eine entsprechend angepasste Firmware, damit die Z-Kalibrierung funktioniert.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
Vielen Dank Holger!
Ja das ist der Extruder, den ich da bei unserem österreichischen Händler auch drin hatte. Danke!
Dass ich bei der Firmware etwas anpassen muss, habe ich gelesen. Auch dafür danke nochmal, dass du darauf hinweist.
Auch wenn ich noch nicht lange aktiv bin - ich find die Community jetzt schon spitze. 🙂
LG Stephanie
RE: Druck"abbrüche" durch Filamentfräsung
Hallo Holger
Da du mir schon so liebe Ratschläge gegeben hast, darf ich zum Verständnis nochmal nachfragen?
1)Wenn ich mir den BondTech-Extruder kaufe und montiere, kann ich schon grundsätzlich normal immer die Firmware des MK3S aktualisieren, muss dann nur jedes Mal die Firmware anpassen (aufgrund der anderen Übersetzung, klar) - ist das so richtig?
Und kann ich diese Anpassung einfach im Terminal von Octoprint machen und speichern? So wie man das mit anderen Einstellungen ja auch macht, E-Steps fallen mir da als ehestes Beispiel ein.
2) Wenn ich nur den anderen Motor einbauen würde, müsste ich nichts ändern - sehe ich das richtig?
Danke dir!
Liebe Grüße, Stephanie
RE: Druck"abbrüche" durch Filamentfräsung
Hallo Stephanie,
zu 1. Wegen der 3:1 Übersetzung vom BMG-Extruder ist der Wert für die e-steps von 280 auf 830 zu ändern. Die Änderung kannst du im Terminal von Octoprint eingeben oder ebenso als gcode-file von der sd-card ausführen.
E92 830 ; neuer e-step Wert.
M500 ; Wert dauerhaft im EEPROM speichern.
Ein paar Sekunden warten damit der Wert gespeichert ist, danach Reset des Druckers (durch z. B. X-Taste oder Aus-/ Einschalten) durchführen und die gespeicherten Werte mittels gcode im Terminal mit M503 kontrollieren.
Bei mir steht folgendes im Terminal:
Send: M503
Recv: echo:Steps per unit:Recv: echo: M92 X100.00 Y100.00 Z400.00 E830.00
Diese Prozedur ist auch nach jedem factory-reset (clear "All Data") nötig, wenn keine passende Firmware im Drucker mit diesen default Werten geladen ist, sonst werden die e-steps nach dem factory-reset wieder auf 280 zurückgesetzt.
Weiterhin hat der BMG-Extruder die gleichen mech. Abmessungen wie der MK3 R3-Extruder (und anderen Extrudern) . Der MK3S R4/R5-Extruder ist jedoch in Z-Richtung einige Millimeter kürzer und bildet damit eine Ausnahme. Dadurch schlägt, ohne entsprechende Änderung der Firmware, die Z-Kalibrierung (auch XYZ_Kalibr.) fehl. Eine Änderung der Firmware wird deshalb unumgänglich. Prusa unterstützt offiziell diese Änderung nicht! Daher gibt es keine passende Firmware dafür von Prusa. Du müsstest die Änderung im source code selber vornehmen und den code selber kompilieren oder bist auf 3. angewiesen, die dir die jeweils aktuellste Firmware in geänderter Form zur Verfügung stellen, z. B. von BondTech selbst.
zu 2. Der "kühlere" LDO Motor ist ebenso ein 1.8° Motor und 1:1 mit dem ori. Motor austauschbar. Es sind keine weiteren Änderungen notwendig. Der Motor funktioniert ebenso auch an der x- und y-Achse. Nur die ermittelten Werte für den Gurtstatus (x und y) im Supportmenü ändern sich (bei mir y von ca. 283 -> 333), werden deutlich höher, da der Motor mit geringerer Verlustleistung arbeitet und deshalb auch kühler bleibt.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
Korrektur:
E92 E830 ; neuer e-step Wert.
M500 ; Wert dauerhaft im EEPROM speichern.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
sorry, das muss natürlich M92 E830 heißen, wieso kann man hier nur so kurze Zeit editieren?
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Druck"abbrüche" durch Filamentfräsung
Hallo Holger,
vielen Dank für die ausführliche Erklärung! 🙂
Es ist jetzt ein ganzer Extruder geworden, je nachdem, wann der mich erreicht, werde ich alles umbauen 🙂
Interessanterweise war es jetzt wieder etwas wärmer und der Drucker arbeitet trotzdem bereits seit 30 Stunde ohne Murren mit PLA, allerdings sind die Nächte ja inzwischen kühler und daher steigt die Hitze über die ganzen Tage nicht so sehr an wie sonst. Und sicher ist sicher, also wird der Umbau jetzt trotzdem geschehen.
LG Stephanie
RE: Druck"abbrüche" durch Filamentfräsung
Wenn wir da grad über Extruder schreiben: kann mir jemand sagen, wie groß der Innendurchmesser des PTFE-Röhrchens ist?
Ich hätte jetzt gedacht, dass es 4 x 2 mm sind, also 4 außen, das hab ich eh gemessen. Und die 2mm hoffe ich, weil ich das bisher so gefunden habe, wenn ich PTFE-Schlauch suche ^^
RE: Druck"abbrüche" durch Filamentfräsung
Soweit ich weiß eher 4x1.8. Damit es auch mit TPU klappt.
RE: Druck"abbrüche" durch Filamentfräsung
Ich habe die Zeichnung gefunden. Es sind 1.85mm.
