Druck der ersten Schicht + Bed leveling
Hallo zusammen,
ich bin neu hier im Forum und besitze seit Dezember einen Prusa i3 MK3S+. Um meine Situation bzw. Fragen so verständlich wie möglich darzustellen, versuche ich chronologisch vorzugehen. Bisher wurde nur mit dem mitgeliefertem PLA gedruckt. Nach erfolgreichen Aufbau und Kalibrierung startete ich zwei Drucke. Der erste Druck war der auf der Speicherkarte mitgelieferte Batman und der zweite Druck war eine Version von Darth Vader.


Für den ersten Druck mMn grundsätzlich ein gelungener Druck, bis auf die zwei Linien. Einstellungen waren von Prusa vorgegeben.

Hier muss ich sagen, dass ich nicht ganz zufrieden bin, da man die Schichten doch deutlich sieht. Wenn ich mich richtig erinnere, dann wurden hier 25% Füllung und 0,2 Schichtdicke verwendet. Verwendet wurde der einfache Modus. Gibt es hierfür Verbesserungsmöglichkeiten außer die Schichtdicke runterzustellen?
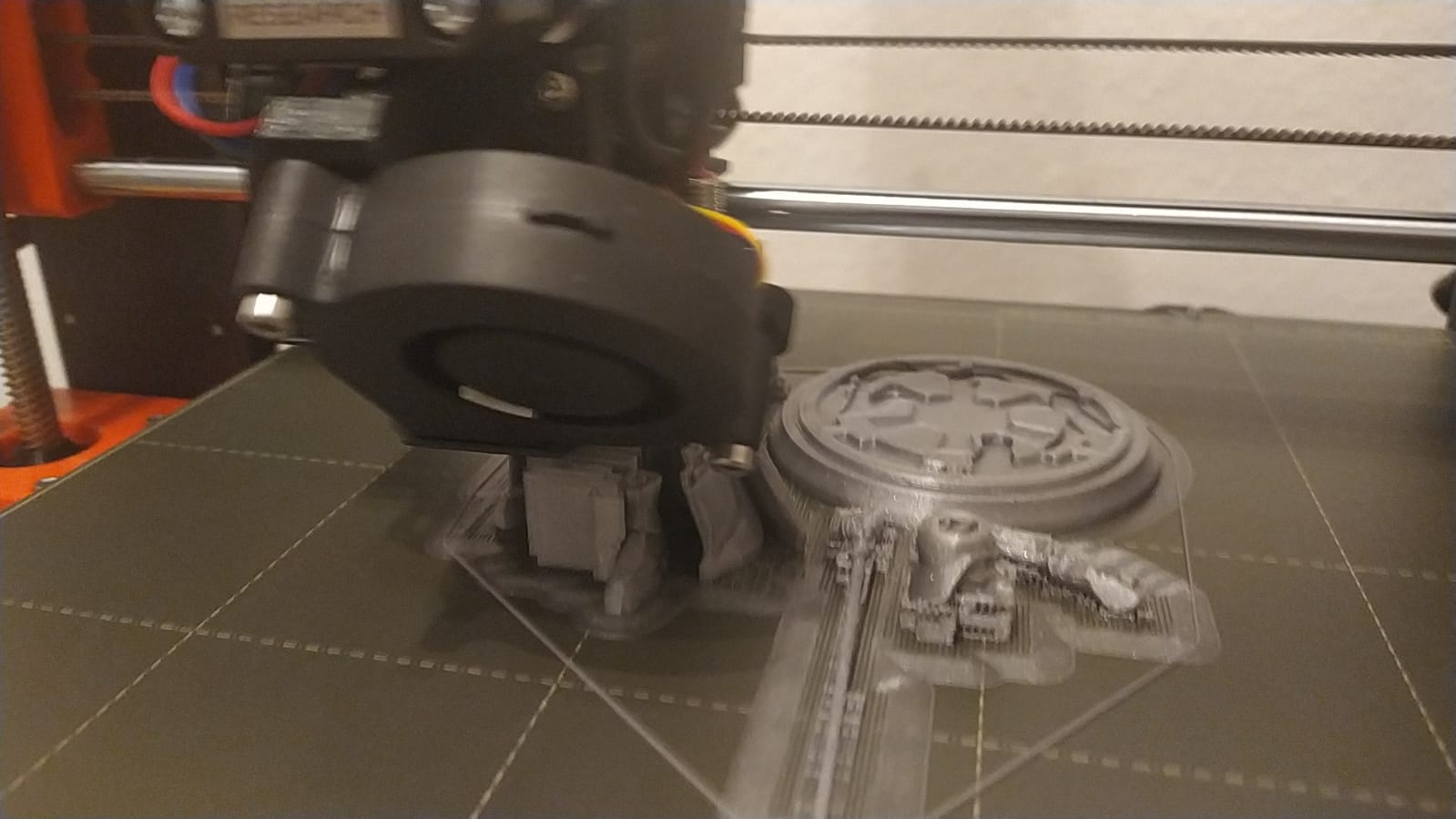
Auf jeden Fall habe ich dann später noch ein weiteres einfaches Modell zweimal gedruckt. Einmal mit und einmal ohne Ironing.

Man sieht ja wieder die Kratzer wie bei dem Batman. Bereits beim Kauf des Druckers bin ich bei YT auf Manual bed leveling gestoßen und habe mir einen Raspberry pi bestellt, der mittlerweile mit Octoprint am Drucker angeschlossen wurde. Bevor ich Anpassungen vorgenommen habe, wurde eine Bed variance von 0,389 gemessen, wodurch sich die Unebenheiten auf dem Druck erklären lassen, oder?
Auf jeden Fall habe ich danach bis auf den mittleren Abstandshalter alle anderen entfernt und durch M3nN Muttern ersetzt. Ich habe sie wie beschrieben fest, aber nicht zu fest angezogen und die Heizplatte über Octoprint angepasst. Das Problem ist bei mir dabei, dass sich die Muttern mit der Zeit etwas lockern und das sich beim Anpassen teilweise die Werte der anderen Schrauben verändern. Das passiert nicht immer, aber ab und an. Das beste Ergebnis war eine Bed variance von 0,008. Nur ist dieser Wert nicht geblieben und ich muss nun in regelmäßigen Abständen neu kalibrieren. Wie kann ich das anpassen? Muss ich dafür andere Muttern verwenden? Hat jmd schonmal das Problem gehabt?
Auf jeden Fall habe ich nach dem Umbau nochmals eine komplette Kalibrierung des Druckers durchführen lassen und auch die erste Schicht angepasst.
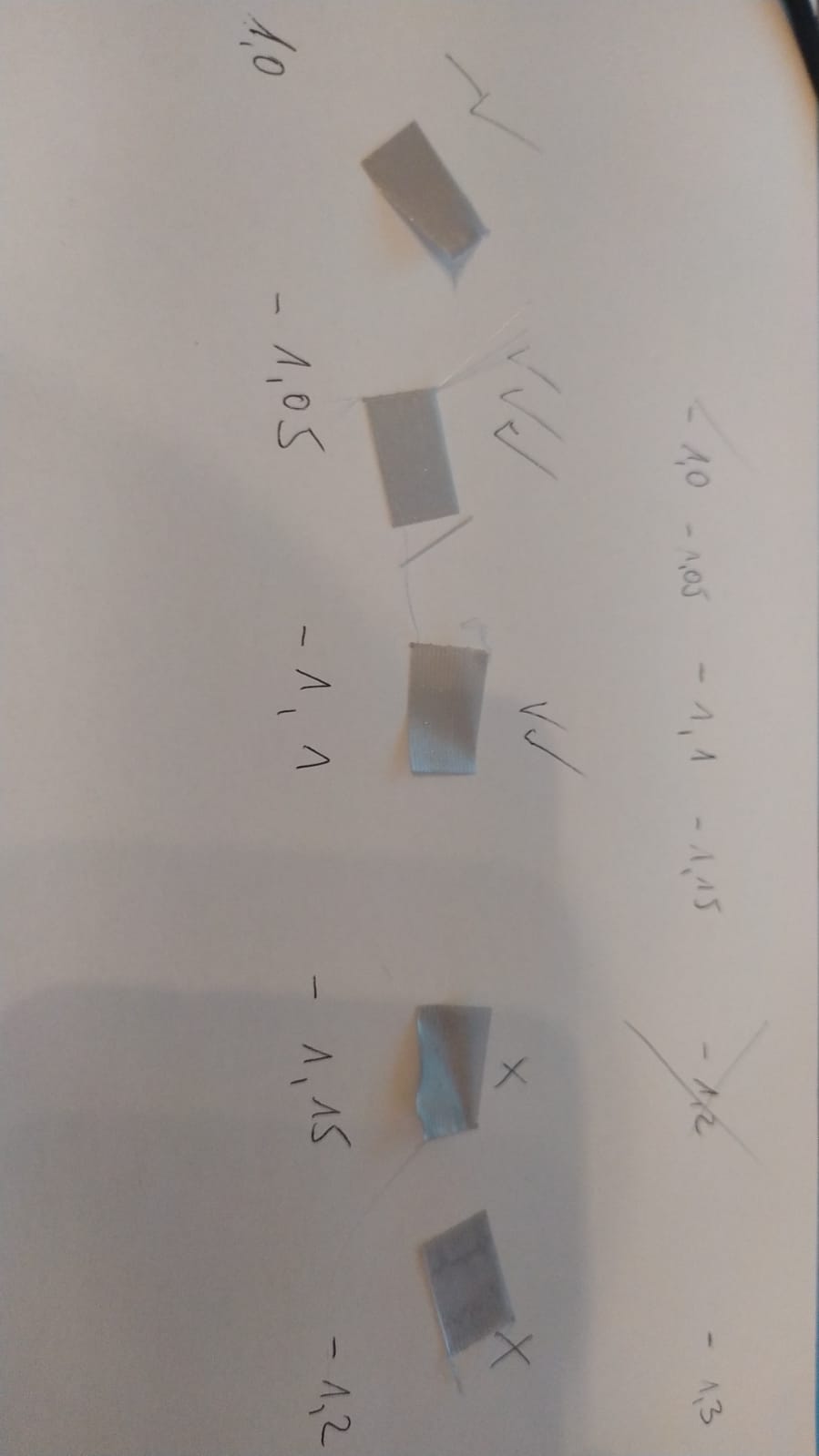
Die Wellungen kommen davon, dass ich das Material im Anschluss etwas geknickt habe um die Robustheit zu testen. Mein Favorit liegt bei -1,05, die Bilder zeigen einmal die Vorder- und Rückseite.

Die erste Schicht Kalibrierung sieht doch in Ordnung aus oder?
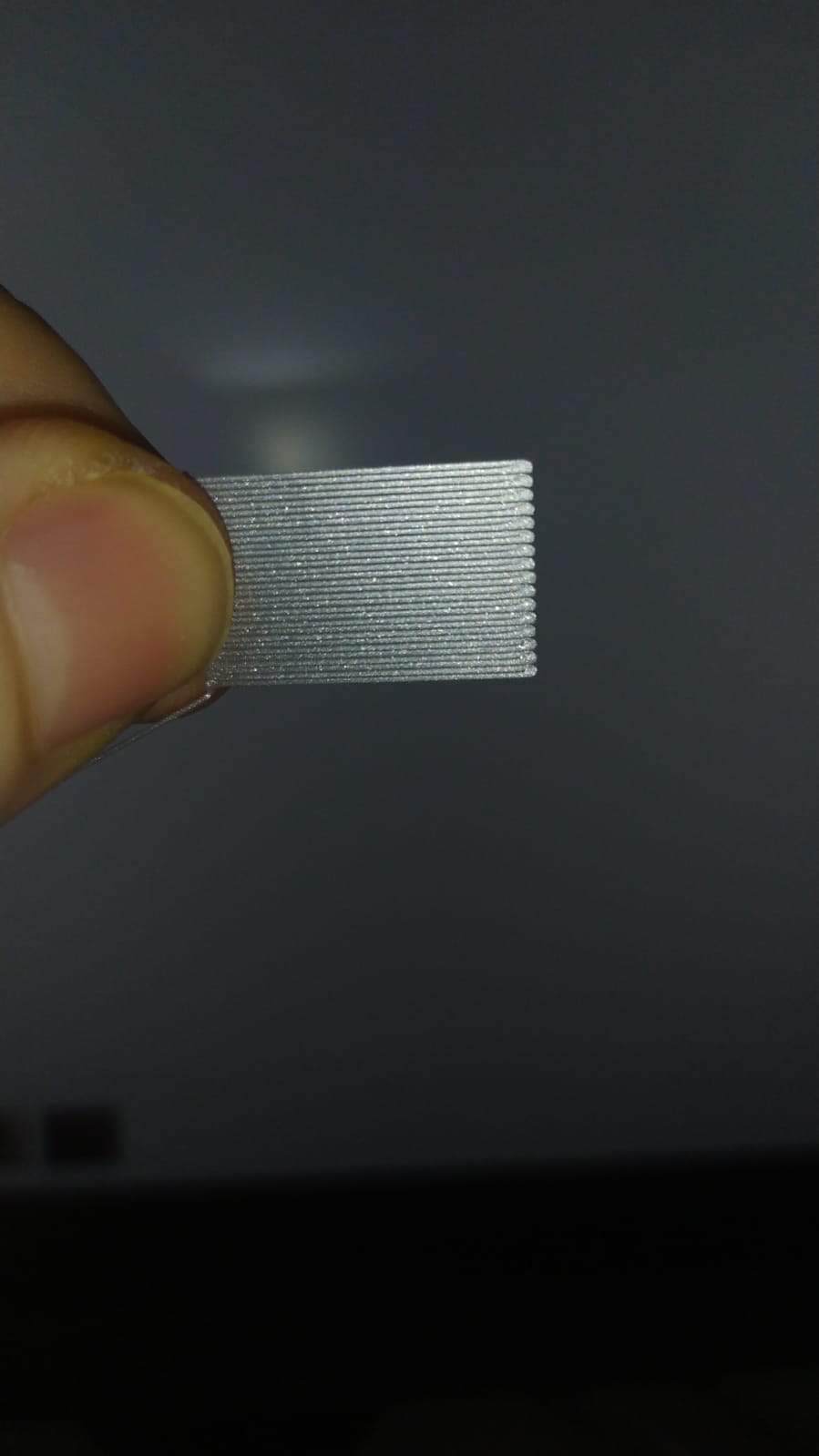
Daraufhin habe ich ein weiteres einfaches Modell gedruckt.



Die untere Schicht ist nur 0.2mm und somit ja nur eine einzige. Diese ist aber bei genauem Anschauen löchriger wie beim Testdruck der Kalibrierung der ersten Schicht. Warum unterscheiden sich dort die Ergebnisse bzw. gibt es dafür Einstellungen im Slicer, die für ein besseres Ergebnis wichtig sind?
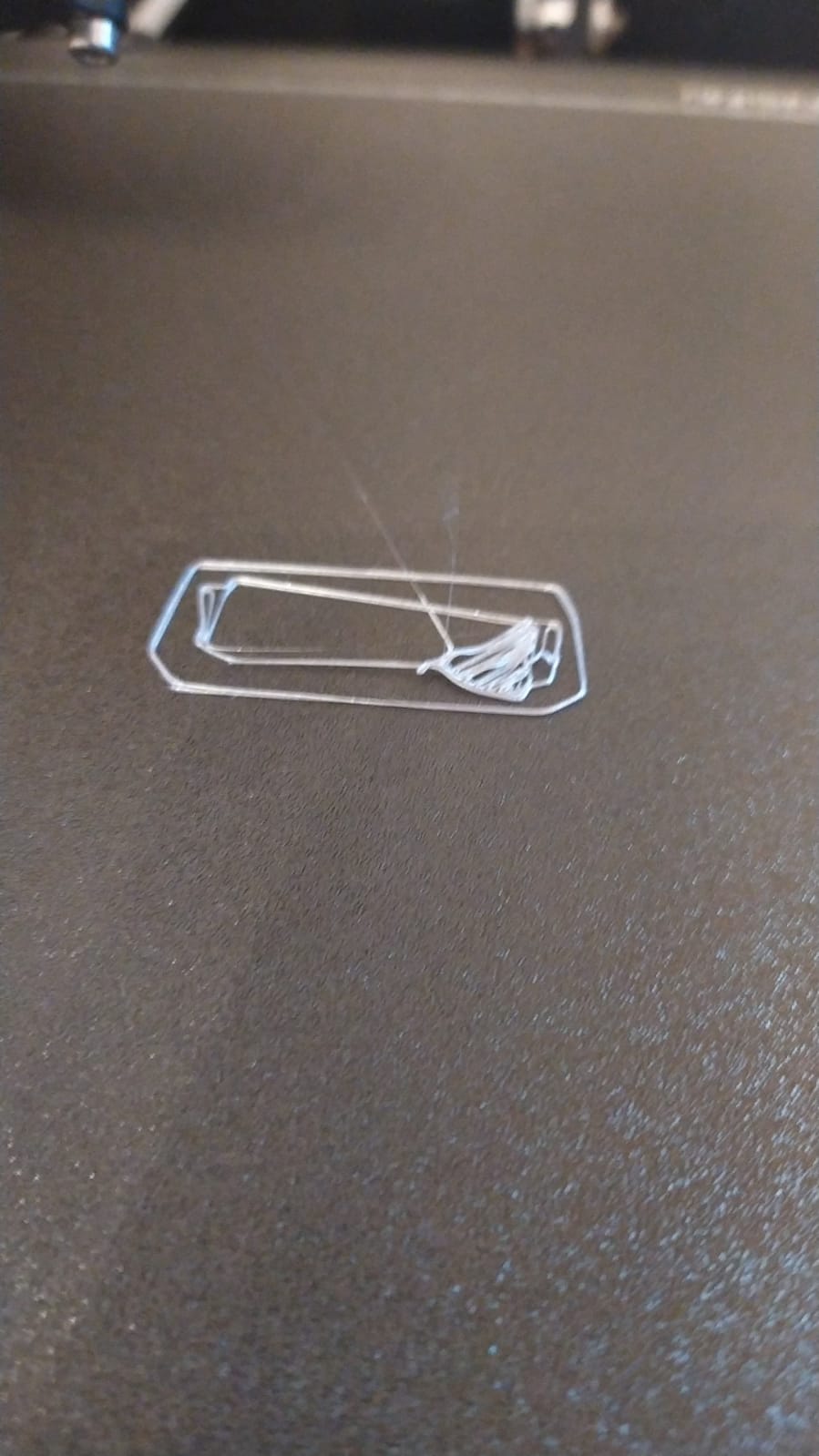
Abschließend möchte ich noch fragen, was man an den Einstellungen anpassen muss, damit diese Drucke auch auf der PEI beschichteten Platte funktionieren, bisher sahen die Ergebnisse immer so aus.
Ich wäre sehr erfreut darüber, wenn mir zu den Punkten sinnvolle Tipps, Ratschläge oder Links gegeben werden könnten. Vielen Dank schonmal im Voraus an jeden, der mir helfen kann.
Viele Grüße aus Stuttgart
RE: Druck der ersten Schicht + Bed leveling
Ich bin da auch noch ein bisschen neu in der Materie, aber ich würde sagen, dass das Z-Level noch ein bisschen niedriger sein könnte, die Bahnen sind relativ deutlich zu sehen und die fehlende Haftung ist meist ein Indiz für ein zu hohes Z-Level. Zu beachten ist auch, dass der Z-Level bei unterschiedlichen Platten ebenfalls unterschiedlich ist. Die texturierte und die normale PEI Platte haben unterschiedliche Dicken.
Hier mal 2 Fotos von meinem PETG-Testplättchen. Beim ersten sieht man oben links Löcher im Anschluss an den Außenrahmen, da war das Level noch zu hoch, in dem Fall muss man noch ein bisschen runter.


RE: Druck der ersten Schicht + Bed leveling
Zum testen nutze ich dieses Plättchen hier, das ist größer als das vom Standard-Prusa Test und man kann dadurch schon während des Druckes sehen, was Sache ist und on-the-fly nachjustieren: https://www.prusaprinters.org/prints/21296 . Spart eine Menge Zeit. 🙂
RE: Druck der ersten Schicht + Bed leveling
Ok, schonmal danke für die Antwort. Bei dem Hype Modell sieht man ja durchaus am Rand immer Löcher, wie bei deinem beschriebenen Testplättchen. ABER (vllt liege ich da ja vom Verständnis her falsch): Die Testplättchen bei mir sind im Bereich von -1,05 und -1,1 glatt von der Oberfläche, sobald ich den Wert noch negativer setze, sprich ab -1,15 verändert sich die Oberfläche und es gibt in der Mitte einen Bereich der sich rau anfühlt. Da setzt sich mehr Filament ab. Das sieht für mich falsch aus. Es ist auch komisch das das nicht überall so ist, sondern das es in der Mitte anders ist wie links und rechts. Weißt du worauf das zurückzuführen ist?


RE: Druck der ersten Schicht + Bed leveling
@hell3d
die Rauheit kommt davon (wie du selbst schon festgestellt hast) wenn die Düse zu nah am Brett ist. Wenn die Qualität an den Seiten oder Ecken (wie in deinen Fall) etwas unterschiedlich sind, kann man wenn möglich einen Mittelweg (Live-Z-Wert) einstellen, mit dem man klar kommt. Bei großflächigen Objekten wahrscheinlich ein kleines Problem...
Ursache hierfür ist ein leicht verzogenes Hotbed oder Druckblech. Man darf dabei aber auch nicht vergessen, das die Ausdehnung beim Aufheizen ebenfalls dazu führen kann, das man denkt das Brett ist uneben.
Hierzu gibt es einige Möglichkeiten, welche schon mehrmals im Forum diskutiert wurden.
kleine Unebenheiten kann man beseitigen, in dem etwas zwischen Hotbed und Blech legt. Ich verwende dafür ein Polyimid-Kapton-Band. Wer es dann noch genauer haben möchte wechselt die fixen Distanzhalterungen durch Silikonpuffer oder Federn aus und nivelliert das Brett mit Pronterface oder OctoPi (Bed Visualizer) aus.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂