Warping mit Tinmorry PETG - wie bekommt man das in den Griff?
Hallo an die Runde,
ich habe seit einiger Zeit einen MK3S+ in Verwendung, und bis dato mit dem Original Prusament PETG gedruckt.
Da die Rezensionen zum Tinmorry PETG sehr gut waren, habe ich mir 2 Rollen davon in Jet Black bestellt Tinmorry PETG
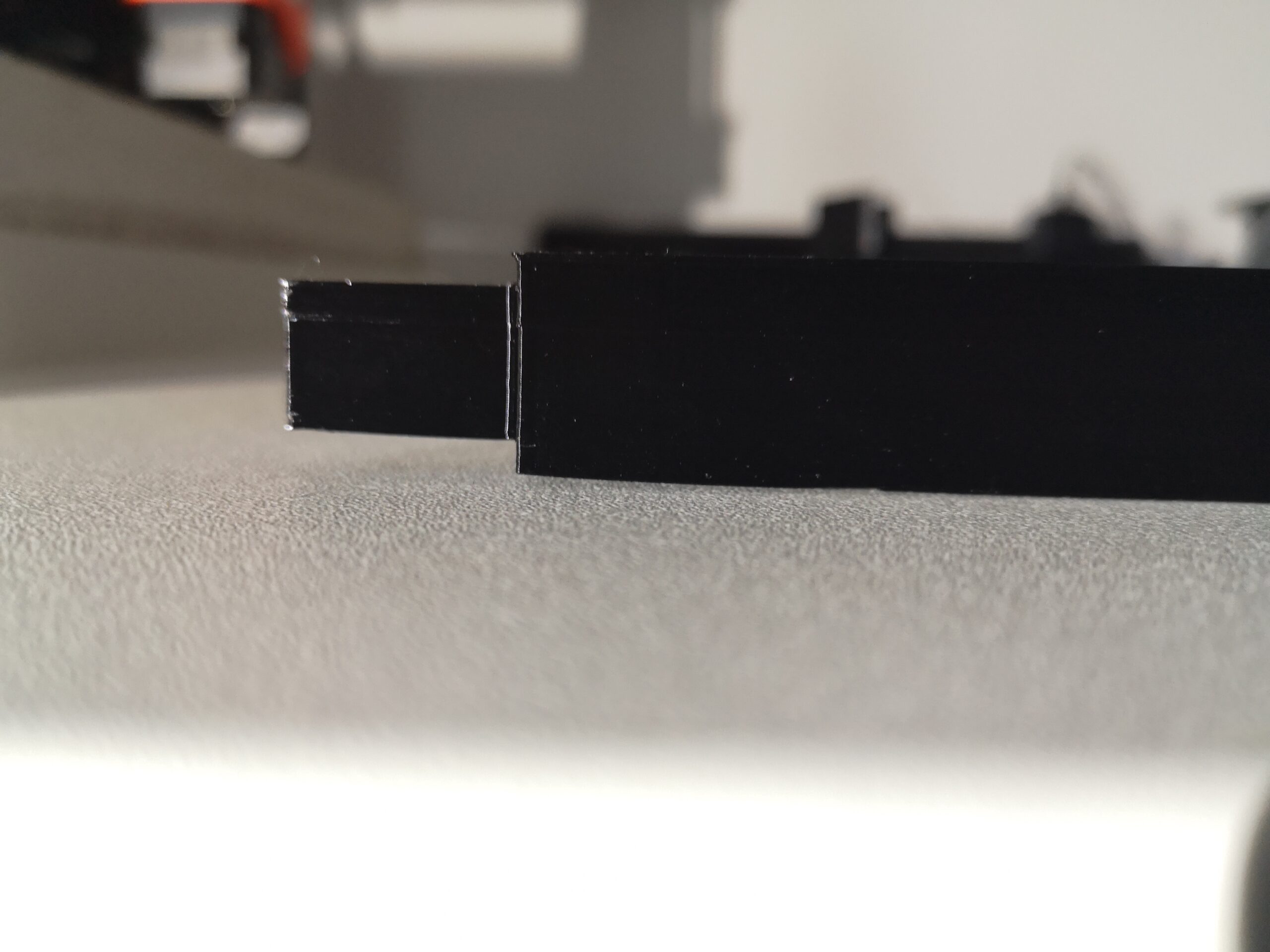
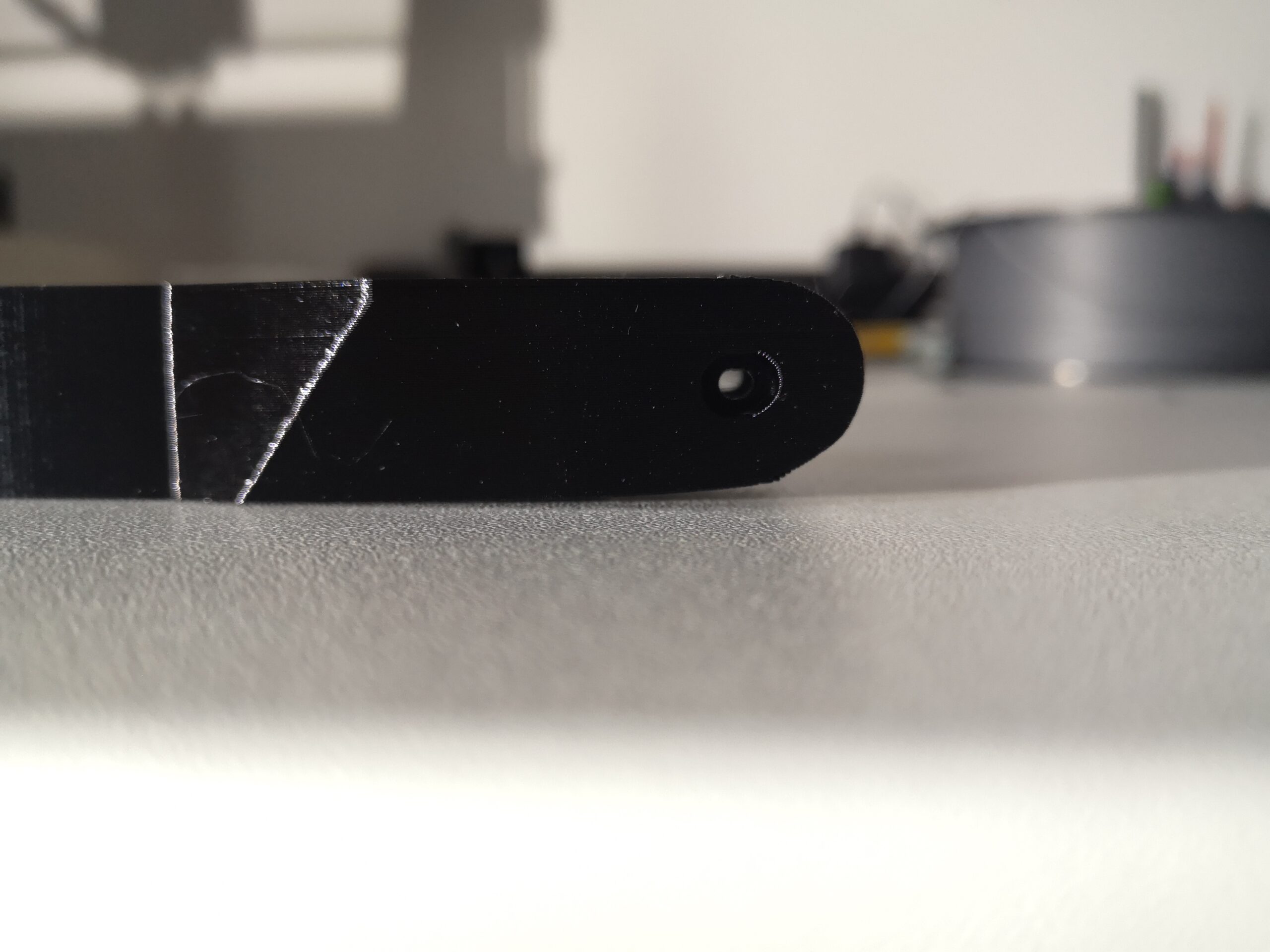
Da ich aktuell das Ikea Lack Gehäuse für den Prusa baue, habe ich damit auch gleich etwas ausgedruckt, und musste leider feststellen, dass der Druck der langen Stange (siehe:  ) gegen Ende hin fehl schlägt, weil sich an den Rändern der Druck von der Druckplatte löst (ich verwende die Pulverbeschichtete mit Struktur). Auch habe ich während des Extrudierens in kleinen Bereichen, wo er vermutlich häufiger ein Retract macht, ein Knacken, welches ich beim Prusament nicht habe.
) gegen Ende hin fehl schlägt, weil sich an den Rändern der Druck von der Druckplatte löst (ich verwende die Pulverbeschichtete mit Struktur). Auch habe ich während des Extrudierens in kleinen Bereichen, wo er vermutlich häufiger ein Retract macht, ein Knacken, welches ich beim Prusament nicht habe.
Ich habe folgende Einstellung verwendet:
Hotend Temperatur: 230°C (mittels Heat tower getestet)
Druckbett Temperatur: 75°C
So sieht das Ergebnis dann aus:

Hat jemand dieses Material schon Mal verwendet, oder eine Idee wie man das in den Griff bekommt?
Danke!
Warping mit Tinmorry PETG - wie bekommt man das in den Griff?
Servus!
Ich würde mal sagen die üblichen verdächtigen, die erste Schicht muss wirklich gut haften, das bedeutet das Bett gut entfetten.
Des weiteren wie sieht es mit der Dicke der ersten Schicht aus, wenn du mit einer Schichthöhe von 0,2mm druckst sollte auch ein gedrucktes Plättchen mit nur einer Schicht eine Höhe von eben diesen 0,2mm haben, wenn nicht bist du noch zu weit vom Bett weg.
Dann würde ich noch versuchen den Lüfter mit geringerer Leistung laufen zu lassen, dieses Bauteil ist eh weniger anspruchsvoll damit wird sich das Stringing in Grenzen halten.
LG Andi
Warping mit Tinmorry PETG - wie bekommt man das in den Griff?
Servus Andi,
das Bett habe ich mit IPA entfettet, vor jedem Druck. Die erste Schicht ist ziemlich exakt auf 0.2mm gelevelt, ich habe gestern auch noch einen weiteren Druck versucht, bei dem habe ich die Betttemperatur auf 80°C eingetellt, und bin mit Z um 0.025mm runter gegangen. Das Warping ist aber leider geblieben.
Mit Prusament PETG habe ich bei den gleichen Einstellungen (außer natürlich das Prusament PETG Profil im Slicer) keine Probleme.
Ich versuche deinen Tipp mit dem Lüfter nochmals! Vielen Dank!
LG
Mani
Warping mit Tinmorry PETG - wie bekommt man das in den Griff?
Morgen!
Das Problem ist halt, das sich bei einen so langen Bauteil eine ordentliche Spannung auf baut. Die oberen Druckschichten kühlen schneller ab als die unteren und ziehen sich zusammen. Wenn das mit dem Lüfter auch nicht hilft kannst du es eh nur noch mit "Raft" oder einer anderen Druckplatte versuchen.
LG Andi
RE: Quitschen im Extruder
Hallo,
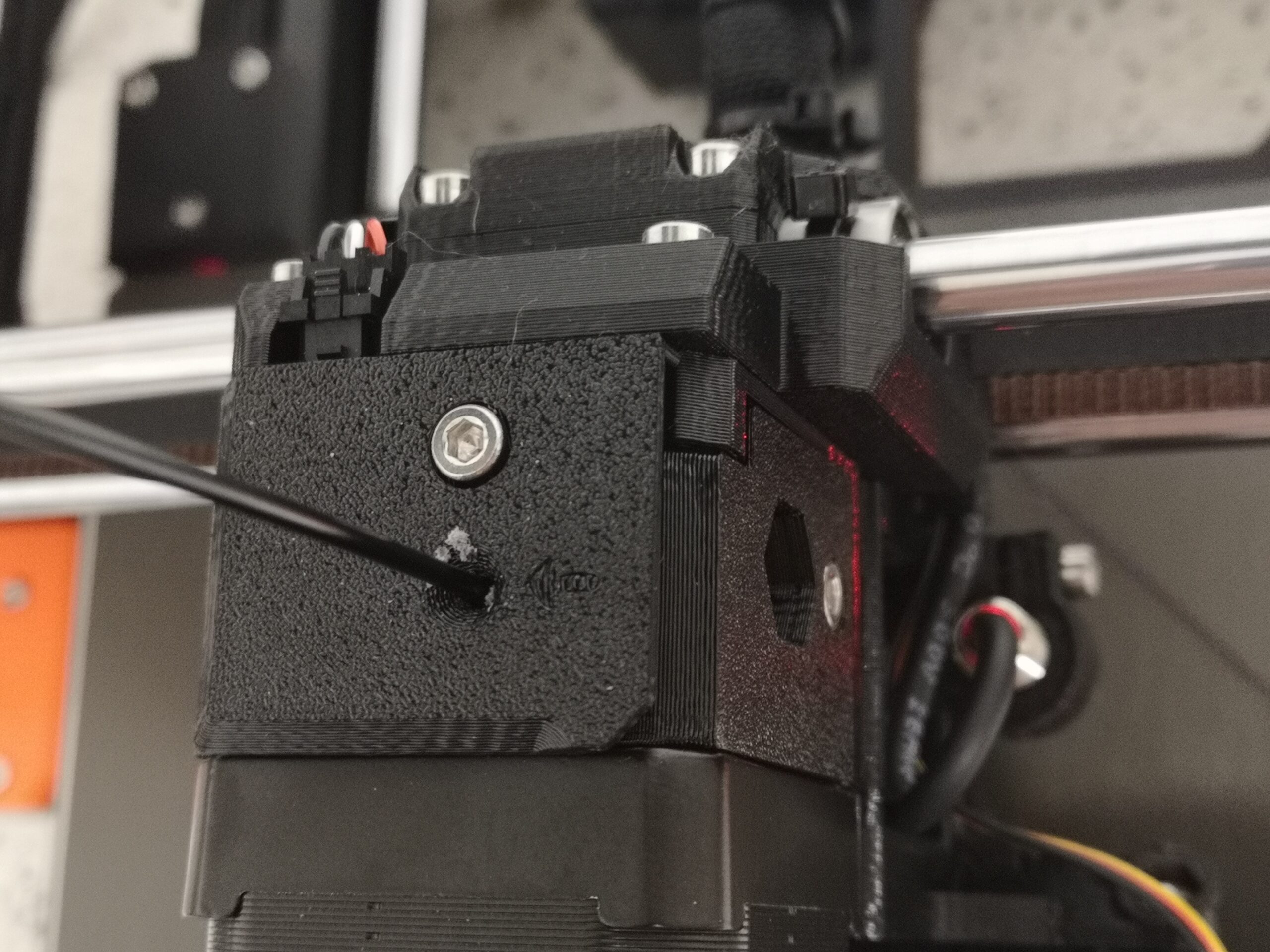
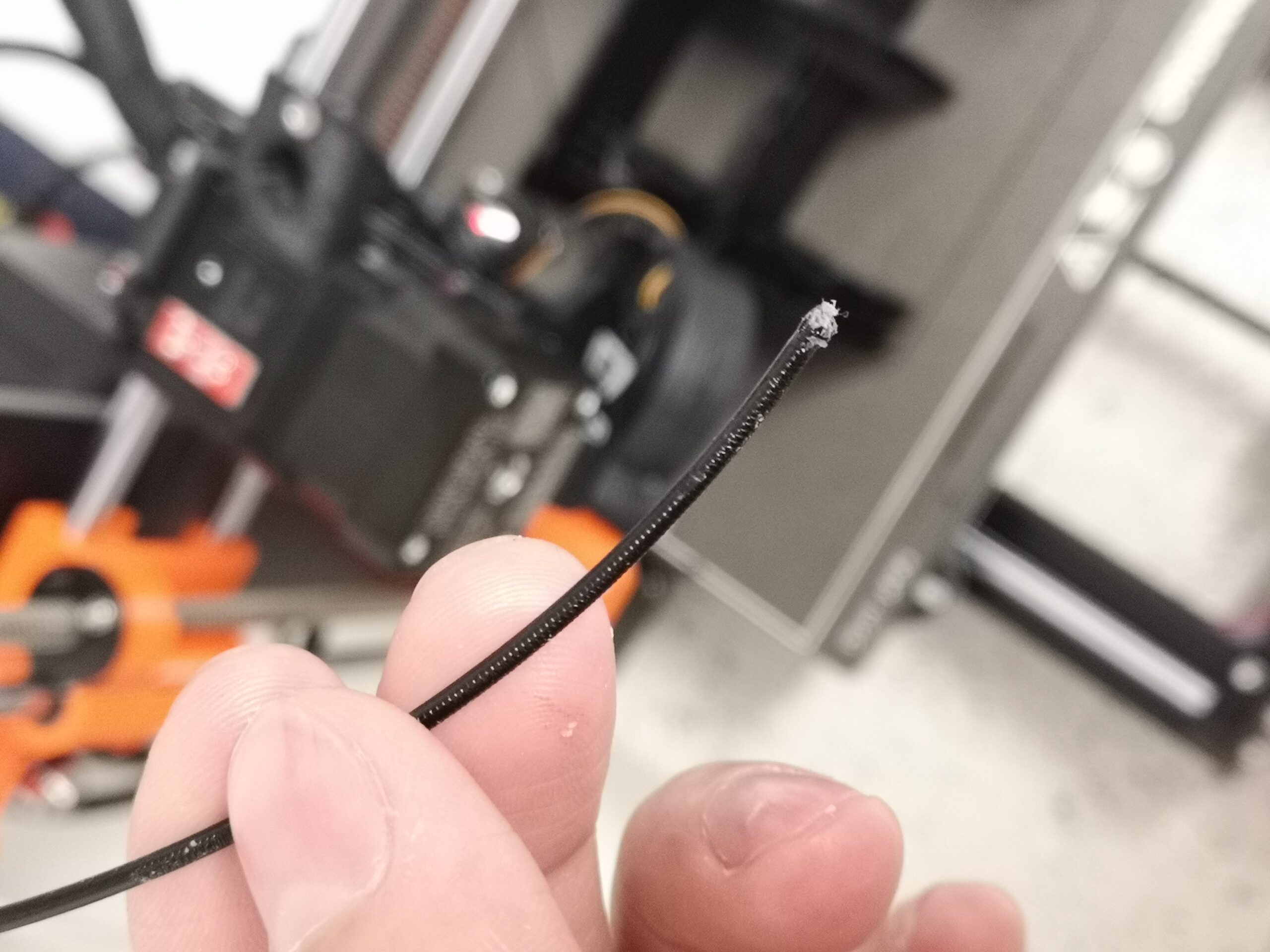
hier noch ein paar Bilder und Videos zum Quitschen im Extruder. Sobald ich ein anderes Filament einschiebe ist es Weg.
Die Bilder und Videos sind nach ca. 7h Druck mit dem Tinmorry PETG Filament aufgenommen, je länger er druckt, desto quälender wird es.
Man sieht so einen weißlichen Abrieb, entladen lässt sich das Filament auch nur sehr schlecht, da es beim letzten Stück dann steckt, vermutlich wegen des Abriebes.
Hat jemand eine Idee, was das sein kann?

https://forum.prusa3d.com/wp-content/uploads/2021/08/VID_20210823_060839.mp4
RE: Warping mit Tinmorry PETG - wie bekommt man das in den Griff?
Morgen!
Das Problem ist halt, das sich bei einen so langen Bauteil eine ordentliche Spannung auf baut. Die oberen Druckschichten kühlen schneller ab als die unteren und ziehen sich zusammen. Wenn das mit dem Lüfter auch nicht hilft kannst du es eh nur noch mit "Raft" oder einer anderen Druckplatte versuchen.
LG Andi
Hallo Andi,
sorry die Antwort habe ich komplett übersehen.
Ein wenig besser wird es mit 85° Heizbetttemperatur, aber leider heben sich die langen Teile immer noch von der Platte. Ich versuche es nochmal, wenn ich ein Gehäuse für den MK3 habe, aber ich denke, dass ich das Filament nicht mehr verwenden werde ;-). Vorallem aber wegen des Abriebes bzw. dem Quitschen, aufgrund von Verstopfung der Zuführung. (siehe vorigen Post)
LG
Manuel